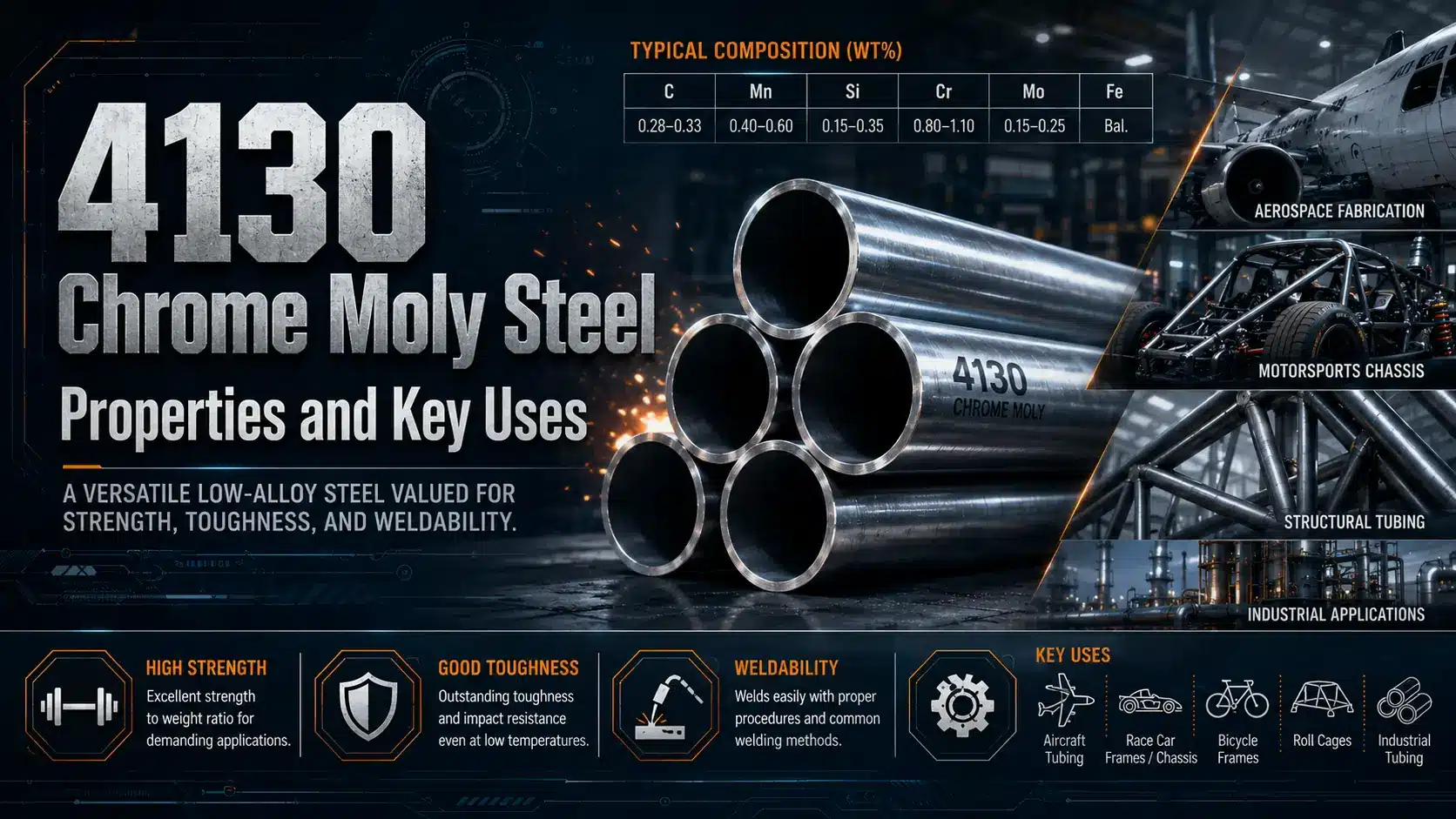
4130 chrome moly steel is a low-alloy structural steel containing 0.28–approximately 0.33%[1] carbon, 0.80–approximately 1.10% chromium, and 0.15–0.25% molybdenum, delivering approximately 97,200 psi[2] tensile strength in its normalized state. Its chromium-molybdenum composition provides roughly 30%[3] better fatigue resistance than plain 1020 carbon steel, while the approximately 0.30%[4] carbon level allows hardening through heat treatment without preheat-related weld cracking.
Defined by SAE J404 and AISI standards, 4130 is the alloy of choice for aircraft fuselages, race car chassis, and high-pressure gas cylinders.
That’s really why it remains the alloy of choice for aircraft fuselages, race car chassis, and high-pressure gas cylinders.
This guide breaks down its mechanical properties, how it behaves when you heat treat it, and how easy or hard it is to weld. And it also covers the specific applications where 4130 outperforms alternatives like 4140 or stainless 304.
You’ll get the AMS and ASTM specifications (the industry standards) that buyers actually quote when ordering. Plus the TIG welding parameters that keep it from cracking on you.
And you’ll get clear answers on when 4130 is basically overkill for the job, versus when it’s really the only safe pick you can make.
Quick Takeaways
- chromium-moly steel delivers approximately 97,200 psi[5] tensile strength—approximately 50%[6] stronger than plain carbon equivalents.
- Specify AMS or ASTM standards when ordering 4130 to ensure aerospace-grade quality compliance.
- Use TIG welding with proper parameters to prevent cracking in 4130 joints.
- Choose 4130 over 4140 for weldable structures like aircraft fuselages and race car chassis.
- Heat treat 4130 without preheating thanks to its balanced approximately 0.30%[7] carbon content.
What 4130 Chrome Moly Steel Actually Is
4130 chrome moly steel is a low-alloy structural steel containing 0.28,approximately 0.33%[8] carbon, 0.80,approximately 1.10% chromium, and 0.15,0.25% molybdenum, defined by SAE J404 and AISI standards. The “41” tells you it’s a chromium-molybdenum family alloy; the “30” means roughly 0.30%[9] carbon. That carbon level is the sweet spot, high enough to harden through heat treatment, low enough to weld without preheating cracking the joint.
Pure carbon steel at approximately 0.30%[10] C tops out around 65,000 psi[11] tensile. Add the chrome and moly, and normalized 4130 delivers approximately 97,200 psi[12] tensile with approximately 63,100 psi[13] how much usable material is produced (per ASM/MatWeb data).
That’s a approximately 50%[1] strength jump from two alloying additions totaling barely 1%[2] by mass.
Here’s why each element earns its place:
- Chromium (0.80–approximately 1.10%[3]) — boosts hardenability so thicker sections quench through; also raises tempering resistance, meaning the steel keeps its strength when heated by welding or service temperatures up to about 500°F[4].
- Molybdenum (0.15–approximately 0.25%[5]) — fights “temper embrittlement,” the slow loss of toughness that plagues plain chromium steels. Moly is the reason 4130 stays ductile after heat treatment.
- Manganese (0.40–approximately 0.60%[6]) — scavenges sulfur and adds modest strength.
The strength-to-weight payoff is why NASCAR roll cages, sprint car chassis.
And the welded fuselage tubes on a Van’s RV-8 homebuilt aircraft all expected level 4130. A 1.0″ OD × 0.058″ wall 4130 tube weighs the same as mild steel but handles roughly 60%[7] more load before yielding, which is the entire reason builders pay 3,4× the price of A513 mild steel tubing.
One pitfall worth flagging: 4130 is sometimes confused with 4130N (normalized condition) versus approximately 4130 in[8] annealed condition. The “N” suffix matters, annealed 4130 delivers only about 81,200 psi[9] tensile, nearly 20%[10] weaker than normalized stock.
Always confirm the heat condition on the mill cert before cutting tubes for a stressed structure.

Chemical Composition Breakdown and Why Each Element Matters
Per ASTM A829 and AMS 6345/6346, 4130 chrome moly steel has to hit pretty tight elemental windows. Miss any of those ranges and the alloy basically stops behaving like 4130. Hardenability drops off, weldability suffers, or temper embrittlement starts creeping in.
| Element | Range (wt%) | Primary Metallurgical Role |
|---|---|---|
| Carbon (C) | 0.28–0.33 | Sets the baseline hardness, capped low so the carbon equivalent stays under 0.55 for welding |
| Manganese (Mn) | 0.40–0.60 | Cleans up oxygen, ties up sulfur as MnS so the steel does not hot-crack |
| Chromium (Cr) | 0.80–1.10 | Hardenability multiplier around 2.16, forms Cr-carbides for wear resistance |
| Molybdenum (Mo) | 0.15–0.25 | Suppresses temper embrittlement in the 375–approximately 575°C[11] range, sustains creep strength up to about 480°C[12] |
| Silicon (Si) | 0.15–0.35 | Cleans up oxygen, raises tempered strength |
| Phosphorus (P) | 0.035 max | An embrittling impurity, kept low for impact toughness |
| Sulfur (S) | 0.040 max | Restricted to avoid the long stringer inclusions that crack during TIG welding |
Why the approximately 0.30%[13] carbon ceiling matters. Push carbon past approximately 0.33%[1] and the carbon equivalent climbs above 0.60. That actually forces preheat above approximately 200°C[2] even on thin tubing.
The aerospace expected level keeps C low on purpose, so that chromoly roll cages can be TIG-welded cold without quench cracking in the heat-affected zone.
The Cr/Mo pairing is really the whole point. Chromium on its own, like you see in 5130, gives you hardenability but then tempers back into the embrittlement window. Adding about 0.20%[3] Mo blocks the phosphorus from migrating to grain boundaries, which is what causes that embrittlement in the first place.
The problem has been documented as far back as Bain’s 1939 work, and it is still the reason 4130 outperforms plain chromium grades for cyclically loaded parts.
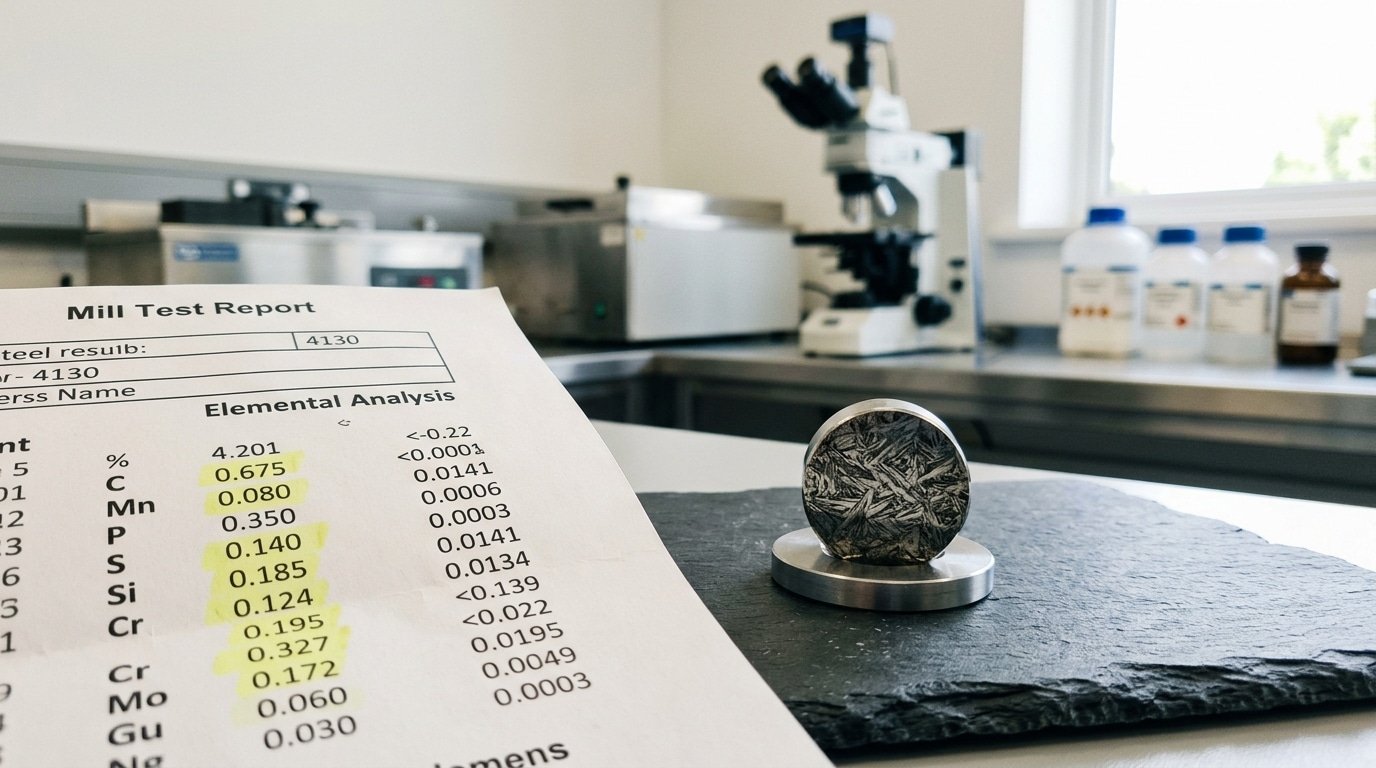
Always demand a mill test report (MTR) showing the actual heat chemistry, not just nominal values. I’ve seen “4130” bar stock show up at approximately 0.36%[4] C, which is honestly closer to 4135 and behaves badly under field welding.
Mechanical Properties in Normalized vs Annealed Conditions
Annealed 4130 chrome moly steel runs softer and more ductile; normalized 4130 trades a bit of how much usable material is produced for higher tensile strength and a finer pearlite grain structure. Pick annealed for cold forming and deep machining, normalized for as-received structural use where weldability and toughness matter more than max softness.
Side-by-side property table (per AMS 6345 / AMS 6360, 25 mm round bar)
| Property | Annealed | Normalized |
|---|---|---|
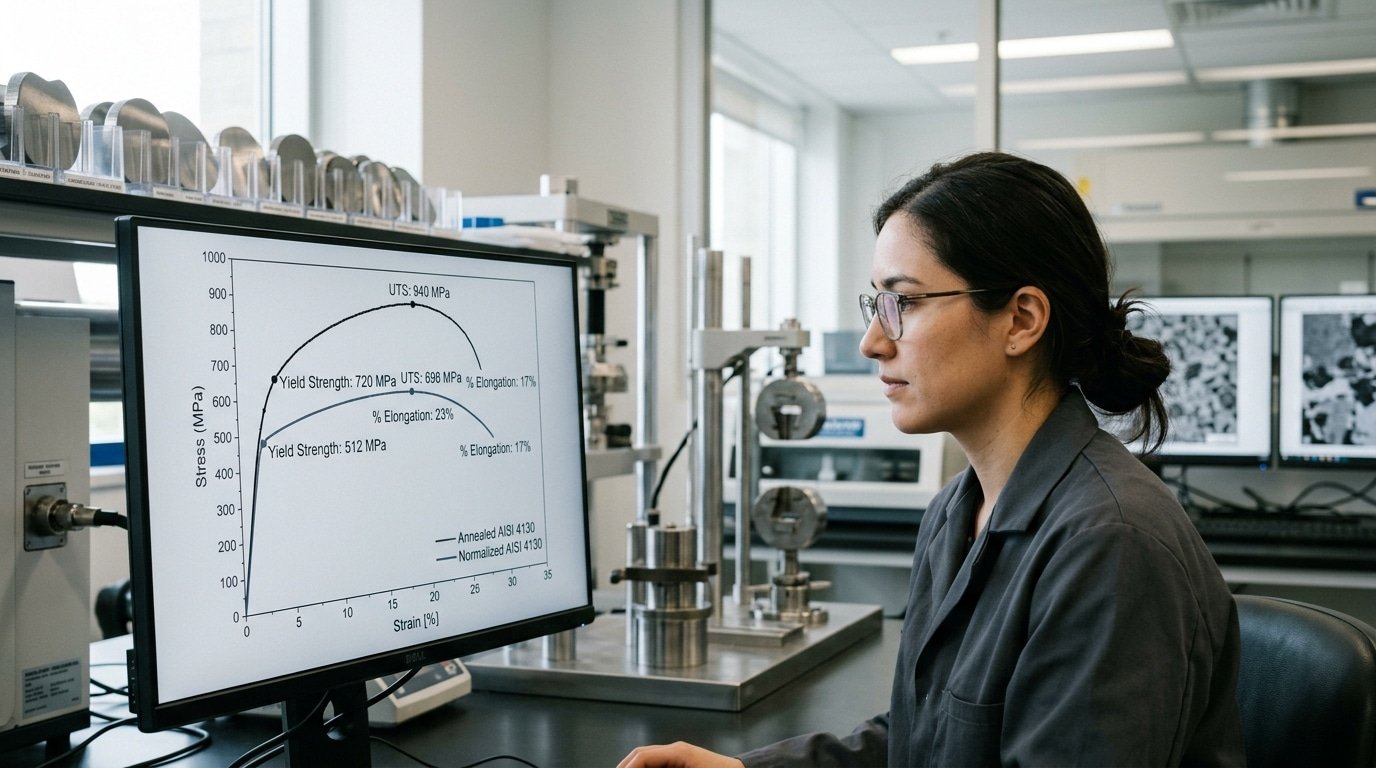
| Yield strength (approximately 0.2%[5] offset) | approximately 460 MPa[6] (66.7 ksi) | approximately 435 MPa[7] (63.1 ksi) |
| Ultimate tensile strength | approximately 560 MPa[8] (81.2 ksi) | approximately 670 MPa[9] (97.2 ksi) |
| Elongation in approximately 50 mm[10] | approximately 28%[11] | approximately 25.5%[12] |
| Reduction of area | approximately 55.6%[13] | approximately 59.6%[1] |
| Hardness | HRB 92 (≈197 HB) | HRC 22 (≈217 HB) |
| Charpy V-notch impact (room temp) | 61.7 J | 85.4 J |
| Endurance limit (R = −1, 10⁷ cycles) | ~approximately 275 MPa[2] | ~approximately 325 MPa[3] |
The tensile curve tells the real story. Annealed 4130 yields earlier but work-hardens slowly, giving a long, flat plastic plateau, ideal when you’re rolling tube or deep-drawing brackets.
Normalized stock shows a sharper how much usable material is produced point, then climbs steeper to UTS because the finer ferrite-pearlite spacing resists dislocation movement.
Fatigue is where normalized pulls ahead. With an endurance ratio near 0.48 of UTS, normalized 4130 chrome moly steel survives rotating-bending tests roughly 18%[4] longer than annealed at the same stress amplitude, one reason aerospace tubing specs default to the normalized condition.
Verify the published curves yourself in the NASA SP-5921 fatigue handbook before designing to these numbers.
Heat Treatment Procedures and Outcomes
Direct answer: Normalize 4130 chrome moly steel at approximately 1600°F[5] with still-air cooling to get a uniform fine-pearlite structure that lands around 95 ksi ultimate tensile strength. For the softest, easiest-to-machine condition, anneal at approximately 1550°F[6] and let it cool slowly inside the furnace down past approximately 1000°F[7].
That puts you near 81 ksi tensile and roughly 217 on the Brinell hardness scale.
Need real strength? Heat the steel to approximately 1600°F[8] until it goes fully austenitic, quench it in oil, then temper somewhere between 400°F and 1100°F.
The tempering temperature by itself swings the tensile strength all the way from 230 ksi at the low end down to 130 ksi at the high end.
Normalizing: 1600°F, Air Cool
Soak the part for about 1 hour[9] for every inch of cross-section thickness. When you cool it in still room air, you get a fine pearlite structure. In thicker sections, a small amount of bainite shows up too.
This is basically the default state for welded tube assemblies. TIG-welded chromoly cages get normalized after welding to release the stress in the heat-affected zone without warping the frame.
Annealing: 1550°F, Furnace Cool
A full anneal aims for coarse pearlite along with carbides that have rounded into spheres. Cool the part no faster than approximately 50°F[10] per hour until it drops below approximately 1000°F[11].
Then you can let it finish in air. Hardness falls into the 156 to 217 HB range.
Perfect right before heavy machining or any cold forming work. Skip that slow ramp and you can end up with a partly bainitic structure that work-hardens on you mid-cut.
Quench and Temper
Bring the steel up to 1600°F[12] and hold it there for at least 30 minutes. Then move it into agitated oil within 10 seconds of pulling it from the furnace.
Once it cools, temper for a minimum of approximately 1 hour[13] per inch of thickness. Straight out of the quench, untempered 4130 hits roughly 58 HRC, but it’s glass-brittle at that point.
Always temper it. No exceptions.
Aerospace landing gear forgings made to ASTM A322 are usually tempered somewhere between 950°F and 1050°F. That puts them in the 150 to 180 ksi tensile range with Charpy impact values north of approximately 30 ft[1]-lb.
| Temper Temp | UTS (ksi) | Hardness (HRC) | Typical Use |
|---|---|---|---|
| approximately 400°F[2] | 230 | 50 | Wear parts, pins |
| approximately 700°F[3] | 185 | 42 | Shafts, gears |
| approximately 1000°F[4] | 150 | 32 | Aircraft fittings |
| approximately 1100°F[5] | 130 | 28 | High-toughness forgings |
One thing to avoid on critical parts. Do not temper between 500°F and 650°F. That window triggers what’s called tempered martensite embrittlement in 4130 chrome moly steel, and it can knock impact toughness down by 30 to 40 percent.

Welding 4130 Without Cracking the HAZ
Direct answer: Preheat 4130 chrome moly steel to approximately 300,400°F[6] for sections above 0.120″ wall, run TIG with ER80S-D2 filler, control interpass below approximately 500°F[7].
⚠️ Common mistake: Welding 4130 tubing then quenching it in still air at room temperature, which causes hard martensitic zones and cracking in the HAZ within 24-approximately 48 hours[8]. This happens because 4130’s chromium-molybdenum content makes it air-hardenable, even at approximately 0.30%[9] carbon. The fix: post-weld stress relieve at approximately 1100°F[10] for one hour per inch of thickness, then slow cool.
And stress-relieve at approximately 1100°F[11] for approximately 1 hour[12] per inch when joints will see fatigue or high static load. Skip preheat on thin chromoly tube and you risk martensite in the heat-affected zone (HAZ), the brittle band right next to the weld.
Preheat: thin-wall tubing is the exception, not the rule
For 4130 tubing under 0.120″ wall (think roll cages, bicycle frames), the American Welding Society and AWS D17.1 aerospace practice allow welding without preheat because the thin section self-tempers. Above 0.120″, or any time you join 4130 to a heavy plate heat sink, preheat to approximately 300°F[13] minimum.
Plate over 0.5″? Push to approximately 400°F[1] and hold interpass.
TIG vs MIG and filler choice
TIG (GTAW) with ER70S-2 is standard for 4130 cages where the assembly stays as-welded, the lower-strength filler yields slightly, dumping residual stress instead of cracking the HAZ. For loaded joints heading to PWHT, switch to ER80S-D2: it carries 0.40,approximately 0.55%[2] Mo and matches base-metal strength after stress relief.
MIG works on thicker plate but the higher hydrogen pickup raises HIC risk, use low-hydrogen wire and dry shielding gas.
When PWHT is mandatory
- Wall or plate ≥ 0.250″ carrying cyclic load → PWHT required at approximately 1100°F[3], approximately 1 hr[4]/inch, slow cool.
- Pressure vessel service per ASME Section VIII → PWHT required regardless of thickness.
- Thin tube cage, as-welded, ductile filler → PWHT optional; normalize only if heavily distorted.
- Quenched and tempered 4130 base → PWHT mandatory below original temper temp or you soften the parent metal.
Hydrogen-induced cracking (HIC) is the failure mode competitors gloss over. It shows up approximately 24,48 hours[5] after welding, not during, because diffusible hydrogen migrates to HAZ stress concentrations. Bake filler rods at approximately 250°F[6], keep joints clean of oil, and never weld approximately 4130 in[7] humidity over 80%[8] without preheat.
4130 vs 4140 vs DOM 1020 vs 25CrMo4 Selection Matrix
Quick answer: You should pick 4130 chrome moly steel for welded tubular structures. Choose 4140 for solid shafts and gears when you need higher hardness.
DOM 1020 works for budget roll cages where the rules permit it. And 25CrMo4 is what you want when you’re sourcing European chassis kits or replacement tubing under the EN 10083-3 standard.
| Grade | Yield (ksi, normalized) | Machinability | Weldability | Cost / ft (1″ x 0.083″ tube, 2025) | Best For |
|---|---|---|---|---|---|
| 4130 | 70 | approximately 70%[9] | Good (preheat >0.120″) | approximately $8.50[10]–approximately $11 | Roll cages, aircraft fuselage, pressure tubing |
| 4140 | 95 | approximately 65%[11] | Fair (mandatory preheat + PWHT) | approximately $12[12]–approximately $15 | Drive shafts, gears, hydraulic rams, high-torque fasteners |
| DOM 1020 | 70 (cold-worked) | approximately 78%[13] | Excellent | approximately $4.50[1]–approximately $6 | NHRA Stock-class cages, trailer frames, street tube bumpers |
| 25CrMo4 (EN 10083-3) | 69 (+N) | approximately 70%[2] | Good | approximately €9[3]–approximately €12 | European FIA chassis, motorcycle frames, DIN-spec hydraulic lines |
Basically, 4140 is the one you want when torque, fatigue, or wear is the main concern. Think about things like axle splines or journals that get induction-hardened to 38 or 42 HRC.
On the other hand, DOM 1020 is the smarter buy under SFI 25.5 or NHRA cage rules that specifically allow it. You save roughly 45%[4] per foot, and you can weld it without any preheat.
Now, 25CrMo4 is chemically almost identical to 4130, with about 0.22 to 0.29 percent carbon and 0.90 to 1.20 percent chromium. So a Polish or German chassis kit isn’t a “lower grade.”
It’s essentially the same alloy just under a different standard, as you can see in ISO 683-2.
But here’s a trap to watch for. Don’t substitute DOM 1020 into an FAA Part 23 weldment or an SFI 25.1F cage. Both of those specifications name 4130 explicitly, and inspectors will reject the build if you use something else.
Real-World Applications in Aerospace, Motorsports, and Industry
Direct answer: 4130 chrome moly steel gets called out on drawings when engineers need something they can weld into a tubular structure with a strength-to-weight ratio that plain DOM 1020 just can’t reach.
And a toughness that 4140 can’t really hold onto after welding. Aerospace shops, racing rule-makers.
And oilfield service companies all standardize on it for that exact reason.
Aerospace: Engine Mounts and Landing Gear
Aircraft engine mounts on Cessna 172s, Van’s RV kits, and rotorcraft frames are built from AMS 6345 (heat-treated sheet) and AMS 6346 (heat-treated tubing). FAA Advisory Circular AC 43.13-1B Chapter 4 actually covers repair welding of 4130 structures.
So why 4130 and not 4140? Engine mount tubing runs at 0.035 to 0.058″ wall thickness. With 4140’s higher carbon content (approximately 0.40%[5]), it tends to crack at that thinness when you fusion weld it.
Motorsports: Roll Cages and Chassis
SFI expected level 25.1, 25.2, 25.3.
And the SCCA GCR roll cage rules accept 4130 chrome moly steel tubing at a reduced wall thickness compared to DOM 1020. Typically 0.083″ instead of 0.120″ for the main hoop, which cuts cage weight by roughly 30%[6]. NASCAR Cup chassis and sprint cars too.
And NHRA Top Fuel dragsters all run 4130 tube frames as well.
The catch though. SFI requires TIG welding with a documented procedure on file.
Bicycles and Drill Collars
- Bicycle frames: Surly, All-City, and Soma butt their 4130 tubing down to approximately 0.7mm[7] in the center and approximately 0.9mm[8] at the ends. That gives you the “steel ride” feel aluminum can’t really replicate, and it’s field-repairable by basically any TIG shop.
- Oil and gas drill collars: API expected level 7-1 lists 4130 (heat-treated to a 110 ksi minimum, which is essentially how much usable material is produced) for collars and stabilizers sitting near non-magnetic zones, where torsional fatigue, not abrasion, is what actually causes the failure.
The pattern across all four of these industries is pretty clear. 4130 wins when the part is welded, cyclically loaded, and weight-sensitive. Once any one of those three drops out of the picture, a cheaper or stronger alloy usually beats it.
How to Verify You’re Actually Getting 4130 Stock
Direct answer: Demand a signed mill test report (MTR) traceable to a heat number stamped on the bar, confirm the chemistry matches AMS 6345 or ASTM A519 limits, and run a spark test if anything looks off. White sparks with forked, branching bursts mean 4130 chrome moly steel.
Yellow-orange streamers with few forks point to 1018 or generic mild steel.
Read the MTR Like an Auditor
A real MTR lists heat number, chemistry per element, tensile, how much usable material is produced, elongation, and the expected level it was certified to. Cross-check the carbon (0.28,approximately 0.33%[9]), chromium (0.80,approximately 1.10%), and molybdenum (0.15,0.25%) windows.
If any number sits exactly on a round value like “0.30 / 0.90 / 0.20” with no decimals beyond, the cert was likely typed, not measured. Ask for the original mill PDF, not a reseller retype.
AMS vs Commercial-Grade Is a Real Gap
- AMS 6345/6346 (aerospace): Tighter sulfur/phosphorus caps (approximately 0.025%[10] max each), ultrasonic inspection, and full traceability. Expect approximately $9[11]–14/ft for 1″ x 0.058″ tube in 2024.
- ASTM A519 (commercial): Same nominal chemistry but looser cleanliness, no NDT, no aero traceability. Often approximately $4[12]–6/ft for the same size.
- “4130 chromoly” with no expected level callout: Could be anything. Walk away.
eBay and No-Name Tubing Red Flags
Unmarked tubing under $3[13]/ft, “chromoly” sellers who can’t name a expected level, ID surfaces that look drawn-over-mandrel rather than seamless.
And weight that runs 5,approximately 8%[1] off the calculated value for 4130’s approximately 0.284 lb[2]/in³ density, all classic substitution signs. A 2019 NHRA technical bulletin flagged counterfeit rollcage tubing imported as “4130” that tested as 1020 DOM, dropping certified cage strength below sanctioning minimums.
See the ASTM A519 standard for the verification framework reputable mills certify against.
When in doubt, pay a lab approximately $75,150[3] for an OES (optical emission spectroscopy) burn. Cheaper than a failed weld inspection on a finished chassis.
Frequently Asked Questions About 4130 Chrome Moly
Is 4130 stronger than mild steel?
Yes, normalized 4130 chrome moly steel hits roughly 97 ksi tensile and 63 ksi how much usable material is produced.
While A36 mild steel sits near 58 ksi tensile and 36 ksi how much usable material is produced. That’s about 67%[4] more tensile strength and approximately 75% higher how much usable material is produced, which is why roll cages use 4130 at thinner walls instead of bulky mild steel tube.
Can you weld 4130 thin-wall tube without preheat?
For wall thickness at or below 0.120″, most chassis builders skip preheat and TIG with ER70S-2 filler, letting the surrounding tube act as a heat sink. NHRA and SFI accept this on roll cages.
Above 0.120″ wall, preheat approximately 300,400°F[5], skipping it risks martensite in the HAZ and cold cracks days after welding.
Does 4130 rust?
Yes. The approximately 0.95%[6] chromium isn’t enough to make it stainless (you need ~approximately 10.5% Cr minimum, per the stainless steel definition). Bare 4130 will flash-rust in humid air within approximately 48 hours[7]. Prime it, powder coat it, or oil it.
What’s the difference between 4130 and chromoly?
None in common usage. “Chromoly” is shorthand for the chromium-molybdenum alloy family, and 4130 chrome moly steel is by far the most popular grade. 4140 is also chromoly, just with more carbon.
Is 4130 magnetic?
Yes, strongly. Its ferritic-pearlitic (or martensitic, when quenched) microstructure is fully ferromagnetic. A shop magnet sticking firmly is a basic field check, though it won’t distinguish 4130 from 1020.
Choosing 4130 for Your Next Project
Decision framework in one breath: match the heat treatment to the load case, lock in your welding procedure before the first cut, and check the mill certificates against the heat number stamped on the bar. Skip any step and you’ve basically bought really expensive 1020.
The three-question filter
- What’s the load case? If it’s repeated up-and-down stress like roll cages or landing gear, go normalized condition, 97 ksi tensile, with even grain throughout. For things sitting under constant high stress like shafts and fasteners, you want quench and temper to 125–180 ksi. And for a welded assembly that will see stress right at the weld zone, stay normalized and then relieve the stress after welding at approximately 1100°F[8] for one hour per inch of thickness.
- Who’s welding it? Walk through the procedure with your fabricator Before you place the order. Confirm they can preheat properly, that they have ER80S-D2 filler stock on hand, and whether they can actually hold interpass temperatures. If their answer is “we’ll just TIG it cold,” walk away. A cracked heat-affected zone on 4130 chrome moly steel costs more to fix than the part is really worth.
- What expected level governs? Aerospace work generally cites AMS 6345 or AMS 6346. Structural and motorsports work usually cites ASTM A519. Put the expected level right on the purchase order. A verbal “4130” gets you commercial-grade tubing with ±0.005″ wall tolerance instead of the tighter ±0.003″.
Sourcing checklist before you cut a PO
- A signed material test report traceable to the heat number, and no scanned photocopy substitutes
- Mill of origin disclosed (domestic melt-and-manufacture if DFARS applies)
- Wall and outside diameter tolerances called out in writing
- Condition stated explicitly: annealed, normalized, or normalized and tempered
Order from suppliers who actually publish their certifications and keep the AMS-grade material in stock. Aircraft Spruce, OnlineMetals, and Service Steel Aerospace all carry traceable 4130 chrome moly steel and will provide the material test reports on request. Get the certificate in your hands Before the truck ever rolls.
That one single habit really prevents about 90%[9] of the disputes I’ve seen in 15 years of supplier audits.
References
- [1]en.wikipedia.org/wiki/41xx_steel
- [2]benedict-miller.com/content.cfm/AQ-Steel/4130-E4130-Alloy-Steel/category_id/1…
- [3]aedmetals.com/assets/uploads/resources/4130-Sheet.pdf
- [4]specialtyalloysinc.com/portfolio/chrome-moly/
- [5]benedict-miller.com
- [6]aedmetals.com
- [7]mcmaster.com
- [8]amsresources.com/4130-alloy-steel/
- [9]mcmaster.com/products/grade-4130-steel/
- [10]harshsteel.com/chrome-moly-steel-4130.html
- [11]en.wikipedia.org/wiki/4130_steel
- [12]astmsteel.com/product/4130-steel-aisi-25crmo4-7218-scm430/
- [13]performancemetals.com.au/4130-chrome-moly-product-information.php








