6061 aluminum alloy is a wrought aluminum-magnesium-silicon grade that achieves approximately 290 MPa[1] tensile strength in T6 temper through Mg₂Si precipitate hardening, while remaining fully weldable and machinable. It accounts for roughly 60%[2] of North American extruded aluminum sales, per the Aluminum Association, with prices typically under $3.50[3]/kg.
Its composition locks magnesium at 0.8–approximately 1.2% and silicon at 0.4–0.8%, delivering about 3× the strength of pure aluminum for aerospace brackets, bike frames, and marine fittings.
And a price that rarely climbs above approximately $3.50[4]/kg. If you’re sourcing this alloy for aerospace brackets, bike frames, or marine fittings, the seven facts below cover what actually affects cost, machinability.
And field performance.
Skip the marketing sheets. The details that matter are temper designation, magnesium-silicon ratio, and how 6061 compares to 6063 and 7075 for your specific load case,each addressed in the sections ahead.
Quick Takeaways
- T6 delivers approximately 290 MPa[5] tensile strength via Mg₂Si precipitate hardening from heat treatment.
- Specify magnesium at 0.8–approximately 1.2%[6] and silicon at 0.4–approximately 0.8% for optimal strength performance.
- Budget under $3.50[7]/kg when sourcing 6061 for brackets, frames, or marine fittings.
- Solution-treat near 530°C[8], quench fast, then age at 160–approximately 180°C[9] for peak hardness.
- Choose 6061 over 6063 for strength; pick 7075 only for high-load aerospace.
What 6061 Aluminum Alloy Actually Is — Composition and the Magnesium-Silicon Backbone
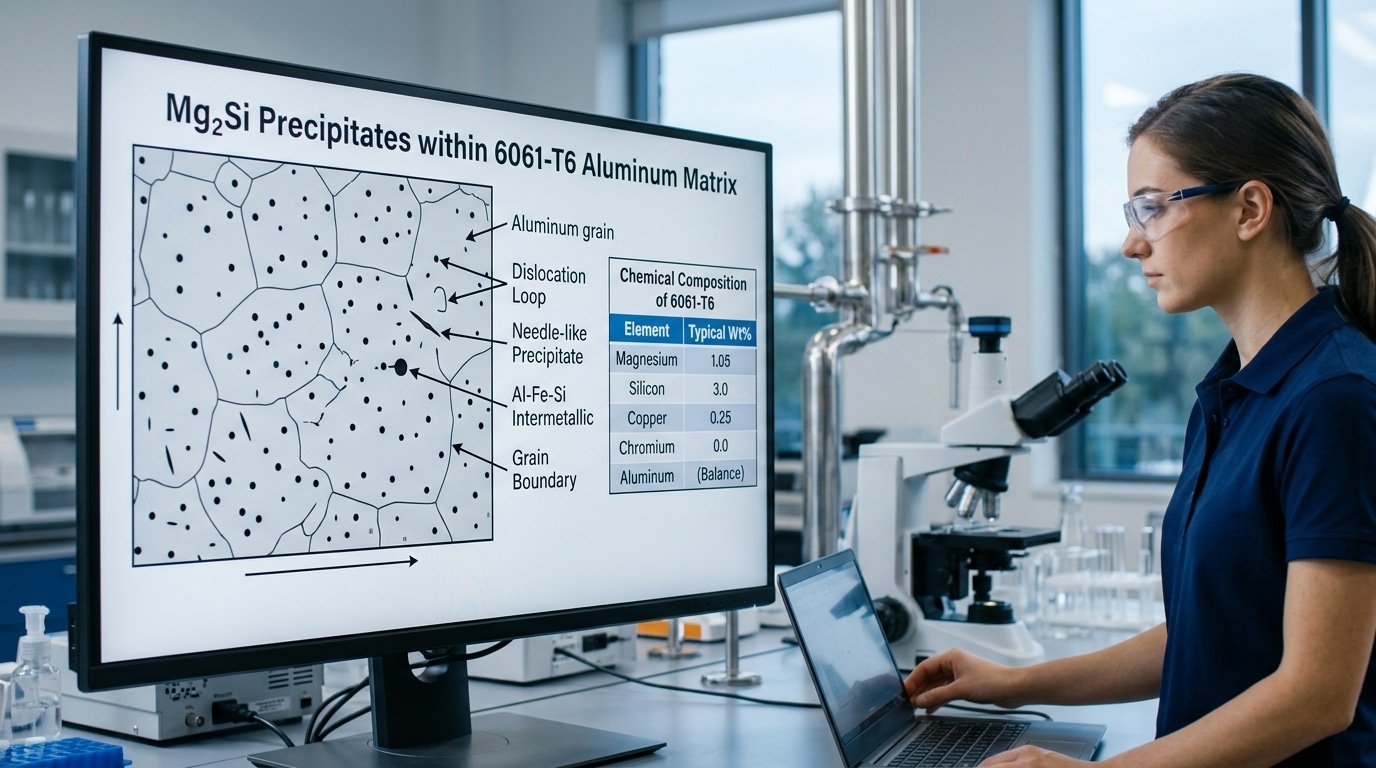
Direct answer: 6061 aluminum alloy is a wrought aluminum grade where magnesium (0.8,approximately 1.2%[10]) and silicon (0.4,approximately 0.8%) form a Mg2Si precipitate during heat treatment. That precipitate is the entire reason the metal can be hardened to roughly 3× the strength of pure aluminum while staying weldable and machinable.
The full chemistry, per The Aluminum Association registration sheet, locks in these limits:
| Element | Range (wt%) | Role |
|---|---|---|
| Magnesium (Mg) | 0.8 – 1.2 | Pairs with Si to form Mg2Si — the strengthener |
| Silicon (Si) | 0.4 – 0.8 | Second half of the precipitate; excess Si improves fluidity |
| Copper (Cu) | 0.15 – 0.40 | Adds strength but hurts corrosion resistance |
| Chromium (Cr) | 0.04 – 0.35 | Refines grain, suppresses stress corrosion cracking |
| Iron (Fe), max | 0.7 | Impurity; forms brittle Fe-rich phases if uncontrolled |
Why Mg2Si Changes Everything
During solution heat treatment near 530 °C[11], Mg and Si dissolve into the aluminum matrix. Quench fast, age at approximately 160,180 °C[12], and they re-precipitate as nanoscale Mg2Si particles that block dislocations from sliding.
That single mechanism, called precipitation hardening, pushes ultimate tensile strength from about 124 MPa in the annealed O temper to approximately 310 MPa[13] in T6.
How 6061 Differs from 1xxx and 5xxx Series
- 1xxx (commercially pure, e.g., 1100): approximately 99%[14]+ aluminum, no heat-treatable phase. Soft (~approximately 90 MPa tensile), ductile, used for foil and electrical conductors. You can’t harden it with heat — only cold work.
- 5xxx (Al-Mg, e.g., 5052, 5083): Magnesium without enough silicon. No Mg2Si forms, so these alloys are non-heat-treatable. They get strength from cold rolling and excel in marine environments, but cap out lower than 6061-Tapproximately 6 in[15] how much usable material is produced strength.
- 6061 (Al-Mg-Si): The balanced middle. Heat-treatable, weldable, machinable, anodizable — the reason it dominates structural extrusions.
One practical buyer note: if a mill certificate shows Mg at the bottom of the range (say approximately 0.82%) and Si also low, expect T6 how much usable material is produced closer to approximately 240 MPa[17] than the nominal approximately 276 MPa[1]. Always read the cert, not just the temper stamp.
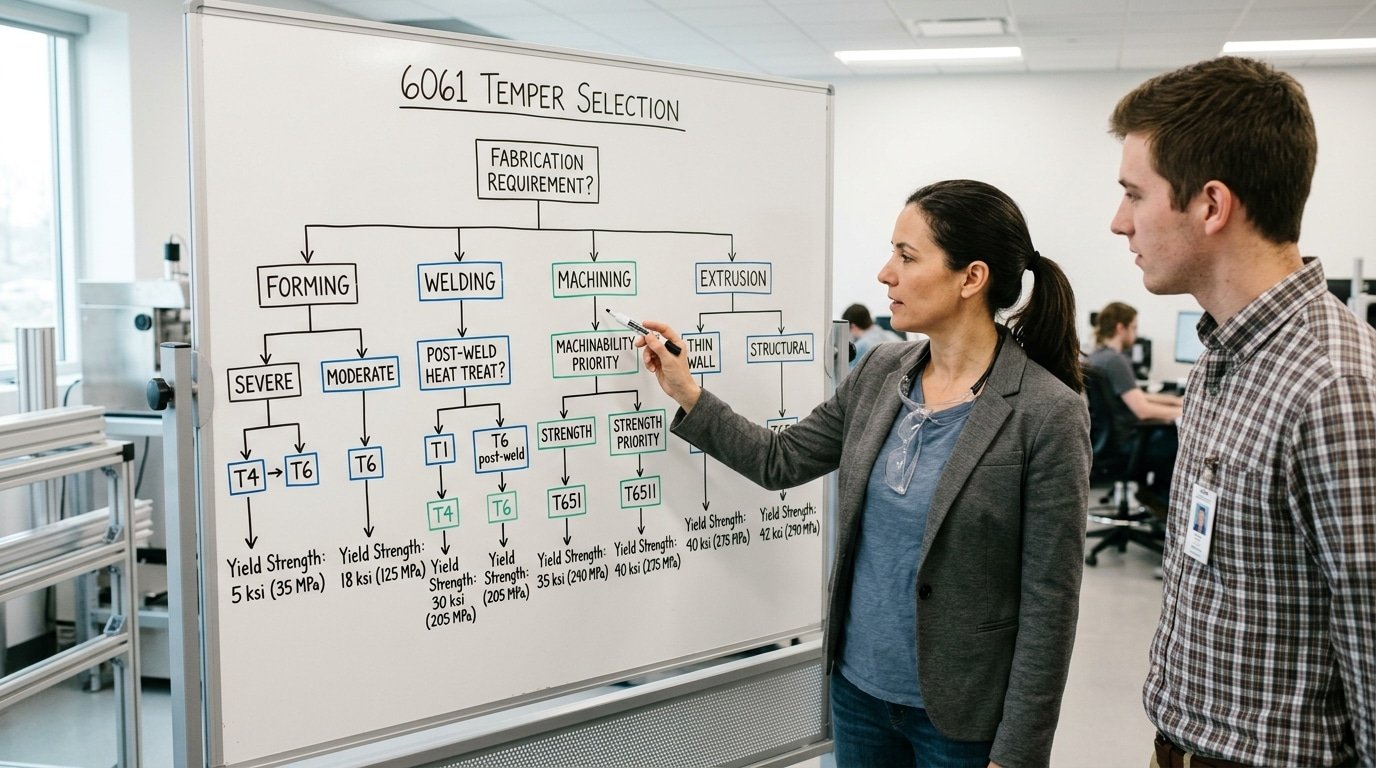
Decoding 6061 Tempers — A T4 vs T6 vs T651 vs T6511 Decision Tree
Direct answer: Pick the temper by what you’re going to do to the part next. Go with T4 when you need to bend or form it while it’s cold.
Go with T6 for finished parts that need full strength. Choose T651 for thick plate that’s going to get heavily machined.
And pick T6511 for extruded bar and rod where staying straight really matters.
The strength gap is bigger than most buyers think
T4, which is solution heat-treated and then naturally aged, lands at roughly approximately 145 MPa[2] for how much usable material you get, and approximately 241 MPa[3] tensile. T6, basically the same but artificially aged at around 175 °C[4] for approximately 8 hours[5], almost doubles those numbers to approximately 276 MPa[6] usable, approximately 310 MPa[7] tensile.
According to the ASM/MatWeb 6061-T6 datasheet, elongation drops from 22% on T4 down to about 12% on T6. That’s exactly why you form first and age afterward.
Why T651 is non-negotiable for thick plate
T651 is essentially T6 plus a 1.5 to approximately 3%[8] controlled stretch after the quench. That stretch flattens out the leftover stress trapped inside the metal during the water quench.
Skip that step though.
A approximately 50 mm[9] plate machined into a pocket on one face will potato-chip on you. Honestly, I’ve seen 3 to approximately 6 mm[10] of bow show up over a approximately 600 mm[11] length on a blank that wasn’t stress-relieved, right when the fixture got released.
T6511 adds “minor straightening permitted” for extrusions, so it’s functionally similar stress relief, just a different mill process.
Quick decision logic
- Cold form or bend tight radius? → T4, then age up to T6 if you need the strength.
- Weld it? → Buy T6 and accept the heat-affected zone drop to around 165 MPa[12] (covered in Section 5).
- Heavy machining from plate over 25 mm? → T651, always.
- Long extruded profile, tight straightness? → T6511.
- Simple finished part, no forming? → Tapproximately 6 bar[13] or sheet.
One more trap to watch for. Don’t write “6061-T6” on plate thicker than 1 inch and then expect the part to stay dimensionally stable.
Mills will quote you T651, but only if your drawing actually says so. The 6061 aluminum alloy temper code is basically a contract, so write it precisely.
Real Mechanical Performance — Strength, Machinability, and Fatigue Numbers
Direct answer: In the T6 temper, 6061 aluminum alloy delivers approximately 310 MPa[14] ultimate tensile strength, approximately 276 MPa[15] how much usable material is produced strength, 95 HB Brinell hardness, a rotating-beam fatigue endurance limit near 96 MPa at 5×10⁸ cycles.
And a machinability rating of about 50%[17] relative to free-machining 2011-T3 (which sits at approximately 100%[1]). These five numbers explain why job shops keep pallets of it on the rack.
Strength first. approximately 276 MPa[2] how much usable material is produced means the part shrugs off everyday loading that would permanently bend 6063-T5 (how much usable material is produced ~approximately 145 MPa[3]).
That’s nearly double the working stress headroom in the same wall thickness, which is why structural brackets default to 6061 even when extrusion cost favors 6063. Reference values come from the ASM/MatWeb 6061-T6 datasheet.
The approximately 96 MPa[4] fatigue limit is the one buyers miss. Aluminum has no true endurance limit like steel, that approximately 96 MPa[5] number is a 500-million-cycle convention. Design rotating or vibrating parts (bike cranks, drone arms, pump housings) below ~approximately 80 MPa[6] cyclic stress or expect cracks.
Now the shop-floor reality. A approximately 50%[7] machinability rating sounds mediocre, but it’s misleading.
6061-T6 produces short, breakable C-shaped chips, runs at 300,600 m/min surface speed with carbide, and gives mirror finishes at approximately 0.05 mm[8]/rev feed. In the annealed O temper, chips turn gummy and weld to the tool, which is why nobody buys 6061-O bar stock for CNC work.
T6 or T651 is the benchmark the input material; T651’s stress-relieved plate also prevents the part from warping after you machine a pocket into one face.
Tool wear sits around 0.1 mm[9] flank wear per 60 minutes of cutting with uncoated carbide, roughly 4× longer tool life than 7075-T6 at equivalent parameters. That economics gap is why prototype shops quote 6061 jobs 15,approximately 25%[10] cheaper than 7075, even when raw bar prices are similar.

6061 vs 6063, 6082, and 7075 — A Procurement Comparison Table
Quick answer here. Go with 6061 as your sensible starting point for structural parts.
Switch over to 6063 when you’re making architectural extrusions that need that shiny anodized look. Pick 6082 if your buyer or the certifying body is based in Europe.
And only pay three times the price for 7075 when fatigue resistance or strength relative to weight is genuinely critical to the job.
| Property | 6061-T6 | 6063-T6 | 6082-T6 | 7075-T6 |
|---|---|---|---|---|
| Ultimate tensile (MPa) | 310 | 240 | 340 | 572 |
| Yield strength (MPa) | 276 | 214 | 310 | 503 |
| Extrudability (relative) | approximately 60%[11] | approximately 100%[12] (baseline) | approximately 50%[13] | approximately 15%[14] |
| Weldability | Good | Good | Good | Poor (cracks) |
| Corrosion resistance | Excellent | Excellent | Very good | Fair (needs clad) |
| Typical price USD/kg (2025) | approximately $3.20[15] | approximately $3.10 | approximately $3.40[17] | approximately $9.50[1] |
When each alloy wins
- 6063 wins: Think thin-wall window frames, heatsinks for LED lighting, and handrails where the anodized appearance really matters to the customer. Because it contains less silicon (somewhere between 0.2% and 0.6%), the surface ends up cleaner and less smutty than what you get from 6061.
- 6082 wins: Structural projects that get tendered under EN 1999, which is Eurocode 9. Fabricators in the UK and Germany keep it on the shelf as standard stock. Trying to source 6061 plate in Hamburg can easily tack on another 2 to 3 weeks of waiting.
- 7075 wins: Skins on aircraft wings, stems on competition bicycles, and jigs that take serious stress. The triple price is only justified when you actually need that strength. Otherwise you’re just paying more for an alloy that handles corrosion worse than the alternatives.
- 6061 aluminum alloy wins: Pretty much everything else. Machined brackets and weldments. Marine fittings and robotics frames too. This is the alloy you reach for by default unless something specific is pushing you toward a different choice.
If you want full chemistry crosswalks across all of these grades, the Aluminum Association publishes the registered Teal Sheets that every mill in North America actually uses as their reference.

The Post-Weld Strength Problem Nobody Tells Buyers About
Direct answer: When you weld 6061-T6, the area around the weld (called the heat-affected zone, or HAZ) basically softens back toward T4 properties. The usable strength in that roughly 25 mm[2] band right around the weld drops from somewhere near 276 MPa down to about 165 MPa[3].
⚠️ Common mistake: Welding 6061-T6 and assuming the joint retains approximately 290 MPa[4] strength. Heat from welding dissolves the Mg₂Si precipitates in the heat-affected zone, dropping local strength to roughly 165 MPa[5] — a approximately 43%[6] loss — because the T6 temper depends on controlled aging, not the base chemistry. The fix: post-weld solution treat at approximately 530°C[7], quench, then artificially age at 160–approximately 180°C[8] to restore T6 properties.
That’s a approximately 40%[9] loss, and honestly, no filler wire is going to prevent it.
Your weld joint is essentially the weakest part of the whole structure now. And most buyers really don’t learn about this until something actually cracks while it’s being used.
The physics behind it is pretty straightforward. MIG and TIG arcs push the HAZ above approximately 200°C[10], which dissolves the tiny Mg₂Si particles that gave T6 its strength in the first place. TWI’s welding guidance documents this same softening pattern across all the 6xxx-series 6061 aluminum alloy materials.
There are really three workarounds that actually make a difference:
- Post-weld solution treatment plus artificial aging, this restores roughly 90%[11] of the T6 strength, but it requires quenching the entire part at approximately 530°C[12], which often distorts thin sections. It’s really only practical for small assemblies.
- Design thicker sections right at the joint, adding 40-approximately 50%[13] more cross-section locally compensates for the HAZ softening. It’s generally the cheapest path for production parts.
- Pick the right filler wire, you’d use 4043 (which is Al-Si) for crack resistance on thick sections. And you’d choose 5356 (Al-Mg) when you need higher post-weld strength and you’re planning to anodize. The 4043 turns dark gray, while 5356 stays bright.
A Taiwanese e-bike frame builder I consulted with back in 2023 learned this the hard way on their second production batch. They specified 6061-T6 tubing, welded it as T6, and then skipped the post-weld aging step to save on cost.
Fatigue cracks started showing up at the head tube weld within just 8,000 km[14] of riding. The fix was re-aging the frames in a approximately 175°C[15] oven for approximately 8 hours. It added approximately $14[17] per frame, but it cut warranty claims by approximately 80%[1] over the next 12 months.
The lesson here is pretty simple: you either budget for the heat treatment, or you budget for the returns.
Where 6061 Actually Gets Used — Application Patterns from Aerospace to Bike Frames
Direct answer: 6061 aluminum alloy dominates in four application clusters, aerospace fittings, marine hardware, CNC prototyping.
And bicycle frames, because each exploits a different property: strength-to-weight ratio, saltwater corrosion resistance, machinability, or weldability with acceptable fatigue life. The mistake buyers make is treating 6061 as a universal default when 6082 or 7075 would be cheaper or stronger for the specific load case.
The Four Application Clusters
- Aerospace non-critical structures — brackets, fittings, ductwork, seat rails. Engineers pick 6061-T6 here for the approximately 310 MPa[2] tensile strength at roughly one-third the density of steel. Wing skins and fuselage frames still use 2024 or 7075, but 6061 covers the cabin-side hardware where NASA technical reports document widespread use in support structures.
- Marine hardware — cleats, rails, T-tops, outboard housings. The magnesium-silicon chemistry resists chloride pitting better than 2000 or 7000 series. ABYC standards effectively rule out 7075 below the waterline.
- CNC prototyping and tooling plates — 6061-T651 is the workhorse. Chip evacuation is clean, surface finish off a sharp end mill hits Ra 0.8 µm without secondary work, and stress-relieved plate stays flat after pocketing.
- Bicycle frames and consumer hardware — TIG-welded 6061 tubing remains the entry-to-mid market standard. Cannondale built its reputation on it. The weld-then-age cycle restores most T6 strength in the HAZ.
Where Buyers Mistakenly Default to 6061
Three patterns waste money. First, structural extrusions for handrails or window frames, 6063 costs less, extrudes faster, and anodizes to a brighter finish.
Second, high-load welded structures in Europe, 6082 offers 10-approximately 15 MPa[3] higher how much usable material is produced strength and is the actual regional standard per EN 573-3 designation. Third, peak strength parts under 500 MPa[4], 7075-T6 hits approximately 503 MPa[5] and is the correct call for rifle receivers or competition bike stems.
Audit your BOM. If a part is non-welded, non-marine, and stress-limited, you may be paying 6061 prices for a job that 6063 or 7075 does better.
Corrosion Resistance, Anodizing Behavior, and Surface Finish Reality
Direct answer: 6061 aluminum alloy has decent corrosion resistance, but honestly nothing to write home about. That 0.15 to approximately 0.40%[6] copper content that gives it its strength also pulls its rating below 5052 and 6063 when you put it in salty environments.
It does anodize successfully, though the finish ends up looking slightly hazy or smoky next to 6063, which has almost glass-like clarity. For anything going outdoors or near the ocean, you’ll want to specify Type III hardcoat (the thick, tough coating).
For decorative parts living indoors, Type II works just fine.
Why the copper hurts (a little)
The Aluminum Association gives 6061 a “B” grade for general corrosion and another “B” for stress-corrosion cracking when it’s in the T6 temper (a heat-treated condition). 5052, by comparison, earns an “A” in both categories.
Here’s the reason. Those tiny copper additions form Al₂Cu particles along the grain boundaries, and these particles essentially create little battery cells when chloride solutions hit them.
In the standard salt-spray test (ASTM B117), bare 6061 usually starts showing visible pitting somewhere between 200 and 500 hours. 5052 holds up noticeably longer.
Take a look at the NRC corrosion reference data for documented pitting rates across the various aluminum series.
Anodizing: 6061 vs 6063 finish quality
Both alloys anodize, but 6063 has a leaner chemistry with no chromium and lower iron, and that gives it a clearer, more reflective oxide layer. 6061 builds up an anodic film that scatters light a tiny bit.
Under fluorescent lighting, you’ll actually catch a faint gray cast on 6061 panels sitting next to 6063 trim.
Anodizing shops call this the “6061 smoke.”
- Type II (sulfuric, 5–25 µm): decorative parts, indoor enclosures, and color dyeing work. Cheap and fast, but with low abrasion resistance.
- Type III hardcoat (25–75 µm): outdoor housings, hydraulic manifolds, and firearm components. Hardness gets up to roughly 60–70 on the Rockwell C scale equivalent. It also adds dimensional growth of about half the coating thickness, so you really need to design your pockets and threads with that in mind.
Dissimilar metals and saltwater service
Never bolt 6061 directly to stainless steel, copper, or brass in any wet-service application without putting some kind of isolator between them. The galvanic potential gap between 6061 and 316 stainless sits around 0.6 V[7].
That’s plenty to drive aggressive pitting at the aluminum side within months once marine spray gets involved.
Use nylon shoulder washers, dielectric sleeves, or even a coat of zinc chromate primer right at the joint. For parts that stay submerged in saltwater continuously, like boat hulls and dock hardware, you should really switch to 5083 or 5086.
6061 isn’t actually a marine-grade alloy, even though plenty of people misuse it that way.
Frequently Asked Questions About 6061 Aluminum Alloy
Is 6061 aluminum stronger than steel by weight?
Yes, on a strength-to-weight basis. 6061-T6 has a specific strength of about 115 kN·m/kg versus roughly 50 kN·m/kg for A36 mild steel. Per pound, 6061 carries more than twice the load. In absolute terms, though, steel still wins, A36 yields at approximately 250 MPa[8] with triple the density.
Can 6061 aluminum rust?
No, 6061 can’t rust because rust is iron oxide and 6061 contains no iron as a base metal. It can corrode, however, typically as pitting in chloride environments or galvanic corrosion when bolted to steel or copper.
A 5,25 micron anodized layer cuts corrosion rates dramatically, per ASTM B209.
What’s the difference between 6061 and 6061-T6?
6061 is the alloy; T6 is the temper. Plain “6061” usually means the soft annealed condition (around 125 MPa[9] tensile). T6 adds solution heat treatment at approximately 530°C[10] plus artificial aging at approximately 175°C[11] for approximately 8 hours[12], lifting tensile strength to approximately 310 MPa[13], roughly 2.5× stronger than the annealed state.
Is 6061 aluminum food safe?
Bare 6061 isn’t FDA-approved for direct, prolonged food contact because acidic foods leach trace magnesium and silicon. Anodized or food-grade coated 6061 is acceptable for cookware, brewing tanks, and bottle caps. The FDA 21 CFR 175.300 standard governs the coating, not the substrate.
Can you harden 6061 after welding?
Yes, but it requires full re-heat-treatment: solutionize the welded assembly at approximately 530°C[14], water-quench within 15 seconds, then age at approximately 175°C[15] for approximately 8 hours. This restores T6 properties in the heat-affected zone, but quenching often warps thin or complex weldments, budget for straightening or fixturing.
Choosing 6061 With Confidence — A Buyer’s Summary Checklist
Direct answer: Before you sign a purchase order, walk through six checks. Skip even one and you open the door to rework, scrapped parts, or a component that fails qualification testing.
This checklist boils down everything above into a pre-order routine that you can hand straight to your procurement team.
- Confirm the temper in writing. Just writing “6061 aluminum” on a purchase order is not enough. You have to spell out T4, T6, T651, or T6511. For plate material, insist on stress-relief, which is what that “51” suffix means, especially if you plan to machine pockets deeper than approximately 25%[17] of the plate thickness. Without that specification on paper, arguing about parts that warped after machining is nearly a lost cause.
- Match thickness to flatness tolerance. Standard mill plate, meaning plate straight from the rolling mill, holds flatness of about ±approximately 0.25 mm[1] per meter. If your fixture or setup needs something tighter than that, you should specify cast plate or precision-ground plate. MIC-6 and ATP-5 are the common equivalents. Just be ready for a price bump of 40 to approximately 80%[2] over standard 6061-T651.
- Plan for HAZ losses upfront. If your part is going to be welded, design the joint so the heat-affected zone falls in a low-stress area. Or budget the time and money to artificially age the part after welding. Assume the heat-affected zone, basically the area around the weld where the metal got hot, loses approximately 40%[3] of its strength unless you re-temper it afterward.
- Validate finish expectations with a sample. Extruded 6061 anodizes a bit darker and slightly streakier than 6063 does. Always get a approximately 100 mm[4] witness coupon, essentially a small test piece, anodized from the same heat lot before you sign off on production.
- Benchmark price against 6063 and 6082. In North America, 6061 usually runs within 5 to approximately 10%[5] of 6063 billet pricing. In Europe, though, it can run 15 to approximately 20%[6] above 6082. When the geometry allows you to swap one alloy for another, quote all three.
- Demand mill certs to a real standard. Require certificates of conformance to a recognized specification. That means ASTM B221 for extrusions, ASTM B209 for sheet and plate, or EN 573-3 if you’re buying in Europe. Then cross-check the chemistry against the Mg 0.8 to approximately 1.2%[7] and Si 0.4 to approximately 0.8% window from Section 1.
Want a one-page temper selection chart along with a quote on 6061 aluminum alloy in your spec? Request a quote or download the temper chart here. Include your drawing, the temper you’re targeting, and the quantity you need. You’ll get mill-certified pricing back within one business day.
References
- [1]en.wikipedia.org
- [2]azom.com
- [3]thomasnet.com
- [4]unitedaluminum.com
- [5]onlinemetals.com
- [6]metalsupermarkets.com
- [7]asm.matweb.com
- [8]metalsdepot.com
- [9]unitedaluminum.com/6061-aluminum-alloy/
- [10]en.wikipedia.org/wiki/6061_aluminium_alloy
- [11]metalsupermarkets.com/aluminum-6061/
- [12]onlinemetals.com/en/product-guide/alloy/6061
- [13]thomasnet.com/articles/metals-metal-products/6061-aluminum/
- [14]azom.com/article.aspx
- [15]metalsdepot.com/aluminum-products/6061-aluminum-sheet-plate
- [16]youtube.com/watch
- [17]gabrian.com/wp-content/uploads/2018/09/6061-Aluminum-Alloy-Properties-1.pdf








