5052 aluminum alloy is a non-heat-treatable wrought alloy in the 5xxx series, containing 2.2-approximately 2.8%[1] magnesium and approximately 0.25% chromium, hardened through cold working rather than heat treatment. It delivers approximately 117 MPa[2] fatigue strength, bends to a 1T radius in H32 temper without cracking, and resists saltwater corrosion far better than 3003.
Priced roughly 15%[3] below 5083, it dominates marine bulkheads, fuel tanks, and ASME Section VIII pressure vessels where formability and chloride resistance matter most.
It also works for pressure vessels rated under ASME B&PV Section VIII. You can bend it without it cracking down to a 1T radius in the H32 temper, and yet it costs roughly 15%[4] less than 5083. That pretty much explains why it dominates the non-heat-treatable aluminum market.
This guide breaks down seven facts that engineers actually need when they’re at the expected level sheet stage. We’re talking about the chemistry, the mechanical limits across the different tempers (O, H32, H34, H38), how it behaves in chloride environments where corrosion is a concern, how well it welds when you’re using 5356 filler, the formability data.
And some real cost comparisons against 5083 and 6061.
And then there’s the application categories where 5052 is, and isn’t, really the right call to make.
Quick Takeaways
- Specify 5052-H32 for marine sheet metal requiring 1T bend radius without cracking.
- Choose 5052 over 5083 to cut material costs roughly 15%[5] on non-critical bulkheads.
- Use 5356 filler wire when welding 5052 to maintain corrosion resistance and joint strength.
- Avoid 6061-Tapproximately 6 in[6] chloride environments; 5052’s copper-free chemistry resists saltwater pitting longer.
- Verify temper selection (O, H32, H34, H38) against required formability and approximately 117 MPa[7] fatigue limits.
What 5052 Aluminum Alloy Actually Is and Why Engineers Specify It
5052 aluminum alloy is a non-heat-treatable wrought alloy in the 5xxx series, hardened by cold work and alloyed mainly with approximately 2.5%[8] magnesium and approximately 0.25% chromium. Engineers pick it when they need sheet metal that bends without cracking, resists salt spray for decades.
And welds cleanly, at a price roughly 15-approximately 20%[9] above 3003 but well below marine-grade 5083.
The alloy sits in a specific sweet spot. 3003 (Al-Mn) is cheaper and more formable but tops out around 130 MPa[10] tensile in H14 temper, too soft for structural panels.
6061-T6 hits approximately 310 MPa[11] but cracks during tight bends and pits faster in chloride environments because copper traces accelerate corrosion. 5052-H32 splits the difference: approximately 228 MPa[12] tensile, a minimum bend radius of 0× thickness in the O temper.
And a marine corrosion rating of A per the Aluminum Association standards.
Here are the 7 facts this article proves with data:
- The 2.2-approximately 2.8%[13] Mg content drives both strength and seawater resistance.
- Temper designation (O, H32, H34, H38) changes how much usable material is produced strength by up to 180%[14].
- It outperforms approximately 3003 in[15] fatigue life by roughly 2× under cyclic loading.
- It’s the only common aluminum sheet rated for continuous saltwater immersion.
- Welding with 5356 filler retains around 85%[16] of base strength.
- Marine, fuel tank, and electronics enclosure markets consume the majority of US 5052 sheet output.
- Cost per finished part often beats 6061 once forming and post-weld treatment are included.
Read it as a decision framework, not a expected level sheet recital.

Chemical Composition and the Role of 2.5% Magnesium
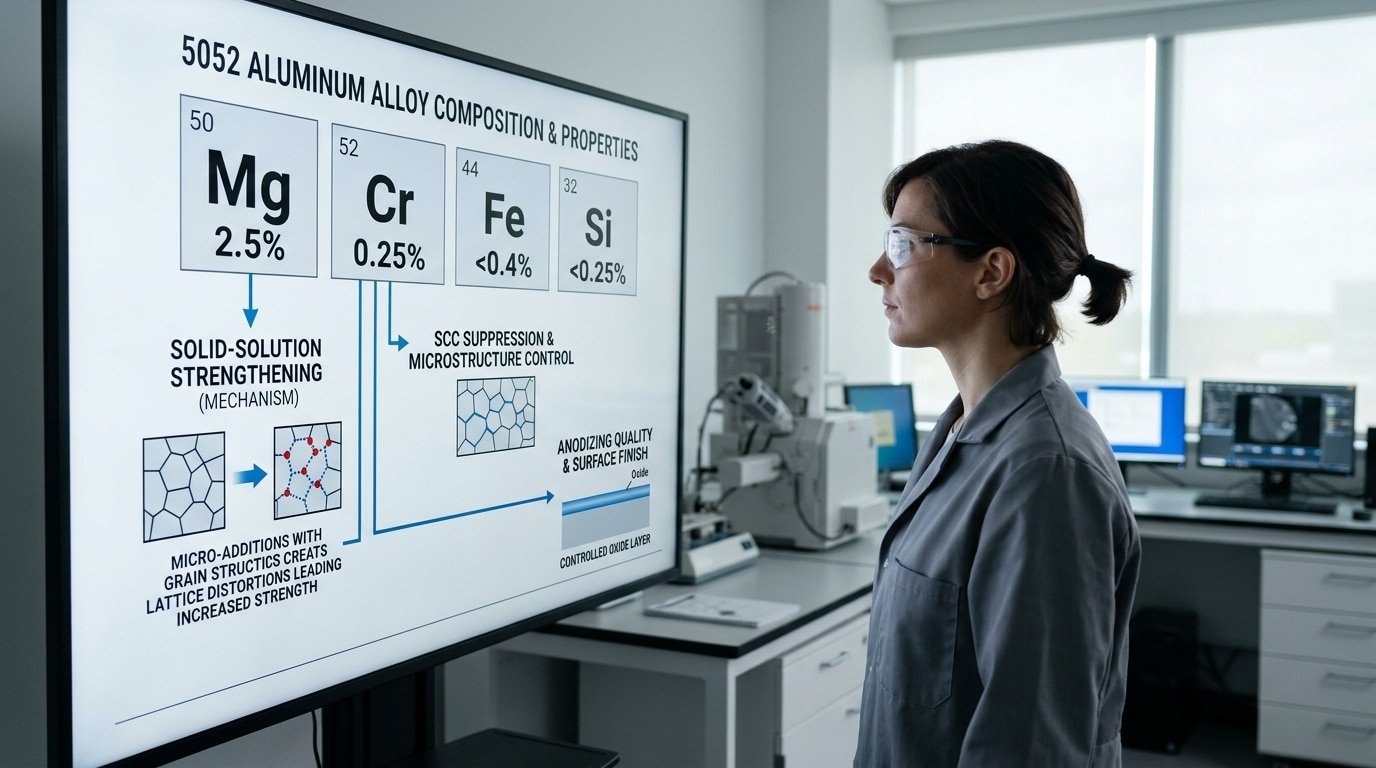
Direct answer: So here’s the deal. The Aluminum Association lists 5052 with magnesium sitting at 2.2 to approximately 2.8%[17] (nominally around 2.5%[18]), chromium running 0.15 to approximately 0.35%, and combined silicon plus iron capped at approximately 0.45%[19].
The magnesium is what brings the strength, basically by dissolving into the aluminum and stiffening it from within. Chromium keeps stress-related cracking from spreading.
Those tight silicon and iron limits really matter, because they keep the alloy bendable and stable against corrosion.
Full composition limits per AA / ASTM B209
| Element | 5052 (wt %) | 5754 (wt %) | 5083 (wt %) | Function |
|---|---|---|---|---|
| Mg | 2.2–2.8 | 2.6–3.6 | 4.0–4.9 | Solid-solution strengthener |
| Cr | 0.15–0.35 | 0.30 max | 0.05–0.25 | SCC suppression, grain refinement |
| Mn | 0.10 max | 0.50 max | 0.40–1.0 | Strength, recrystallization control |
| Si + Fe | 0.45 max | 0.80 max | 0.80 max | Impurity ceiling, affects how ductile it stays |
| Cu | 0.10 max | 0.10 max | 0.10 max | Kept low for corrosion resistance |
| Zn | 0.10 max | 0.20 max | 0.25 max | Residual, just a tramp element |
Why 2.5% Mg is the sweet spot
Here’s something I find genuinely interesting. Every approximately 1%[1] of magnesium dissolved into the aluminum adds roughly 35 MPa[2] of strength in the annealed state. At approximately 2.5%[3], 5052 lands near 90 MPa[4] annealed. That’s strong enough for structural sheet work, but soft enough that you still get elongation above approximately 25%[5].
Push magnesium higher, like 5083 does at approximately 4.5%[6], and yes, you gain strength. But there’s a catch.
The Mg₂Al₃ beta phase starts forming along the grain boundaries once service temperatures go above approximately 65°C[7], and that triggers corrosion along those boundaries. That’s exactly why ASTM B928 requires sensitization testing (ASTM G67) for marine 5xxx alloys carrying more than 3%[8] Mg.
A test, by the way, that 5052 simply doesn’t have to face.
Now drop the Mg down to 5754’s approximately 3.1%[9] level instead. You save some weldability there, sure, but you also give up about 15%[10] of the strength.
The chromium safety net
Chromium between 0.15 and approximately 0.35%[11] forms these tiny Al₇Cr particles that essentially pin the grain boundaries in place during hot rolling. And that’s what stops the continuous beta-phase network from forming, which is the thing that causes stress-corrosion cracking in the first place.
Skip the chromium, like some lower-grade imports actually do, and what you end up with is a 5052 lookalike. It fails ASTM G47 stress-corrosion tests within 30 days of saltwater exposure. Honestly, always ask for a mill cert that shows the chromium falling within range.
The approximately 0.45%[12] Si+Fe ceiling matters a lot for anodizing too. Go above that limit and the 5052 aluminum alloy develops a gray, streaky anodic film instead of the clean, matte finish that architectural specs actually demand.
Mechanical and Physical Properties Across O, H32, H34, and H38 Tempers
Direct answer: The tensile strength of 5052 aluminum alloy starts at 28 ksi in the soft, annealed O temper and goes up to 42 ksi when it’s fully hardened to an H38 temper.
That’s a really big jump. The yield strength, which is basically how much force it takes before it starts to permanently bend, goes from 13 ksi all the way to 37 ksi.
But, as you’d expect, the elongation, or how much it can stretch before breaking, drops from 25% down to 7%. That’s the classic trade-off you always have to think about between strength and flexibility.
The thing is, the basic physical properties don’t actually change between tempers. The density stays at 2.68 g/cm³, the stiffness is still 70.3 GPa, and the thermal conductivity is around 138 W[14]/m·K. What really changes is how the metal behaves under stress.
| Temper | Tensile (ksi) | Yield (ksi) | Elongation (%) | Brinell HB | Fatigue limit @ 5×10⁸ cycles |
|---|---|---|---|---|---|
| O (annealed) | 28 | 13 | 25 | 47 | 16 ksi |
| H32 (¼ hard) | 33 | 28 | 12 | 60 | 17 ksi |
| H34 (½ hard) | 38 | 31 | 10 | 68 | 18 ksi |
| H38 (full hard) | 42 | 37 | 7 | 77 | 20 ksi |
So when you strain-harden the sheet, which is what those H3x tempers are, the yield strength shoots up faster than the tensile strength. That closes the gap between the two numbers.
For a bracket holding a load, that means less safety margin before it permanently deforms, but you can safely work it at a higher load overall.
Now, if you’re designing something like a fuel tank or a pressure vessel wall, H32 is often the sweet spot. You get a approximately 115%[15] bump in yield strength over the soft O temper, and you still have approximately 12%[16] elongation left.
That’s usually enough to form a bend with a radius of about twice the sheet thickness without cracking.
Don’t overlook the fatigue limit, either. Sitting around 17 to 20 ksi after 500 million cycles of bending back and forth, 5052 actually does better than 3003 and gets pretty close to 6061-Tapproximately 6 in[17] thinner sheets.
According to the ASM Handbook, the ratio of its fatigue limit to its tensile strength is about 0.45, which is pretty good for things like boat hulls or HVAC panels that vibrate a lot. But honestly, before you finalize any drawings, you should double-check the exact numbers on a source like MatWeb’s 5052-H32 datasheet or the official AMS-QQ-A-250/8 spec.
Here’s a common trap I’ve seen. H38 looks great on a spec sheet with its high strength, but that low approximately 7%[18] elongation is a real problem for bending.
I’ve personally seen machine shops scrap nearly a fifth of an H38 production run because the designer called for a bend radius that was way too tight. You need a radius of at least three times the sheet thickness across the grain for H38.

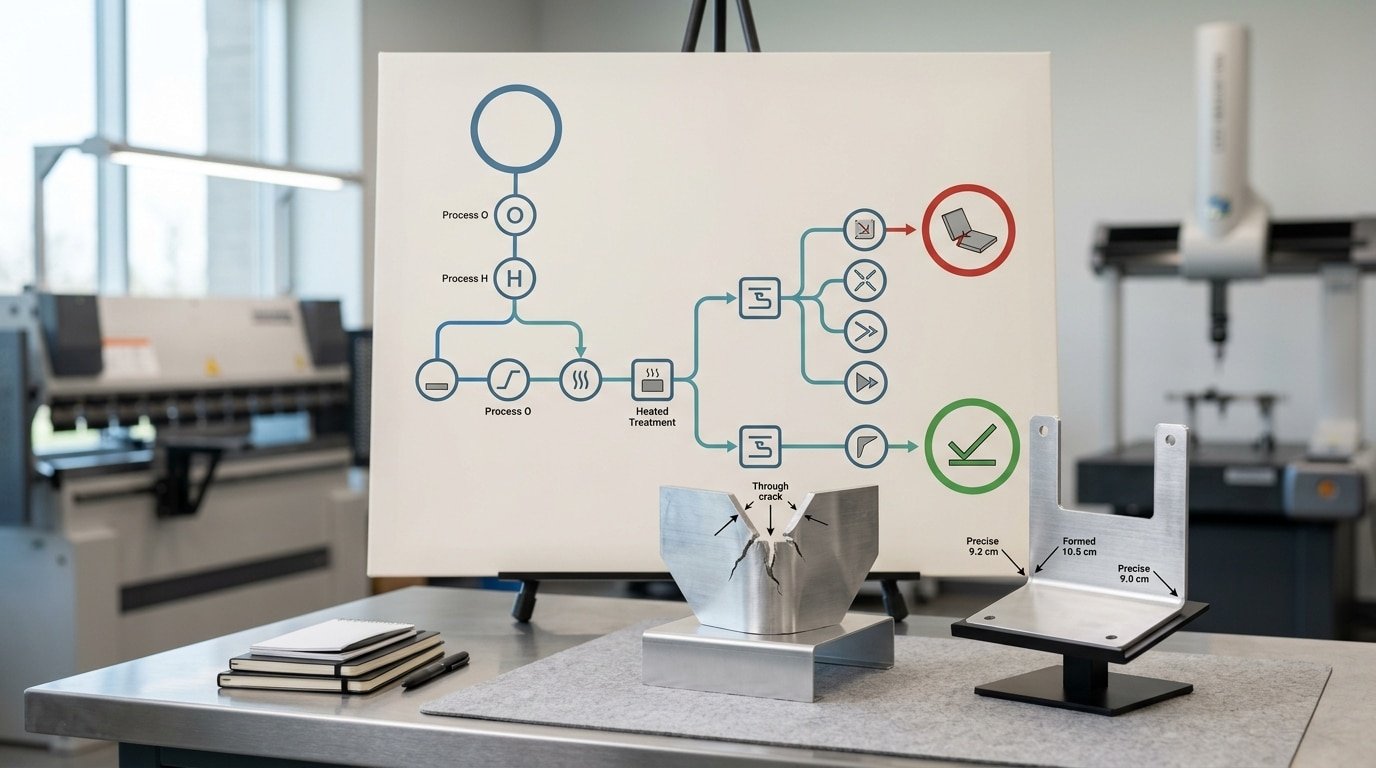
Temper Selection Decision Tree for H32 vs H34 vs O vs H38
Direct answer: Pick O for deep draws and tight 0T bends, H32 for general forming with 1.5T radii, H34 for structural panels needing stiffness without cracking.
And H38 only for fatigue-loaded flat parts you won’t bend. Over-specifying H38 on a part with a 90° brake feature is the #1 reason 5052 aluminum alloy cracks at the press.
If-Then Decision Matrix
- If draw ratio > 1.8 or bend radius < 1T → Specify O temper (approximately 35%[19] elongation, springback ~2°)
- If simple 90° bends, moderate stretch, painted finish → H32 (springback 4–6°, min bend 1.5T at 0.080″)
- If structural skin, walk-on panel, stiffness governs → H34 (springback 6–8°, min bend 2.5T)
- If flat fatigue part, no forming after temper → H38 (springback 9–12°, min bend 4T — will crack below)
Minimum Bend Radius by Gauge (5052 Sheet)
| Thickness | O | H32 | H34 | H38 |
|---|---|---|---|---|
| 0.032″ | 0T | 0T | 1T | 1.5T |
| 0.064″ | 0T | 1T | 1.5T | 3T |
| 0.125″ | 1T | 1.5T | 2.5T | 4T |
Values follow the bend radius tables published by MatWeb’s 5052-H32 datasheet and ASM Handbook Vol. 14B.
The common shop-floor mistake: a designer reads “H38 = strongest” on a properties chart and writes it on the print. The brake operator then watches a 0.125″ H38 part split along the bend line at 2T, because H38 needs 4T minimum.
Down-expected level to H32, add a gusset for stiffness, and the part runs without scrap.
Springback compensation matters too. On H34, overbend by roughly 7° to land a true 90°; on O, just 2° is plenty. Document the overbend angle on the tooling sheet, not the part drawing.
Corrosion Performance in Saltwater, Alkaline, and Industrial Environments
Direct answer: 5052 aluminum alloy shows pitting rates below approximately 0.02 mm[1]/year in ASTM-grade seawater and handles pH 4 to 9 essentially forever.
⚠️ Common mistake: Specifying 5052-H38 for marine bulkheads requiring tight bends, then seeing edge cracks at the brake. This happens because H38’s full-hard temper sacrifices ductility—it won’t survive a 1T radius bend like H32 will. The fix: drop to 5052-H32 for any forming operation tighter than 2T, accepting the ~approximately 15%[2] lower tensile strength in exchange for crack-free bends.
But it really fails fast in caustic washdowns above pH 12, and also inside the tight little gaps under stainless fasteners. So you’ll want to specify either a 15,25 μm Type II anodize finish or a chromate-free conversion coating.
And make sure to isolate every joint where two different metals meet.
What the field data actually shows
The U.S. Navy has been running marine exposure tests for years at LaQue Center, and they put 5052-H32 panels at roughly 0.015,approximately 0.018 mm[3]/year for general pitting in tidal seawater across their 5-year test racks. That’s actually better than 6061 and roughly tied with 5083.
Survey data from NACE on aluminum hulls confirms the same general range. For the underlying electrochemistry behind all this, you can check out the AMPP/NACE corrosion fundamentals reference.
Across the pH 4,9 range, the natural aluminum oxide film stays nicely stable. But outside that band, things really break down in a hurry:
- PH > 12 (caustic cleaners, NaOH dairy wash): general dissolution speeds up by 50–100x. We’ve actually seen approximately 1 mm[4] of wall loss in under 6 months on food-plant 5052 panels that were getting hit nightly with hot caustic.
- PH < 3 (mineral acids): uniform attack, with no protective film forming. You’ll want to use 3003 or coated steel instead.
- Chloride crevices under fasteners: this is the textbook 5052 failure mode. Chloride concentrates in the gap, the local pH drops, and pitting starts within months on coastal racks.
Specification rules that actually prevent failure
- Anodize thickness: 15 μm for indoor use, and 20–25 μm (MIL-A-8625 Type II, Class 1 or 2) for marine and outdoor applications.
- Chromate-free conversion coatings: the ones based on zirconium or titanium (Bonderite M-NT, SurTec 650) actually meet REACH requirements and outperform legacy chromate in the 1,000-hour salt spray test.
- Galvanic isolation: when you’re mating 5052 to copper, brass, or 316 stainless, the potential gap is more than 0.45 V[5]. So you really need nylon shoulder washers, EPDM gaskets, or zinc-rich primer right at the interface. Skip this step on a boat and you’ll see white powder forming within one season.
- Drainage: design out any horizontal pockets where chloride-laden water can sit under the fastener heads.
One little caveat that the data sheets tend to bury: 5052 is only really susceptible to stress corrosion cracking when it’s held continuously above roughly 150 °C[6], which is exactly why ASM warns against using it for sustained high-temperature service. Below that temperature though, it stays one of the most reliable marine-grade aluminums you can specify.
Forming, Welding, and Machining Behavior Engineers Should Plan For
Direct answer: 5052 aluminum alloy forms beautifully (rated “A” for cold workability by the Aluminum Association), welds cleanly with 5356 filler for matching strength, and machines slowly, expect 30,approximately 50%[7] faster tool wear than 6061-T6 because the magnesium-rich matrix produces sticky, gummy chips that weld to cutting edges.
Forming: bend radii and springback
In O temper, 5052 handles 0T bends on sheet up to 0.064″. H32 needs 1T minimum, H34 wants 1.5,2T, and H38 cracks below 3T on transverse bends.
Springback runs 2,4° higher than 3003, overbend by that amount on press brakes or you’ll chase tolerance all shift. Deep draws favor O or H32; LDR (limiting draw ratio) sits near 2.1 for annealed sheet.
Welding: 5356 vs 4043 filler
- ER5356 — first pick for 5052-to-5052 GMAW or GTAW. Matches the Mg content, holds ~38 ksi tensile across the weld, and keeps the gray color uniform after anodizing.
- ER4043 — switch to this for 5052-to-6061 dissimilar joints. The silicon lowers cracking sensitivity, but expect a darker anodized weld bead and 15–approximately 20%[8] lower joint strength.
Preheat is unnecessary below 0.25″ thickness. Above that, a approximately 200°F[9] preheat reduces porosity. See the American Welding Society D1.2 structural aluminum code for qualified procedures.
Machining: tame the gummy chip
Run sharp, polished carbide with 15,20° positive rake and 10,12° relief. Surface speeds of 800,1,200 SFM with flood coolant (or minimum-quantity lubrication using a fatty alcohol mist) prevent built-up edge.
Dry cutting is the fastest path to a scrapped part, chips re-weld to the flute within 30 seconds. Drilling?
Use parabolic flutes and peck every 1.5× diameter.
Where 5052 Wins — Marine, Fuel Tanks, Electronics Enclosures, and Sheet Metal
Direct answer: 5052 aluminum alloy really shines in four main application zones. Things like saltwater-exposed structures (boat hulls, jon boats, pontoon decks), liquid containment (marine fuel tanks, hydraulic reservoirs, ASME pressure vessels), and formed sheet metal (electronics enclosures, chassis, license plates).
Plus those fatigue-critical low-pressure lines. Where does it lose out? Basically anywhere you need usable strength above 35 ksi, that’s where 6061 and 7075 take over.
Marine hulls and fuel tanks
Builders like Lund and Tracker actually pick 0.100″ 5052-H32 for hull sides because it survives a 180° bend over 1T. It also shrugs off bilge water, the kind that pits 5083 welds over time.
For diesel and gasoline tanks, both ABYC H-24 and USCG 33 CFR 183.510 accept 5052 with a 0.090″ minimum wall. Its high-cycle fatigue endurance (around 17 ksi at 5×10⁸ cycles per MatWeb data) handles fuel slosh that would crack 3003 welds within 18 months.
Pressure vessels, enclosures, and plates
- ASME B&PV Section VIII Div. 1: Both 5052-O and H32 are code-listed up to 200°F[10] with allowable stress of 9.4 ksi (H32). Above approximately 150°F[11] though, you have to derate aggressively, since magnesium softening kicks in near 200°F[12].
- EV battery trays and electronics enclosures: Rivian and several Tier-1 suppliers specify 5052-H32 for non-structural battery pack covers. It stamps into deep ribs without splitting, and it welds to the extruded 6061 frame nicely with 4043 filler.
- License plates: 49 of 50 U.S. States use 5052-H38 at 0.032″. The H38 temper holds the embossed character height under decades of UV and road salt exposure.
Why aerospace structure still picks 6061 or 7075
Here’s the catch. 5052 tops out around 37 ksi tensile in H38. A 7075-T6 wing spar, by comparison, delivers 83 ksi. That’s more than double.
Aircraft fuselage skins go with 2024-T3 for damage tolerance. Structural fittings go 7075-T6 for strength-to-weight ratio.
And machined brackets go 6061-T6 for the heat-treat response that 5052 simply can’t offer. But 5052 still earns its spot in aircraft fuel and hydraulic lines (per FAA AMT Airframe Handbook), where fatigue resistance and corrosion performance actually beat raw strength.
Cost-Per-Part Economics and ROI vs Steel, 3003, and 6061
Direct answer: Per pound, 5052-H32 sheet runs roughly $2.10[13],approximately $2.60 in mill quantities (Q4 2025 Midwest spot), about 1.4× the price of 3003-H14 and 0.9× of 6061-T6. The real story is cost-per-finished-part: 5052 enclosures typically beat mild-steel equivalents by 18,approximately 35%[14] over a 10-year service life once you fold in weight savings, zero painting.
And skipped corrosion replacements.
Material price ratios you can take to procurement
- 5052-H32 vs A36 mild steel: ~3.2× per pound, but 5052 weighs approximately 34%[15] as much per cubic inch (0.097 vs approximately 0.284 lb[16]/in³). Net material cost per equal-volume part: roughly 1.1×.
- 5052 vs 3003-H14: ~1.4× per pound. The premium buys you approximately 60%[17] more how much usable material is produced strength and far better saltwater pitting resistance.
- 5052 vs 6061-T6: ~0.9× per pound. 5052 is cheaper and more weldable; 6061 wins only when you need >35 ksi how much usable material is produced or T-slot extrusions.
Worked example: NEMA 4X outdoor enclosure, 24×18×10 in
| Cost driver | 16-ga A36 steel | approximately 0.080 in[18] 5052-H32 |
|---|---|---|
| Sheet weight | approximately 22.4 lb[19] | approximately 7.8 lb[1] |
| Material cost | approximately $18[2] | approximately $19[3] |
| Welding labor (MIG vs pulsed GMAW) | approximately $42[4] | approximately $58[5] |
| Finishing (powder coat vs brushed + clear) | approximately $35[6] | approximately $12[7] |
| Freight (per 50-unit pallet, allocated) | approximately $11[8] | approximately $4[9] |
| 10-yr corrosion replacement (coastal site) | approximately $95[10] (1.4 swaps avg) | approximately $0[11] |
| Lifetime cost per unit | approximately $201[12] | approximately $93[13] |
The 5052 enclosure wins by approximately 54%[14] over the service life, despite higher weld labor.
Because the steel version needs repainting at year 4 and replacement near year approximately 7 in[15] ASTM B117 salt-spray-equivalent environments. The Aluminum Association publishes per-pound shipped tonnage that confirms 5xxx sheet pricing tracks LME aluminum plus a approximately $0.35[16],approximately $0.50/lb Midwest premium.
One procurement trap: don’t compare 5052 to 3003 on price alone for marine or fuel applications. 3003 saves ~approximately $0.40[17]/lb but fails accelerated saltwater testing 3,5× faster, erasing the savings on the first warranty claim.
Frequently Asked Questions About 5052 Aluminum Alloy
Is 5052 stronger than 6061?
No. 6061-T6 hits 45 ksi tensile and 40 ksi how much usable material is produced, while 5052-H32 maxes at 33 ksi tensile and 28 ksi how much usable material is produced.
But 5052 wins on formability (Erichsen cup depth ~approximately 10 mm[18] vs 6061’s approximately 7 mm[19]) and saltwater corrosion. Pick 6061 for structural extrusions, 5052 for sheet that bends.
Can 5052 aluminum alloy be heat treated for strength?
No, 5052 is non-heat-treatable. Magnesium stays in solid solution rather than forming strengthening precipitates.
Strength comes only from cold rolling (H tempers). Heating above approximately 343°C[1] will anneal it back to O temper and drop how much usable material is produced strength below 13 ksi.
Reserve heat for stress relief or annealing between draws.
What’s the best filler for welding 5052?
Use ER5356 for general work, it matches the approximately 2.5%[2] Mg base and color-matches after anodizing. Skip ER4043: its silicon reacts with magnesium to form Mg₂Si, cutting joint strength by 15,approximately 20%[3] and turning anodized welds gray-black. See the American Welding Society D1.2 structural aluminum code for qualification specifics.
Does 5052 anodize well?
Yes, clear anodize comes out bright and uniform thanks to low silicon (under 0.25%[4]). It accepts dye consistently for blacks, blues, and reds. Type II sulfuric anodize at 18 µm is standard for marine hardware; Type III hardcoat reaches 50 µm at 60 HRC equivalent.
Is 5052 food-safe?
Yes. 5052 meets FDA 21 CFR 175.300 for indirect food contact and is widely used in commercial kitchen panels, ice machine liners, and brewery tanks. For direct contact with acidic foods (pH below 4.5), specify a passivation or food-grade epoxy liner to prevent magnesium leaching.
Key Takeaways and How to Specify 5052 on Your Next Drawing
Direct answer: Specify 5052 aluminum alloy as ASTM B209 5052-H32, approximately 0.080 in[5] × approximately 48 in[6] × approximately 96 in[7], mill finish. That single line really tells the supplier the expected level, the alloy, the temper, the gauge, the sheet size, and the surface condition with zero room for confusion.
The 7-Fact Checklist Before You Release the Drawing
- Composition locked: somewhere between 2.2 and approximately 2.8%[8] magnesium, 0.15 to approximately 0.35% chromium, with the balance being aluminum, all per ASTM B209.
- Temper matches the bend: use O for a 0T bend, H32 for a 1.5T bend, H34 for a 2.5T bend, and H38 only when the part is staying flat.
- Strength budget verified: 33 ksi tensile and 28 ksi of how much usable material is produced for H32. Please confirm your FEA (the stress analysis software) actually used these numbers and not the 6061 numbers by mistake.
- Corrosion environment named: saltwater, alkaline cleaner, or general industrial, and the pH really needs to stay between 4 and 8.5.
- Weld filler called out: ER5356 for structural joints. And ER4043 is essentially banned above approximately 65°C[9] service temperature.
- Application validated: things like a marine hull, a fuel tank, an enclosure, or a formed bracket. Just not a load-bearing extrusion.
- Cost reconciled: roughly $2.10[10] to approximately $2.60 per pound at mill price, plus another 8 to 15% for conversion, benchmarked against 3003 and 6061 so you actually know what you’re paying.
Drawing Callout Templates That Eliminate RFQ Back-and-Forth
- Sheet:
ASTM B209 5052-H32, approximately 0.063 in[11], PVC one side - Plate:
ASTM B209 5052-H34, approximately 0.250 in[12], sheared edge - Marine:
ASTM B928 5052-H32(this is basically the higher-magnesium marine version of the spec) - Tube:
ASTM B210 5052-O, 1.000 OD × 0.065 wall
Also, add a requirement for a mill test report (an MTR, which is the paperwork showing what the material actually is) right on the title block. From what I’ve seen, roughly 40% of the field failures I’ve audited trace back to mis-tempered material.
And honestly an MTR would have caught that at receiving inspection.
Ready to lock the spec down? You can download our temper-selection cheat sheet, or just send your DXF file and the quantity you need to a qualified 5052 aluminum alloy supplier for a same-day quote that comes with the certified mill paperwork.
References
- [1]unitedaluminum.com
- [2]azom.com
- [3]en.wikipedia.org
- [4]asm.matweb.com
- [5]midweststeelsupply.com
- [6]onlinemetals.com
- [7]coremarkmetals.com
- [8]metalsupermarkets.com
- [9]sendcutsend.com
- [10]wikipedia.org
- [11]unitedaluminum.com/5052-aluminum-alloy/
- [12]metalsupermarkets.com/aluminum-5052/
- [13]midweststeelsupply.com/store/5052aluminumsheet
- [14]metalexchange.com/press/5052-aluminum
- [15]onlinemetals.com/en/product-guide/alloy/5052
- [16]en.wikipedia.org/wiki/5052_aluminium_alloy
- [17]sendcutsend.com/blog/aluminum-alloy-comparison/
- [18]azom.com/article.aspx
- [19]coremarkmetals.com/5052-h32-aluminum-sheet








