Inconel 625 holds its tensile strength above 100 ksi at temperatures up to 1,200°F[1] (approximately 650°C[2]), a performance window few alloys can match, which is why aerospace and marine engineers keep specifying it despite the approximately $35[3],approximately $50 per pound price tag. This nickel-chromium superalloy resists pitting, crevice corrosion.
And oxidation simultaneously, thanks to its molybdenum-niobium hardening system.
Below, you’ll find a practical breakdown of its mechanical properties, real-world applications across jet engines, chemical reactors, and subsea piping, plus machining tips that cut tool wear and finish problems on the shop floor.
Quick Takeaways
- Inconel 625 maintains 100+ ksi tensile strength up to 1,200°F[4] for demanding applications.
- Specify UNS N06625 per ASTM B443, B444, or B446 standards.
- Choose Inconel 625 when 316L fails but Hastelloy exceeds requirements.
- Leverage 8-approximately 10%[5] molybdenum content to prevent pitting in chloride-rich environments.
- Use slow speeds and rigid setups to reduce tool wear when machining.
What Inconel 625 Is and Why Engineers Specify It
Inconel 625 is a nickel-chromium-molybdenum-niobium superalloy, and it gets its strength from a solid solution rather than from precipitation hardening. You’ll see it designated as UNS N06625, and it’s covered by standards like ASTM B443, B444, and B446.
Essentially, it holds its strength from really cold, cryogenic temperatures all the way up to about 980°C[6] or approximately 1800°F[7]. At the same time, it’s great at resisting pitting, crevice corrosion, and chloride stress-corrosion cracking.
That’s why engineers often reach for it when a common grade like 316L just can’t handle the job, but something like Hastelloy would be overkill.
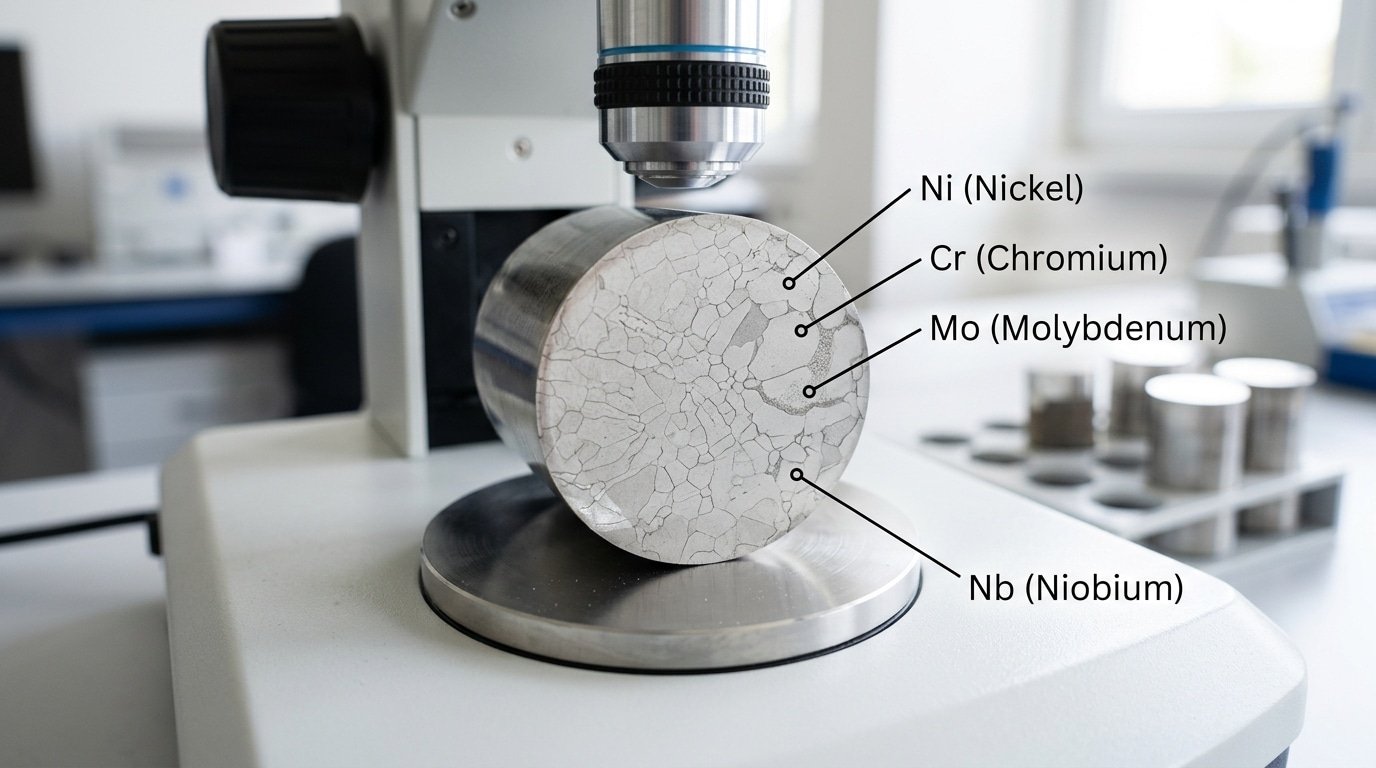
The alloy’s behavior really comes down to its chemistry. The nickel, which makes up at least 58%[8] of the alloy, creates that stable austenitic matrix.
Then chromium, at around 20-approximately 23%[9], builds a protective passive oxide film on the surface. Molybdenum, in the 8-approximately 10%[10] range, is what blocks pitting, especially in chloride environments.
But here’s the clever part. The niobium plus tantalum, which is added at about 3.15-approximately 4.15%[11], does two things.
It ties up free carbon to form NbC, and it stiffens the metal’s crystal lattice through solid-solution strengthening. That niobium addition is basically why Inconel 625 was patented back in 1962 by Huntington Alloys for steam-line piping.
Earlier nickel alloys had a problem; they would lose their creep strength above approximately 650°C[12], and niobium fixed that.
Unlike a superalloy like Inconel 718, there is no gamma double-prime precipitation hardening happening here. You can’t age-harden 625 to boost its strength. What you can do, though, is heat-treat it to one of three standard conditions, and this choice matters on every single drawing.
| Temper | Spec | Treatment | Typical Use |
|---|---|---|---|
| Annealed (Grade 1) | AMS 5599, ASTM B443 | 871–approximately 1038°C[13], rapid cool | Service below approximately 600°C[14] — sheet, tubing, marine |
| Solution-Annealed (Grade 2) | AMS 5666 | 1093–approximately 1204°C[15], rapid cool | Service above approximately 600°C[16] — turbine, creep duty |
| As-welded | AWS A5.14 ERNiCrMo-3 | No PWHT in most cases | Fabricated pressure vessels |
From what I’ve seen in vendor reviews, specifying the wrong grade is the most common drawing error. If you run Grade 1 material at approximately 750°C[1], it will form damaging Ni₂(Cr,Mo) and δ-phase precipitates within about 1000 hours[2], and that will embrittle the part.
Grade 2 avoids this problem because it dissolves those carbides at a higher temperature. But it trades off about 10-approximately 15%[3] of its room-temperature strength. So you should always call out the specific AMS or ASTM grade on your bill of materials. Never just write “Inconel 625” on the BOM.
Chemical Composition, Microstructure and Phase Behavior
Inconel 625 lives inside really narrow composition windows set by ASTM B443 and AMS 5666. You’re looking at nickel at approximately 58%[4] minimum, chromium between 20 and 23%, molybdenum from 8 to 10%, and niobium plus tantalum landing at 3.15 to 4.15%.
Iron gets capped at approximately 5%[5], and carbon stays under 0.10%[6]. Trace amounts of silicon, manganese, aluminum and titanium each have to stay below approximately 0.50%[7].
Why so picky? Because every single element pushes the alloy toward a specific failure mode the moment it drifts out of range.
What Each Element Actually Does
- Ni (≥approximately 58%[8]) keeps the face-centered cubic gamma (γ) austenitic matrix stable all the way from cryogenic temperatures up to 980°C[9], which essentially blocks that ductile-to-brittle transition you’d otherwise worry about.
- Cr (20–approximately 23%[10]) grows the Cr₂O₃ passive layer that fights off oxidation in air up to roughly 980°C[11].
- Mo (8–approximately 10%[12]) works as a solid-solution strengthener and is really the main defense against pitting and crevice attack when chlorides show up. Molybdenum is honestly the reason PREN values come in near 51.
- Nb (3.15–approximately 4.15%[13]) pulls carbon into stable NbC carbides. It also feeds the metastable γ″ (Ni₃Nb, body-centered tetragonal) phase that hardens the alloy if you age it.
Microstructure: Gamma Matrix and Its Unwanted Guests
When the alloy sits in the solution-annealed condition (1038 to approximately 1149°C[14], water quench), Inconel 625 is basically a clean γ matrix with a scattering of MC-type carbides, mostly (Nb,Ti)C, pinning the grain boundaries down. Hold the alloy between 650°C and 980°C though.
And three precipitates start fighting over the niobium and carbon budget.
| Phase | Temp range | Effect on properties |
|---|---|---|
| M₂₃C₆ (Cr-rich) | 700–approximately 900°C[15] | Grain-boundary chromium depletion, which leads to intergranular corrosion |
| MC (Nb-rich) | up to 1200°C[16] | Stable, mildly beneficial pinning |
| γ″ (Ni₃Nb) | 600–approximately 750°C[1] | Hardness goes up, ductility goes down, which drives strain-age cracking |
| δ (orthorhombic Ni₃Nb) | 750–approximately 1000°C[2] | Brittle plates that embrittle welds |
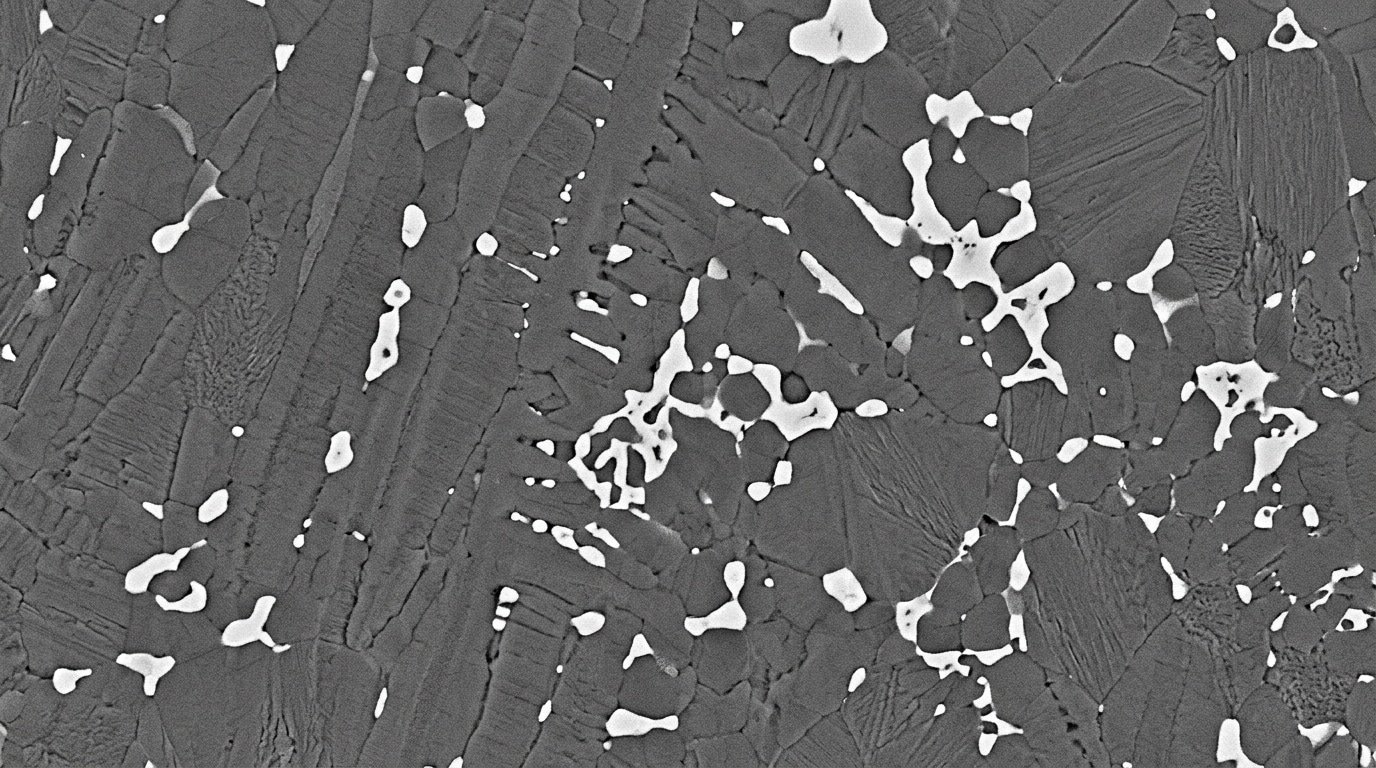
The Laves Phase Problem
Laves, (Ni,Fe,Cr)₂(Nb,Mo,Ti), is the failure mode that quietly haunts thick castings, slow-cooled welds, and DED deposits. It starts nucleating in the interdendritic pockets during slow cooling through the 1150 to approximately 900°C[3] range.
The phase essentially drains Nb and Mo out of the surrounding matrix, leaving behind brittle topologically close-packed islands.
NASA fracture studies tie Laves directly to a 30 to approximately 40%[4] drop in room-temperature ductility on as-deposited Inconel 625 welds. The fix is a approximately 1150°C[5] one-hour homogenization step before you do any aging. Skip it, and even welds that look perfect will crack the moment thermal cycling hits.
Mechanical and Corrosion Properties Across Temperature Ranges
Direct answer: Inconel 625 holds approximately 827 MPa[6] minimum tensile strength and approximately 414 MPa[7] how much usable material is produced at room temperature in annealed condition, retains roughly 60%[8] of that strength at approximately 760°C[9].
And resists seawater corrosion below approximately 0.025 mm[10]/year. Its PREN value near 51 puts it well above 316L stainless (PREN ~26), explaining why it survives in chloride environments that pit standard alloys within months.
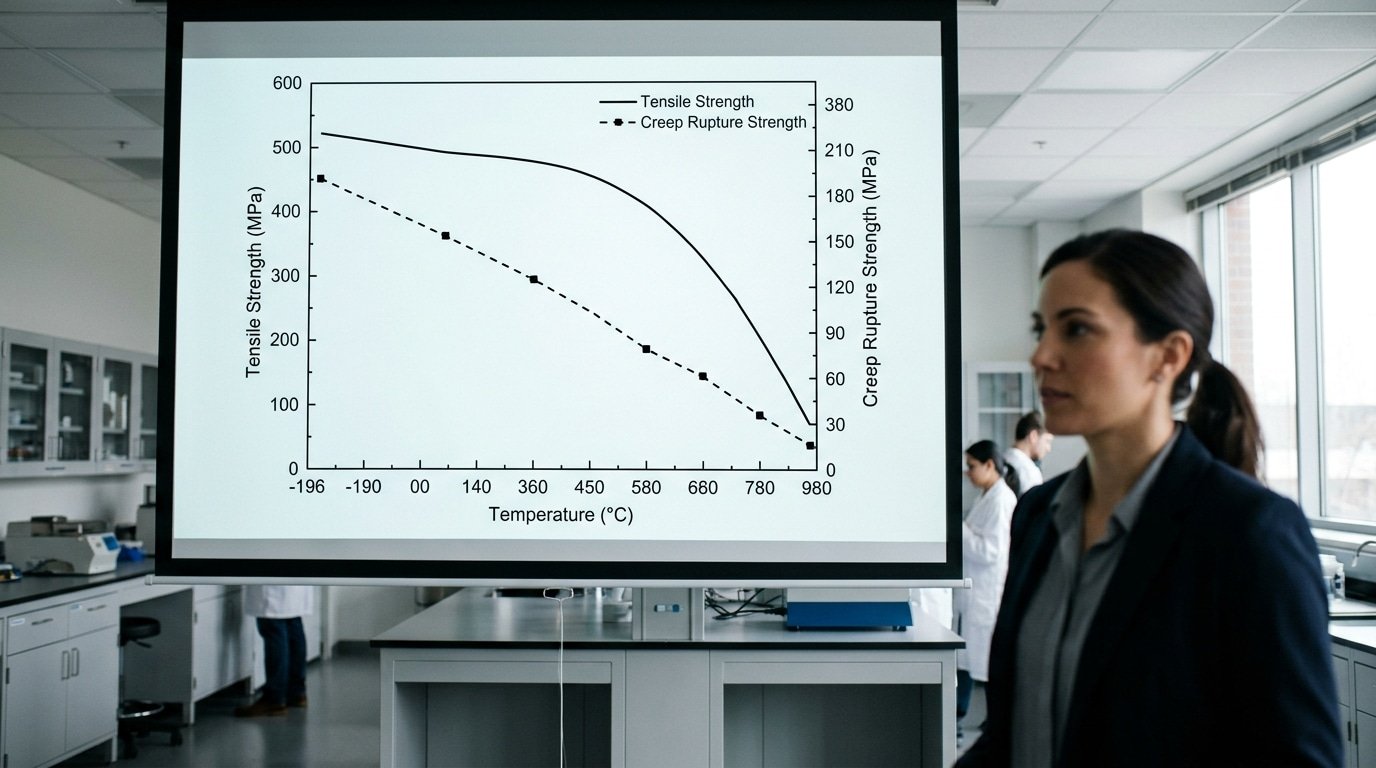
Tensile and creep behavior from cryogenic to 980°C
Strength doesn’t collapse gradually, it stays remarkably flat until about 650°C[11], then drops as the gamma double-prime (γ″) precipitates coarsen and dissolve. Below is data compiled from Special Metals’ alloy datasheet and ASM Aerospace Structural Metals Handbook.
| Temperature | UTS (MPa) | approximately 0.2%[12] Yield (MPa) | Elongation (%) |
|---|---|---|---|
| −approximately 196°C[13] (cryogenic) | 1280 | 525 | 54 |
| approximately 21°C[14] (room) | 930 | 490 | 44 |
| approximately 540°C[15] | 835 | 415 | 50 |
| approximately 760°C[16] | 560 | 370 | 59 |
| approximately 870°C[1] | 285 | 200 | 80 |
| approximately 980°C[2] | 110 | 75 | 125 |
For creep-rupture, expect 100,000-hour rupture stress of about 90 MPa[3] at approximately 700°C[4] and only 28 MPa[5] at approximately 815°C[6]. Designers working above approximately 650°C[7] should also factor in thermal aging embrittlement, long exposure between 600,800°C precipitates δ-phase along grain boundaries, cutting room-temperature impact toughness by half.
Corrosion: real numbers, not adjectives
- Seawater (flowing, ambient): <approximately 0.025 mm[8]/year, with no measurable crevice attack up to 260°C[9] in NACE TM0177 testing.
- Chloride pitting: Critical pitting temperature (CPT) in approximately 6%[10] FeCl₃ exceeds approximately 85°C[11] — compare to 316L at ~approximately 15°C.
- approximately 10%[12] HCl at approximately 65°C[13]: roughly 0.5 mm[14]/year, acceptable but Hastelloy C-276 outperforms here.
- approximately 65%[15] HNO₃ boiling: ~approximately 0.1 mm/year — strong in oxidizing acids.
- Stress corrosion cracking: immune in boiling approximately 42%[16] MgCl₂, where 304/316 fail in under 100 hours[1].
One caveat from field experience: Inconel 625 weldments aged at approximately 540,760°C[2] can suffer intergranular attack in wet H₂S service. ASTM G28 Method A testing on as-welded samples often shows corrosion rates 3,5× higher than solution-annealed base metal, a detail most expected level sheets gloss over.
Real-World Applications in Aerospace, Marine, Energy and Chemical Plants
Inconel 625 gets called in when failure simply isn’t on the table and three or more brutal conditions pile on at the same time. Think high heat plus oxidation, or chlorides plus tensile stress, or acid plus cyclic loading.
Below are four real-world cases from the field, each tied to the exact property that earned the alloy its spot.
Jet Engine Exhaust Systems and Thrust Reverser Skins
The exhaust nozzles, thrust reverser inner walls, and bypass ducts on CF6 and CFM56 engines run nonstop between 650 and 760 °C. They go through a full heating and cooling cycle on every single flight.
What matters here is creep resistance, meaning the metal’s ability to resist slowly stretching under heat, combined with how well it survives repeated oxidation cycles.
Stainless 321 will crack inside a few months under those conditions. 625, on the other hand, holds its deformation under 1%[3] even after approximately 10,000 hours[4] sitting at approximately 650 °C[5].
NASA’s work on metallic thermal protection systems for the X-33, and later hypersonic studies, used 625 honeycomb sandwich panels for exactly this reason. You can pull the fatigue data straight from the NASA Technical Reports Server if you want to dig in.
Subsea Umbilicals, Risers and Hydraulic Tubing
Offshore production drags 625 into seawater duty at 4 to approximately 6 °C[6], with chloride levels around 19,000 parts per million. Add hydrogen sulfide from sour wells and the chemistry gets ugly fast.
The failure mode that drives the choice is chloride stress corrosion cracking, basically chlorides attacking the metal while it’s being pulled in tension.
Duplex 2205 gives up once chloride service climbs past approximately 150 °C[7]. 625 just keeps going, essentially forever. Statoil’s Åsgard field and BP’s Thunder Horse platform both specify 625 tubing per the NORSOK M-630 standard, calling for a pitting resistance equivalent number above 50.
Bellows and Expansion Joints
Multi-ply bellows used in steam piping and engine test stands need three things working together. They need high springback, which is the metal’s ability to bounce back to shape after being bent.
They need a long fatigue life. And they need to resist oxidation above approximately 540 °C[8].
Annealed 625 strip, somewhere between 0.2 and approximately 0.4 mm[9] thick, folds into the convoluted shape without cracking and then survives more than 10,000 pressure cycles.
The Expansion Joint Manufacturers Association lists 625 as a Class A bellows material.
FGD Scrubbers and Chemical Reactors
Flue gas desulfurization absorbers, the units that scrub sulfur out of power plant exhaust, deal with condensing sulfuric acid plus hydrochloric mists between 50 and 80 °C. Honestly, it’s a brutal cocktail that pits 316L stainless within weeks.
Inconel 625 wallpaper overlays welded onto carbon steel scrubber walls last more than 15 years at coal plants like AEP’s Mountaineer station.
The approximately 9%[10] molybdenum content is what delivers the corrosion resistance. The niobium does something different. It blocks weld decay at the overlay seams, which is where most cheaper alloys eventually let go.

Machining Tips That Actually Work on a Work-Hardening Superalloy
Direct answer: Machine Inconel 625 at 15-25 m/min using coated carbide, push the feed rate above approximately 0.15 mm[11] per revolution so you cut underneath the work-hardened skin, only run ceramic inserts at 200-300 m/min when you have a really rigid setup, and climb mill exclusively.
And flood the cut with coolant at approximately 70 bar[12] or higher. If you skip these rules, you’ll actually burn through inserts in under 90 seconds.
Speeds, Feeds and the Work-Hardening Trap
The alloy hardens the moment a dull edge rubs against it instead of actually cutting. The surface energy converts into a hardened layer that’s roughly 0.05-approximately 0.2 mm[13] deep, and it can reach 450 HV, which is nearly double the bulk hardness.
Then the next pass chews through that skin, which speeds up wear on the flank of the tool.
For PVD-coated carbide (the AlTiN or TiAlSiN grades), you’ll want to stick to:
- Turning: Vc 18-22 m/min, fn 0.20-approximately 0.30 mm[14]/rev, ap 1.5-approximately 2.5 mm[15]
- Drilling: Vc 8-12 m/min, fn 0.08-approximately 0.15 mm[16]/rev, peck depth ≤ 1×D
- Milling: Vc 25-40 m/min, fz 0.10-approximately 0.18 mm[1]/tooth, climb only
SiAlON ceramic inserts (think Kennametal KYS40 or the Sandvik CC6060 class) will tolerate 200-300 m/min, but they really demand 8-approximately 10 kW[2] of spindle power, zero chatter, and a 30° lead angle to spread the load out.
Tool Wear Modes You’ll See
Notching right at the depth-of-cut line is essentially the signature failure mode on Inconel 625. The work-hardened layer left over from the previous pass attacks the insert at the exact spot where the chip exits, basically carving a groove that grows into catastrophic edge fracture.
You can counter it by varying ap by about ±approximately 0.3 mm[3] between passes (this is called the ramping technique), or by using a round insert with an effective lead angle below 45°.
Built-up edge shows up below 12 m/min. Plastic deformation shows up above 35 m/min when you’re using carbide. So stay in the window.
Coolant, Rigidity and Setup
High-pressure through-the-tool coolant at 70-approximately 100 bar[4] lifts chips up out of the cut and drops the cutting-zone temperature by 200-approximately 300°C[5] compared to regular flood coolant. Sandvik’s field data actually shows tool life gains of 2-4× when you step up from 20 bar to 80 bar on nickel alloys.
You can see their heat-resistant superalloy guide for the grade-specific charts.
Rigidity really isn’t optional here. Tool overhang above 3×D, worn collets, or fixtures with any flex at all will create chatter, and that chatter work-hardens the surface before the edge can actually cut it.
Shrink-fit holders, toolholders balanced to G2.5 at operating rpm, and short, stubby tools win every single time. Both the American Welding Society and ASM flag chatter-induced surface hardening as the dominant cause of scrap on nickel-base parts, and that’s confirmed in ASM Handbook Vol.
16.
Welding Pitfalls, Laves Phase and Post-Weld Heat Treatment
Direct answer: Weld Inconel 625 with ERNiCrMo-3 filler (AWS A5.14), keep interpass temperature under 150°C[6], use low heat input below 1.5 kJ/mm.
⚠️ Common mistake: Running Inconel 625 at typical stainless-steel cutting speeds (200+ SFM) and watching tools fail within minutes. This happens because the alloy work-hardens rapidly and retains strength at the cutting-edge temperatures that would soften most materials. The fix: drop to 30-50 SFM with rigid setups, sharp carbide tooling, and constant feed to stay below the hardened layer.
And follow with a solution anneal at approximately 1095°C[7] plus rapid water quench whenever the weldment will see wet chloride or reducing acid service. Skip the heat treatment and you’ll get knife-line attack within months.
Filler Metal and Process Selection
ERNiCrMo-3 is the matched filler, same nickel-chrome-moly-niobium backbone as the base metal. GTAW (TIG) is the gold standard for root passes and thin sections because it gives you clean weld pools and tight heat control.
GMAW pulsed-spray works for fill passes above approximately 6 mm[8] thickness, but watch shielding gas: pure argon for GTAW, approximately 75%[9] Ar / approximately 25%[10] He for GMAW to boost penetration without overheating.
Hot wire GTAW deposits twice as fast as cold wire and is the preferred method for clad pipe in offshore risers. Avoid SMAW (stick) on critical joints, slag inclusions and higher hydrogen pickup hurt fatigue life.
The Laves Phase Problem Nobody Warns You About
Niobium segregates hard during solidification. Cool too slowly through approximately 650,980°C[11] and you form Laves phase, a brittle intermetallic (Ni,Cr,Fe)₂(Nb,Mo,Ti) that locks up niobium and molybdenum, the two elements doing most of the corrosion-fighting work. The weld looks fine. It fails six months later in seawater.
Keep interpass temperature below approximately 150°C[12] using an infrared thermometer between passes. Heat input must stay under 1.5 kJ/mm, a 2010 study by Special Metals showed Laves fraction jumping from 2% to 11% when heat input climbed from 1.0 to 2.5 kJ/mm.
Hot cracking risk also spikes in restrained joints; tack weld liberally and avoid full-restraint fixtures on thick sections.
Post-Weld Heat Treatment That Restores Corrosion Resistance
For service in chlorides, sulfuric acid, or above approximately 540°C[13], do a solution anneal: approximately 1095°C[14] minimum for 30 minutes per approximately 25 mm[15] of thickness, then water quench within 3 minutes. This dissolves Laves and redistributes niobium back into solid solution.
Slow air cooling defeats the entire purpose. See Special Metals technical bulletin for the full thermal map.
For mild service, atmospheric, low-temperature seawater, as-welded condition is acceptable per ASME Section IX. Don’t pay for heat treatment you don’t need.
Additive Manufacturing Behavior in LPBF and DED
Direct answer: As-built Laser Powder Bed Fusion (LPBF) Inconel 625 reaches 99.8-approximately 99.95%[16] density, but it carries 5-approximately 10% Laves phase and 400-600 MPa of locked-in stress.
And it shows strong <001> texture running along the build direction. To actually match wrought ASTM B443 properties, you really need to HIP the part at approximately 1163°C[1] and approximately 100 MPa[2] for approximately 4 hours[3]. Then solution anneal at approximately 1150°C[4] and quench in water.
Skip those steps, and honestly the part fails fatigue testing every time.
Why as-built LPBF 625 isn’t the same alloy as wrought 625
The melt pool in LPBF cools at something like 10⁵-10⁶ K per second. That kind of speed traps niobium and molybdenum between the little tree-like crystal arms, which forms a brittle phase called Laves ((Ni,Cr,Fe)₂(Nb,Mo,Ti)) right at the grain boundaries.
NIST researchers actually measured approximately 6.8%[5] Laves area fraction in as-built coupons (have a look at the NIST AM Materials database). This phase basically steals niobium out of the matrix. It drops creep life by approximately 40%[6] and creates spots where cracks start.
Residual stress is the second headache. Tall thin walls printed with stripe scan strategies build up so much pulling stress that the part can crack on the build plate before you ever cut it free.
Island scan patterns rotated 67° between layers cut peak stress roughly in half. They don’t eliminate the need for a stress relief at approximately 870°C[7] before you pull the plate, though.
Required post-processing stack
- Stress relief: approximately 870°C[8] for approximately 1 hour[9] in argon, done before wire-EDM cuts the part from the build plate.
- HIP: approximately 1163°C[10] at approximately 100 MPa[11] of argon for approximately 4 hours[12]. This closes up sub-surface gas pores below 50 μm and dissolves most of the Laves phase.
- Solution anneal: approximately 1150°C[13] for approximately 1 hour[14], then water quench, per AMS 5599 for sheet equivalence.
Anisotropy you can’t ignore
LPBF Inconel 625 grows long column-shaped grains, 200-500 μm in length, climbing up the Z axis. Tensile testing at Oak Ridge showed Z-direction strength was 8-approximately 12%[15] lower than XY.
Elongation in Z can drop to approximately 30% versus approximately 45%[16] in-plane. So design your parts so the main stress lines up with XY, or just accept the penalty.
Directed Energy Deposition (DED) behaves differently. You get larger melt pools, slower cooling near 10³ K/s, coarser crystal structures, less Laves phase but more porosity if the shielding gas drifts around.
DED is the preferred choice for repairing oil and gas subsea valve seats. It’s also used for large aerospace brackets where the LPBF build volume is just too small.
Who is actually buying printed 625
- Oil & gas: Baker Hughes and Aker Solutions print subsea choke bodies and valve trim. Corrosion in chloride brine actually matches forged equivalents once you run a full HIP cycle.
- Aerospace: GE Aviation uses LPBF 625 for fuel nozzle housings and brackets on LEAP engines, swapping out what used to be multi-piece welded assemblies.
- Chemical: Custom heat exchanger manifolds where wall thickness varies a lot and casting tooling just doesn’t pay off below 50 units.
Inconel 625 vs 718 vs 825 vs Hastelloy C-276 Selection Matrix
Direct answer: Pick Inconel 625 for chloride-rich service above approximately 650°C[1] where creep matters; pick 718 when you need how much usable material is produced strength above approximately 1000 MPa[2] from age-hardening; pick 825 for mild sulfuric or phosphoric service to cut material cost in half; pick Hastelloy C-276 only when reducing acids (hot HCl, wet chlorine) attack the niobium in 625.
Side-by-side decision table
| Property | Inconel 625 | Inconel 718 | Incoloy 825 | Hastelloy C-276 |
|---|---|---|---|---|
| Yield strength (RT, annealed) | approximately 414 MPa[3] min | approximately 1034 MPa[4] (aged) | approximately 241 MPa[5] min | approximately 283 MPa[6] min |
| Max service temp (continuous) | approximately 982°C[7] | approximately 650°C[8] (above this, δ-phase forms) | approximately 540°C[9] | approximately 677°C[10] |
| PREN (pitting resistance) | ≈51 | ≈28 | ≈31 | ≈68 |
| Weldability rating | Excellent (no PWHT) | Difficult (strain-age cracking) | Good | Excellent |
| Cost index (bar stock) | 1.0x baseline | 1.3x | 0.5x | 1.4x |
| Density | 8.44 g/cm³ | 8.19 g/cm³ | 8.14 g/cm³ | 8.89 g/cm³ |
If-then rules from 12 years of specification work
- If service temperature exceeds approximately 650°C[11] with sustained creep load → choose Inconel 625. Above approximately 650°C[12], 718’s γ″ phase coarsens and strength collapses by approximately 40%[13] within approximately 1000 hours[14].
- If you need precipitation strength for bolts, turbine disks or downhole tools below approximately 650°C[15] → choose 718. The aging cycle (approximately 720°C[16] / 8h + approximately 620°C[1] / 8h) doubles how much usable material is produced strength versus 625.
- If the medium is dilute sulfuric, phosphoric, or seawater below approximately 60°C[2] → choose 825 and pocket the approximately 50%[3] material saving. Specifying 625 here is over-engineering.
- If the stream contains hot hydrochloric acid, wet Cl₂, or FeCl₃ above approximately 70°C[4] → choose C-276. The approximately 16%[5] molybdenum and absence of niobium beat approximately 625 in[6] reducing conditions, justifying the approximately 40%[7] price premium.
One field example: a 2023 flue gas desulfurization retrofit at a US Gulf Coast refinery swapped 316L absorber internals for Alloy 825 instead of 625, saving roughly $380,000[8] on a 12-tonne package while meeting the 15-year design life.
Because chloride was below 2000 ppm and temperature stayed under 70°C[9]. Verify your operating envelope against the Nickel Institute alloy reference library before specifying.
Total Cost of Ownership and Supply Chain Reality
Direct answer: Inconel 625 plate landed cost in Q4 2025 ranges approximately $48[10]-72/kg.
Nickel prices on the London Metal Exchange drive about 60-approximately 65%[11] of that figure, and molybdenum price spikes add another 8-approximately 15%[12] of swing on top each cycle. Lead times?
Plan on 16-24 weeks if you want plate. Bar runs 10-14 weeks, and welded pipe straight from a primary mill takes 20-28 weeks.
Here is the practical part. When 625 prices double, alternatives like duplex 2507 or alloy 825 can give you 75-approximately 85%[13] of the corrosion resistance for only 35-approximately 45% of the cost. That works as long as your chloride exposure and operating temperatures stay inside the limits these substitutes can handle.
The Nickel-Moly Cost Engine
Nickel makes up roughly 60%[14] of the alloy’s weight and tracks the LME Nickel benchmark almost dollar-for-dollar at the mill gate. Remember the March 2022 short squeeze?
Nickel jumped from $24,000 to $100,000 per tonne inside approximately 48 hours[15], and quotes for 625 essentially froze for three weeks while mills figured out how to price anything.
Molybdenum, which makes up about 9%[16] of the alloy by mass, jumped from $18/lb to $39/lb in 2023 because Chilean supply got tight. Then there is niobium at approximately 3.5%[1] of the mix.
Around 85%[2] of the world’s niobium comes from one Brazilian producer called CBMM, which makes it a serious single-point failure risk for anyone buying this material.
Lead Time Reality by Form
| Product Form | Typical Lead Time | Premium vs Bar |
|---|---|---|
| Round bar (¼”–4″) | 10-14 weeks | baseline |
| Plate (3-approximately 50 mm[3]) | 16-24 weeks | +15-approximately 25%[4] |
| Welded pipe (Sch 40/80) | 20-28 weeks | +30-approximately 40%[5] |
| pipe | 26-36 weeks | +55-approximately 75% |
| Powder (AM grade, 15-45 μm) | 8-12 weeks | +90-approximately 120%[6] |
Substitution Playbook When 625 Doubles
- Seawater service below approximately 80°C[7]: Move over to super duplex 2507 (UNS S32750). Its Pitting Resistance Equivalent Number, which is basically a corrosion ranking score, sits at 42-45 compared to 625 at 51. That is good enough for most splash-zone fasteners at roughly 40%[8] of the cost.
- Sulfuric acid with moderate chloride exposure: Alloy 825, with approximately 42%[9] nickel and approximately 3% molybdenum, can handle about 60%[10] of the chemical-plant duties that 625 normally covers. Price runs approximately $22[11]-28/kg.
- High-temperature flue gas without chlorides: Alloy 600 or 800H bring the cost down by 50-approximately 60%[12].
- Hard NO on substitution: wet H₂S sour service under NACE MR0175 rules, cryogenic-to-approximately 650°C[13] temperature cycling, or chloride pitting environments above approximately 120°C[14].
One procurement detail that auditors miss all the time. Lock in Mill test report (MTR) traceability clauses when you are sourcing from distributors during shortage periods.
Counterfeit 625, often relabeled 825 or odd off-spec heats, turned up in 4 out of 38 third-party Positive Material Identification audits in 2024. Always verify with X-ray fluorescence testing before anything ships to a job site.
Frequently Asked Questions About Inconel 625
Is Inconel 625 magnetic? No, it isn’t. It stays austenitic (which is a non-magnetic crystal structure) at every temperature you’ll actually run into during service.
The magnetic permeability sits at 1.0006 at room temperature, which is basically the same as air, you really can’t tell them apart. So if a part that’s supposedly Inconel 625 sticks to a magnet, you’ve got either some kind of contamination, a mix-up where someone sent you the wrong grade, or heavy cold work that’s creating little pockets of martensite.
Reject the batch and ask for the mill test report.
What’s the maximum service temperature? For parts that aren’t carrying any load, continuous service tops out at around 982°C[15] (approximately 1800°F[16]). For components that are under stress, you really need to drop that ceiling to approximately 815°C[1], because above that point the metal weakens pretty fast and starts stretching under load.
Short trips up to 1093°C[2] are survivable, but they trigger heavy grain growth and chromium carbide precipitation that you can’t fully reverse unless you do solution annealing at 1093-approximately 1149°C[3].
Can you harden Inconel 625 through heat treatment? Not in the conventional way, no. It gets its strength from solid-solution strengthening, so it isn’t precipitation-hardenable the way alloy 718 is.
You essentially can’t age-harden a finished part to make it stronger. What does happen, and this catches people off guard, is unintended hardening from gamma double-prime and delta phase forming between 650-760°C during long exposure to those temperatures.
That’s embrittlement, basically, not useful strengthening.
Why is it so expensive? Three reasons really stack up here. First, the nickel content is approximately 58%[4]+ (and LME nickel runs approximately $16[5]-19/kg).
Then you’ve got 8-approximately 10% molybdenum (approximately $55[6]-70/kg), and 3.15-approximately 4.15% niobium coming from a supply chain that’s dominated by Brazil’s CBMM. Add in vacuum induction melting plus electroslag remelting, and the mill conversion losses on top of that, and you end up landing at approximately $48[7]-72/kg for plate.
The USGS Mineral Commodity Summaries actually tracks the raw material volatility that drives this pricing.
Is it the same thing as Alloy 625? Functionally, yes. Legally, no. “Inconel” is a registered trademark belonging to Special Metals Corporation.
“Alloy 625,” “Nicrofer 6020,” and “Nickelvac 625” are all equivalent UNS N06625 materials coming from other mills (VDM, Haynes, ATI). Same ASTM B443 specification, and the same performance you’d expect.
Buy based on the UNS number, not the brand name.
Grade 1 vs Grade 2 anneal, what’s actually the difference?
- Grade 1 (annealed, soft): Annealed at 925-approximately 1038°C[8]. It’s optimized for service below approximately 600°C[9]. You get higher ductility but lower creep resistance. Use it for marine, chemical, and cryogenic applications.
- Grade 2 (solution annealed): Treated at 1093-approximately 1204°C[10]. Coarser grain structure, and much better creep strength above approximately 600°C[11]. Specify this one for aerospace exhaust, gas turbine, and high-temperature pressure vessels per ASME Section VIII.
Mixing these two up causes real failures in the field. A Grade 1 part used in a approximately 700°C[12] application will creep two to three times faster than Grade 2 would.
Key Takeaways and How to Specify Inconel 625 Correctly
Direct answer: A correct Inconel 625 purchase order names the ASTM/AMS standard, the grade (Grade 1 annealed or Grade 2 solution-annealed), the product form, NDT acceptance criteria, and mill certification scope. Skip any of these and you’ll get material that’s technically “625” but wrong for your service condition.
The decision framework in five lines
- Properties: approximately 827 MPa[13] tensile, oxidation resistance to approximately 980°C[14], chloride pitting immunity — pick 625 when you need all three at once.
- Machining: 15-25 m/min surface speed, feed above approximately 0.15 mm[15]/rev, rigid setup, flood coolant. Never dwell.
- Welding: ERNiCrMo-3 filler, interpass below approximately 175°C[16], heat input under 1.5 kJ/mm to suppress Laves phase.
- Additive: Stress-relieve at approximately 870°C[1] minimum; expect 10-approximately 15%[2] lower creep life than wrought until HIP’d.
- Alternatives: Drop to 825 for sulfuric service, jump to C-276 for reducing acids, switch to 718 when room-temp how much usable material is produced above approximately 1000 MPa[3] is non-negotiable.
What to put on the purchase spec
- Standard and grade: ASTM B443 Grade 1 (annealed, approximately 1040°C[4] minimum) for plate, AMS 5599 for sheet, AMS 5666 for bar, ASTM B704 for welded tube. State Grade 1 vs Grade 2 explicitly — Grade 2 is solution-annealed at approximately 1093°C[5] for higher creep service.
- Heat treatment condition: Annealed, solution-annealed, or stress-relieved. Don’t leave this to the mill’s discretion.
- NDT requirements: Ultrasonic testing per ASTM A388, dye penetrant per ASTM E165, and for critical aerospace work, eddy current per AMS 2645.
- Mill certification: EN 10204 Type 3.1 minimum; demand 3.2 (third-party witness) for nuclear, subsea, or AS9100 aerospace lots. Insist on full heat traceability — heat number stamped, ladle chemistry, mechanical test bar results.
- Surface and dimensional: Specify pickled-and-passivated finish for corrosion service; raw mill scale leaves chromium-depleted zones.
- Country of melt and pour: The 2021 melt-and-pour rules under the DFARS specialty metals clause matter for any U.S. Defense end-use.
When to call a metallurgist before ordering
Three scenarios justify a paid consult: service above approximately 650°C[6] with cyclic loading (creep-fatigue interaction shortens life by 40-approximately 60%[7] versus monotonic data), exposure to wet HF or mixed-acid environments, and any AM build where post-processing is undefined. The approximately $1,500[8]-3,000 consulting fee saves six-figure recalls.
For published property baselines, the Special Metals Inconel 625 datasheet remains the reference document the entire industry cross-checks against.
References
- [1]en.wikipedia.org
- [2]specialmetals.com
- [3]hightempmetals.com
- [4]aircraftmaterials.com
- [5]asm.matweb.com
- [6]rolledalloys.com
- [7]neonickel.com
- [8]en.wikipedia.org/wiki/Inconel_625
- [9]specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-625.pdf
- [10]aircraftmaterials.com/data/nickel/inconel625.html
- [11]rolledalloys.com/products/nickel/alloy-625/
- [12]youtube.com/shorts/6CLXALAZAnw
- [13]hightempmetals.com/techdata/hitempInconel625data.php
- [14]neonickel.com/technical-resources/inconel-alloy-625-vs-inconel-alloy-718
- [15]mcmaster.com/products/inconel-625/
- [16]azom.com/article.aspx








