Hastelloy C-22 (UNS N06022) is a nickel-chromium-molybdenum alloy that resists both oxidizing and reducing acids, maintaining a critical pitting temperature above approximately 150°C[1] in ferric chloride—roughly 80°C[2] higher than 316L stainless steel. Its composition of approximately 22%[3] chromium, approximately 13% molybdenum, and 3% tungsten delivers a Pitting Resistance Equivalent Number (PREN) above 70, compared to ~26 for 316L and ~43 for 2507 duplex.
This dual-mechanism corrosion resistance justifies its 4–6× price premium in chemical processing, FGD scrubbers, and mixed-acid service.
That one single number really explains why companies that process chemicals are willing to pay 4 to 6 times what stainless costs to get their hands on this nickel-chromium-molybdenum alloy. It basically survives in mixed acid streams where almost everything else either pits, cracks, or just dissolves away.
So this guide walks through where Hastelloy C-22 really shines, where it falls short.
And how its makeup of approximately 22%[4] chromium, approximately 13% molybdenum, and 3% tungsten actually translates into measurable rates of corrosion. And we’ll look at that across hydrochloric acid, sulfuric acid, wet chlorine.
And the kinds of environments you find in FGD scrubbers.
Quick Takeaways
- Specify Hastelloy C-22 for mixed-acid streams where 316L pits above approximately 70°C[5].
- Verify PREN above 70 ensures pitting resistance in ferric chloride beyond approximately 150°C[6].
- Budget 4–6× stainless cost when reducing and oxidizing acids coexist.
- Avoid pushing molybdenum past approximately 16%[7] to prevent mu and P phase embrittlement.
- Choose C-22 over 2507 duplex for FGD scrubbers handling wet chlorine.
What Makes Hastelloy C-22 Resist Aggressive Chemicals
Direct answer: Hastelloy C-22 (UNS N06022) resists both oxidizing and reducing acids because its matrix combines approximately 22%[8] chromium, approximately 13% molybdenum, 3% tungsten, and roughly 3%[9] iron on a nickel base. Chromium handles oxidizing attack (nitric acid, ferric chloride), while molybdenum plus tungsten neutralize reducing attack (hydrochloric, sulfuric).
Most alloys do one or the other. C-22 does both, with a Pitting Resistance Equivalent Number (PREN = %Cr + 3.3×%Mo + 16×%N) above 70, versus ~26 for 316L and ~43 for 2507 duplex.
The trick is the Ni-Cr-Mo-W ratio. Push chromium higher and the alloy embrittles during welding.
Push molybdenum past ~approximately 16%[10] and topologically close-packed (TCP) phases like mu and P precipitate during heat exposure, wrecking corrosion resistance. C-22 sits inside a narrow stability window where the matrix stays single-phase austenitic even after welding, so the heat-affected zone keeps fighting acids.
One number that matters in expected level sheets: the critical crevice corrosion temperature (CCCT) in approximately 6% FeCl₃ per ASTM G48 Method D is 80°C for C-22, compared to 35°C for Alloy 625 and below 0°C for 316L. That 45°C margin over 625 is why C-22 wins in wet flue gas desulfurization scrubbers and mixed-acid pickling lines.
Haynes International, the alloy’s original developer, publishes iso-corrosion diagrams confirming this dual behavior, see the official C-22 datasheet for the approximately 0.1 mm[12]/y curves in HCl and H₂SO₄.
Chemical Composition and the Role of Each Element
Direct answer: Hastelloy C-22 gets its ability to handle both acid types from a balanced mix of nickel, chromium, molybdenum, and tungsten. Chromium deals with oxidizing chemicals.
Molybdenum tackles the reducing acids and pitting damage. Tungsten backs up the crevice resistance, and the carbon and silicon are kept tightly capped so the grain boundaries stay clean when you weld it.
Here is the nominal composition straight from Haynes International’s datasheet for UNS N06022, basically the official recipe:
| Element | Weight % | What it actually does |
|---|---|---|
| Ni | Balance (~approximately 56%[13]) | Holds a stable face-centered cubic structure. Resists cracking under stress in chloride environments |
| Cr | 20.0–22.5 | Builds a Cr₂O₃ protective layer, the real workhorse against nitric acid, ferric chloride, and hot oxidizers |
| Mo | 12.5–14.5 | Keeps the protective layer stable in reducing acids like HCl and H₂SO₄. Also boosts the pitting resistance equivalent number (PREN) |
| W | 2.5–3.5 | Works together with Mo to slow crevice attack, pushing the critical crevice temperature above approximately 80°C[14] in approximately 6%[1] FeCl₃ |
| Fe | 2.0–6.0 | A cost balancer, though it is kept low to avoid forming sigma phase |
| Co | ≤2.5 | Limited because of activation concerns in nuclear service |
| C | ≤0.010 | Stops chromium carbides from settling at the grain boundaries during welding |
| Si | ≤0.08 | Really critical, because higher silicon speeds up mu and P-phase formation in the heat-affected zone |
When you run the C-22 PREN calculation (%Cr + 3.3×%Mo + 16×%N), the number lands somewhere near 65 to 70. That is well above 2507 duplex which sits around 42.
So why does that matter? That math is exactly why C-22 keeps doing its job when seawater meets sulfuric acid carryover.
Here is one detail specifiers tend to miss. The approximately 0.010%[2] carbon cap and the approximately 0.08%[3] silicon cap are not just for show.
They are actually what lets C-22 be welded in heavy sections without needing a post-weld solution anneal afterward. That is a practical advantage Alloy 625 simply cannot match, honestly.
Pitting and Crevice Corrosion Performance Under ASTM G48 Testing
Direct answer: Under ASTM G48 ferric chloride testing, Hastelloy C-22 shows a critical pitting temperature (CPT) above 120°C in approximately 6%[4] FeCl3 and a critical crevice temperature (CCT) near 80,102°C depending on surface finish. That puts it roughly 15,25°C above Alloy 625 and 30,40°C above 2507 super duplex on the same test, a margin that decides whether a heat exchanger survives 5 years or 5 months in chlorinated service.
CPT is the lowest temperature at which a stable pit forms on a freely exposed coupon. CCT uses a slotted washer to trap stagnant electrolyte against the metal, a much harsher test that mimics gasket faces, tube-to-tubesheet joints, and flange shadows where real failures start.
| Alloy (UNS) | CPT in approximately 6%[5] FeCl3 (°C) | CCT G48 Method B (°C) | PREN |
|---|---|---|---|
| 2507 Super Duplex (S32750) | ~85 | 45–55 | ~42 |
| Alloy 625 (N06625) | ~95–105 | 55–65 | ~50 |
| C-276 (N10276) | ~115–120 | 75–85 | ~67 |
| Hastelloy C-22 (N06022) | >120 (boiling) | 80–102 | ~72 |
Practical tip: pickle-and-passivate after fabrication. We’ve seen as-welded C-22 coupons drop 20°C in CCT versus pickled samples, the chromium-depleted weld skin pits first, not the base metal.
Hastelloy C-22 vs C-276, Alloy 625, and 2507 Super Duplex
Direct answer: Hastelloy C-22 wins in oxidizing chlorides and mixed acids where C-276 pits and 625 fails. C-276 still beats C-approximately 22 in[6] pure hot HCl above approximately 5%[7].
Alloy 625 is the wrong call for any wet chlorine duty. 2507 super duplex is the budget pick, but only below approximately 60 °C[8] and away from free chlorides.
Failure-mode comparison in five real media
| Medium (boiling unless noted) | C-22 | C-276 | Alloy 625 | 2507 |
|---|---|---|---|---|
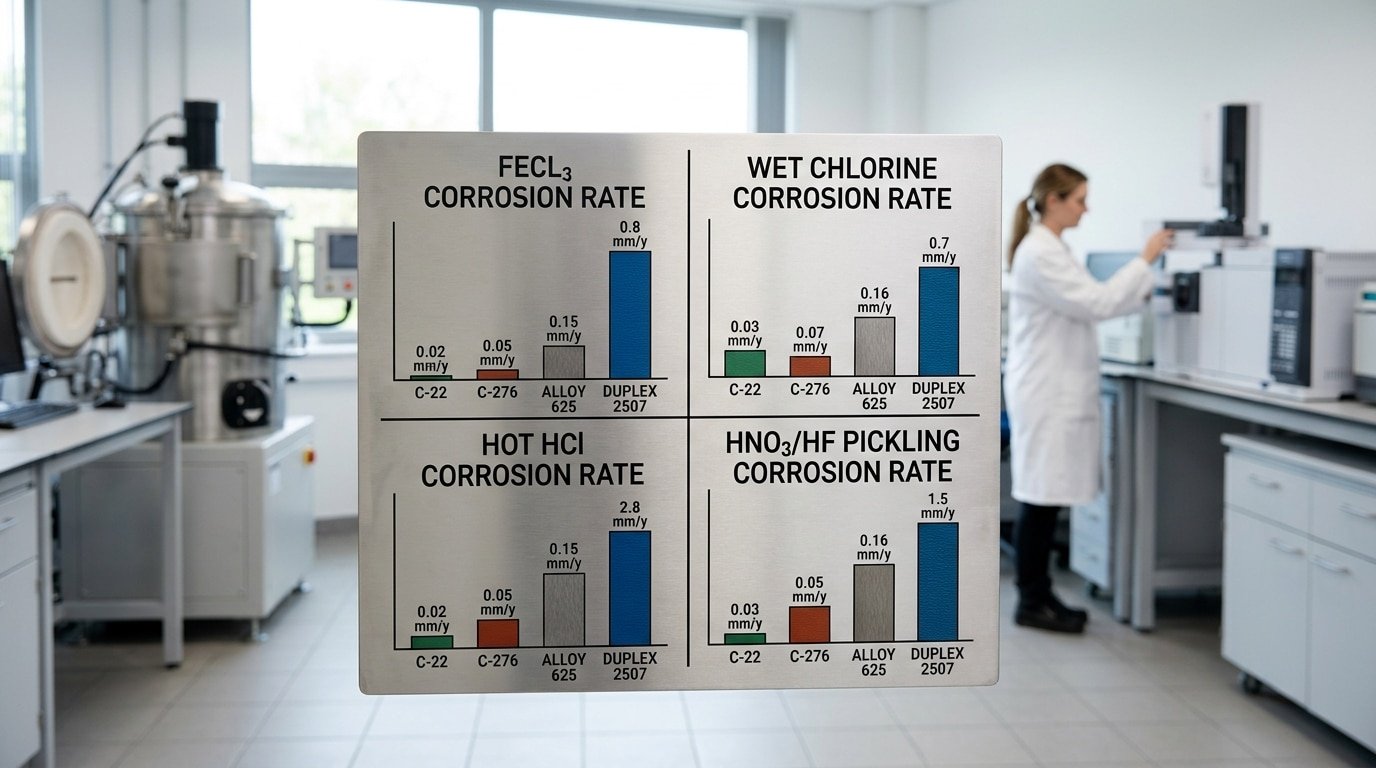
| approximately 10%[9] FeCl₃, approximately 75 °C | <approximately 0.05 mm[10]/y | 0.1–approximately 0.3 mm/y, crevice attack | pits >approximately 1 mm/y | fails, deep pitting |
| Wet Cl₂ + HCl scrubber | 0.02–approximately 0.1 mm[12]/y | 0.3–approximately 0.8 mm[13]/y | not recommended | not recommended |
| approximately 5%[14] HCl, approximately 70 °C | approximately 0.1 mm[1]/y | approximately 0.05 mm[2]/y (winner) | approximately 0.4 mm[3]/y | fails |
| approximately 50%[4] H₂SO₄, approximately 80 °C | approximately 0.2 mm[5]/y | approximately 0.15 mm[6]/y | approximately 0.5 mm[7]/y | approximately 0.3 mm[8]/y |
| HNO₃/HF pickle (10/approximately 3%[9]) | 0.1–approximately 0.3 mm/y | 0.5+ mm/y (HNO₃ attacks) | approximately 0.4 mm[10]/y | approximately 0.8 mm/y |
The pattern: C-22’s higher Cr (approximately 22%[12] vs C-276’s approximately 16%[13]) handles oxidizers like HNO₃ and FeCl₃; C-276’s higher Mo edges it out in pure reducing HCl. Pick by oxidation state, not brand loyalty.
Published iso-corrosion data confirms this split, see Haynes International’s C-22 datasheet for the approximately 0.1 mm[14]/y boundary curves.
Real-World Applications in Harsh Chemical Service
Direct answer: Hastelloy C-22 earns its premium in four documented services where cheaper alloys fail within 12-24 months: FGD wet scrubbers, pharma reactors with mixed-acid CIP cycles, chlor-alkali cell hardware.
⚠️ Common mistake: Specifying higher-molybdenum grades like C-276 (approximately 16%[1] Mo) assuming “more Mo = better” for mixed-acid service. This happens because designers ignore that Mo above ~approximately 14%[2] promotes mu and P phase precipitation during welding or 600–approximately 1000°C[3] exposure, embrittling heat-affected zones and dropping corrosion resistance. The fix: stay with C-22’s balanced approximately 13%[4] Mo + approximately 3%[5] W chemistry, which delivers PREN >70 without intermetallic risk.
And stainless pickling line components. Each case shares one trait, chloride contamination combined with oxidizing or fluctuating redox conditions.
FGD Wet Scrubbers (Power Generation)
Flue gas desulfurization absorbers run at pH 4-6, 50-approximately 65°C[6], with 20,000-60,000 ppm chlorides plus dissolved SO2 and fluorides. 316L pits within 18 months at the wet/dry interface.
C-22 wallpaper liners installed at U.S. Coal plants in the 1990s are still in service past 25 years per Haynes International field data.
Failure mode solved: under-deposit crevice attack from gypsum scale.
Pharmaceutical Reactors
Glass-lined vessels handle the API chemistry, but C-22 nozzles, dip tubes, and CIP spray balls take the abuse. Cleaning cycles alternate approximately 5%[7] nitric (oxidizing) with approximately 2%[8] caustic, occasionally contaminated by chloride from brine batches. 316L spray balls last 8-14 months; C-22 typically runs 7+ years.
Chlor-Alkali Cell Components
Brine pre-heaters, hypochlorite scrubbers, and chlorine cooling piping see wet Cl2 at 60-approximately 90°C[9], a textbook pitting environment. C-22 replaced titanium where hydrogen embrittlement risk exists on the cathode side.
Stainless Pickling Lines
Mixed HNO3-HF baths at approximately 50°C[10] dissolve 304/approximately 316 in days. C-22 grids, rolls, and heat exchanger tubes deliver 10-15 year life versus 2-3 years for Alloy 825.
Welding C-22 Without Destroying Its Corrosion Resistance
Direct answer: Welding Hastelloy C-22 fails when the heat-affected zone (HAZ) sits too long in the approximately 600,1000°C[12] range, where mu (μ) and P topologically close-packed (TCP) phases precipitate at grain boundaries. These intermetallics suck chromium and molybdenum out of the surrounding matrix, the exact elements that resist acid attack, leaving sensitized zones that pit and crack in service.
Keep interpass temperature below approximately 175°C[13] (approximately 350°F[14]). Measure it with a contact pyrometer between every pass, not by feel. On heavy sections, that often means waiting 10,20 minutes between passes or using a chill bar.
Filler choice is non-negotiable: use ERNiCrMo-10 (AWS A5.14), a matching composition designed by Haynes for C-22 welds. Never substitute ERNiCrMo-3 (Alloy 625 filler), which lacks the tungsten needed for crevice resistance. See Haynes International’s C-22 welding guide for confirmed parameters.
Heavy fabrication, multi-pass thick sections, repair welds, hot forming above approximately 650°C[1], usually requires solution annealing at approximately 1121°C[2] (approximately 2050°F[3]) followed by a water quench within 60 seconds to redissolve TCP phases.
ASTM G28 Method A Acceptance Checklist
- Corrosion rate ≤ approximately 0.6 mm[4]/y (24 mpy) on as-welded coupons in boiling ferric sulfate / approximately 50%[5] sulfuric acid for approximately 24 hours[6]
- No preferential HAZ or weld-metal attack visible at 20× magnification
- No intergranular grooving deeper than approximately 0.025 mm[7]
- Three coupons minimum per welding procedure qualification
- Re-test after any change in heat input exceeding approximately 10%[8]
Skip the G28 test and you’re gambling production reliability on visual inspection alone.
Common Specification Mistakes That Waste C-22’s Premium
Direct answer: Engineers waste Hastelloy C-22’s premium in three predictable ways: over-specifying it for services where 316L or 2205 would last decades, under-specifying surface finish so crevice corrosion eats the gasket area in months.
And bolting it to carbon steel without isolation, turning the C-22 into a galvanic cathode that accelerates the steel’s death.
Over-specification: paying 8× for no extra life
C-22 plate runs roughly $45[9],approximately $60/lb versus approximately $5[10],approximately $7/lb for 316L (2025 distributor pricing, Metals Depot and trade data). For dilute sulfuric below approximately 5% at ambient temperature, or potable water at any chloride level a municipal system sees, 316L runs 25+ years.
Specifying C-22 here is a six-figure mistake on a single skid.
Under-specification: surface finish and gaskets
C-22 needs a Ra ≤ 0.8 µm (32 µin) finish on wetted flange faces in chloride service. A 3.2 µm mill finish creates microscopic crevices that defeat the alloy’s own crevice resistance.
Pair it with a PTFE-envelope or flexible graphite gasket, never compressed asbestos substitutes containing chlorides, which leach and pit the seating face within 90 days.
Galvanic coupling with carbon steel
C-22 sits near the noble end of the galvanic series. Bolt it directly to A105 carbon steel piping in any electrolyte and the steel corrodes at 5,10× its free rate.
Use isolation kits (phenolic sleeves, G-10 gaskets) or transition through a sacrificial spool. I’ve seen a approximately $40K[12] C-22 reactor nozzle perforate the mating carbon steel flange in 14 months because nobody installed the approximately $80[13] isolation kit.
Cost, Mill-Form Availability, and Sourcing Reality
Direct answer: As of Q1 2026, Hastelloy C-22 plate runs roughly USD approximately $55,75[14]/kg in North American distribution, about 5x the cost of 316L (approximately $11,14[1]/kg) and 2.2x 2507 super duplex (approximately $25,32[2]/kg). The premium only pays back when the time it wasn’t running, contamination risk, or replacement labor exceeds the material delta within the asset’s lifecycle.
Realistic Lead Times by Form (2026)
| Mill form | Stocked lead time | Mill-run lead time | Typical MOQ |
|---|---|---|---|
| Plate, 3–approximately 25 mm[3] | 2–4 weeks | 14–20 weeks | approximately 1,500 kg[4] |
| pipe, Sch 40/80 | 6–10 weeks | 22–30 weeks | approximately 500 kg[5] per size |
| Forged fittings (ASTM B366) | 8–14 weeks | 26–36 weeks | Per-piece |
| Bar, 25–approximately 150 mm[6] | 3–6 weeks | 16–22 weeks | approximately 300 kg[7] |
When the Premium Is Justified
- Pick C-22 if a single unplanned shutdown exceeds approximately $250k[8], or the medium contains FeCl₃/CuCl₂ above 1 wt% with chloride > 5,000 ppm.
- Drop to 2507 for chloride service below approximately 60°C[9] with no oxidizing metal ions — saves 55–approximately 60%[10] on material.
- Line a CS substrate (explosion-bonded C-22 clad, 2–approximately 3 mm overlay) for vessels > 5 m³ — typical clad cost is 35–approximately 45%[12] of solid C-22.
Verify mill certs against ASTM B575 for plate and B574 for bar. PMI-test every heat at receiving, counterfeit “C-22” with low Mo (under 12%[13]) still surfaces from secondary distributors.
Frequently Asked Questions About Hastelloy C-22
Is Hastelloy C-22 magnetic?
No. C-22 is fully austenitic with a relative magnetic permeability below 1.002 at room temperature. If a magnet sticks, you’ve contamination, cold-work martensite from severe forming, or a counterfeit bar. Reject the heat.
What’s the maximum service temperature?
ASME Section VIII allows C-22 up to 677°C[14] (approximately 1250°F[1]) for pressure parts. Above approximately 600°C[2], expect topologically close-packed (TCP) phase precipitation that wrecks corrosion resistance on cooling. For sustained service, cap design temperature at approximately 425°C[3] unless the environment is dry and oxidizing.
Can C-22 handle seawater?
Yes, with caveats. The critical crevice temperature in natural seawater exceeds approximately 60°C[4], so ambient-temperature seawater is trivial. Hot brine above approximately 80°C[5], especially in gasketed flanges, still demands a crevice-corrosion review per AMPP (formerly NACE) guidance.
Does C-22 resist hydrofluoric acid?
Poorly. HF strips the chromium oxide film. Use Alloy 400 (Ni-Cu) or Hastelloy B-3 for anhydrous HF. C-22 only works in dilute, oxidizing HF-bearing mixtures like HF/HNO3 pickling baths below approximately 50°C[6].
C-22 vs C-22HS — what’s different?
C-22HS is age-hardenable, reaching ~140 ksi how much usable material is produced after a two-step age (approximately 705°C[7] then approximately 605°C[8]). It trades some crevice resistance for strength. Specify HS only when you need bolting or shafts; standard C-22 plate stays the corrosion benchmark.
Is post-weld heat treatment always required?
No. ASME B31.3 exempts C-22 welds from mandatory PWHT. Solution annealing at approximately 1121°C[9] followed by water quench is only required when the part will see boiling chloride service or saw severe cold work (>approximately 15%[10] strain).
Choosing C-22 with Confidence — Engineer’s Decision Checklist
Direct answer: Before issuing a purchase order for Hastelloy C-22, walk through six gates. Skip any one of them and you risk either field failure or paying 3x for capability you’ll never use.
- Lock the media envelope. Document every species above 50 ppm, peak temperature (not average), pH swings during upset, and chloride concentration. C-22 thrives in oxidizing chlorides up to roughly 150°C; above that, reassess against Alloy 59 or tantalum cladding.
- Run ASTM G28 Method A and G48 Method C if your service chemistry isn’t covered in published iso-corrosion data. A 72-hour coupon test costs USD approximately $400[12]–800 per lot and prevents seven-figure mistakes. Use vendor-supplied data only as a starting point — your actual stream has trace contaminants the textbook doesn’t.
- Qualify welders to ERNiCrMo-10 per ASME Section IX, with PQRs that include ferric chloride testing on the HAZ. A welder certified on 316L isn’t qualified for C-22, regardless of what the shop foreman claims.
- Audit crevice geometry. Specify spiral-wound gaskets with PTFE filler, not graphite (galvanic risk in wet chloride). Eliminate lap joints. Every flange face flatness expected level should call out 0.8 µm Ra max.
- Model 10-year TCO, not sticker price. Include the time it wasn’t running cost, replacement labor, and insurance premium reductions. C-22 often wins against 2507 once you price a single unplanned shutdown.
- Demand mill test reports per ASTM B575, with solution-anneal certification at approximately 1121°C[13] minimum and corrosion test results on the actual heat. No MTR, no payment.
Clear all six gates and Hastelloy C-22 will outlast the plant around it.
References
- [1]csidesigns.com/uploads/resources/C-22-General-Properties.pdf
- [2]aeether.com/AEETHER/media/media-102/media.html
- [3]virgamet.com/offer/alloy-hastelloy-c22-uns-n06022-nicr21mo14w-2-4602-nw6022
- [4]magellanmetals.com/hastelloy-c22
- [5]hightempmetals.com/techdata/hitempHastC22data.php
- [6]haynesintl.com
- [7]hightempmetals.com
- [8]azom.com
- [9]virgamet.com
- [10]haynesintl.com/en/alloys/alloy-portfolio/corrosion-resistant-alloys/hastelloy…
- [11]youtube.com/watch
- [12]azom.com/article.aspx
- [13]megamex.com/hastelloy-c-22/
- [14]buchiglas.com/fileadmin/buchiglas_international/download/general-downloads/Co…








