Choosing between 3003, 5052, 6061, 6063, 5083, and 7075 can feel harder than it should. Strength, weldability, bend radius, corrosion, tempers—each decision trades something off. Pick wrong, and you risk cracked bends, warped panels, porous welds, or premature corrosion.
Here’s the deal: most teams really want a quick, credible reference to the most common aluminum alloys plus when to use which—and how to avoid the most expensive mistakes, especially around welding and bending.
Key takeaways
- The most common aluminum alloys for general fabrication are 6061, 5052, and 3003; 6063 (architectural), 5083 (marine), and 7075 (high‑strength) fill niche but important roles.
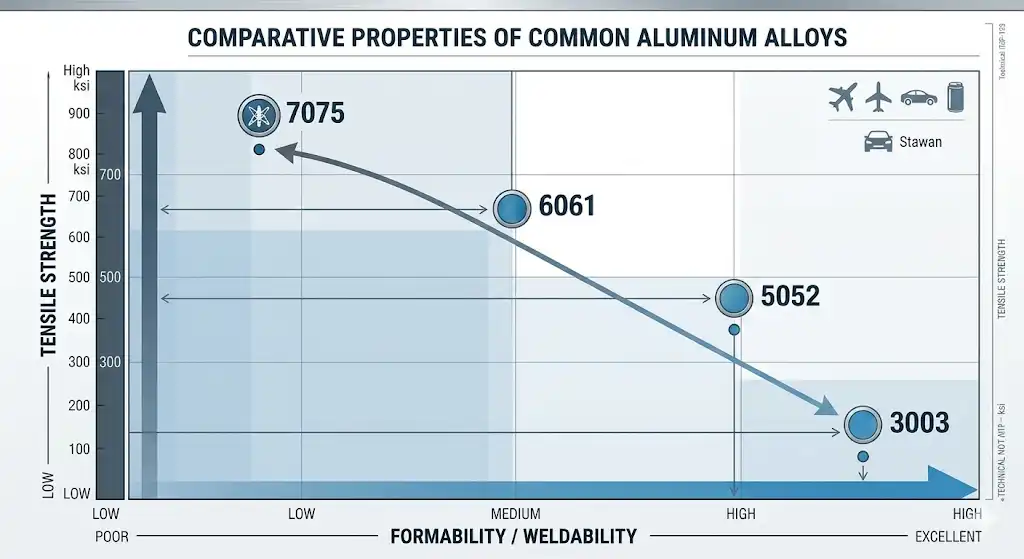
- If tight bends and corrosion resistance matter, 5052‑H32 usually beats 6061‑T6; if higher strength and broad extrusions matter, 6061 is the versatile workhorse.
- Weldability differs: 5xxx alloys (5052/5083) generally weld very well; 6xxx (6061/6063) weld well but soften in the HAZ; 7xxx (7075) is crack‑prone by arc and typically avoided.
- Temper codes control bendability and strength. O/H tempers favor forming; T temper (e.g., T6) favors strength but needs larger bend radii.
- Prevent porosity and cracking by removing oxide thoroughly, using the right filler (e.g., ER4043 or ER5356), and controlling heat input.
How we chose (methodology and sources)
We ranked the most common aluminum alloys using these weighted criteria:
- Usage prevalence and availability (20)
- Weldability across GMAW/GTAW/laser (18)
- Formability/bendability at common tempers (14)
- Strength‑to‑weight for structural use (12)
- Corrosion resistance, including marine performance (12)
- Surface prep tolerance and oxide regrowth behavior (12)
- Total cost of ownership (material + rework risk) (12)
Definitions for alloy series, temper systems, and general processing behaviors follow the guidance in the resource titled the ASM International Aluminum & Alloys Subject Guide (2023–2026), which frames series and temper effects on welding and forming. For standards context and marine/temper references, see the Aluminum Association’s industry standards portal.
- According to the ASM International overview Aluminum & Alloys Subject Guide (2023–2026 updates), series and temper systems frame properties and welding/forming behavior: ASM International — Aluminum & Alloys Subject Guide
- Industry standards context and marine/temper classifications are maintained by the Aluminum Association: Aluminum Association — Industry Standards
Quick comparison of the most common aluminum alloys
| Alloy | Series | Heat‑treatable | Weldability | Formability | Strength (typical) | Corrosion resistance | Best for | Notes/limits |
|---|---|---|---|---|---|---|---|---|
| 6061 | 6xxx (Al‑Mg‑Si) | Yes (T) | Good; HAZ softening; ER4043/ER5356 | Moderate (tight bends poor in T6) | Structural‑capable in T6 | Good general | Versatile structural sheet/extrusions | Needs larger bend radii in T6; post‑weld strength loss |
| 5052 | 5xxx (Al‑Mg) | No (H) | Very good; ER5356 common | Excellent (H32 bends tight) | Moderate | Very good; splash/marine‑adjacent | Formed sheet, tanks, enclosures | Lower strength than 6xxx; non‑HT |
| 3003 | 3xxx (Al‑Mn) | No (H) | Good | Excellent | Low‑moderate | Good | General‑purpose sheet, HVAC | Not for high loads; not true marine grade |
| 6063 | 6xxx (Al‑Mg‑Si) | Yes (T) | Good | Good; great extrudability | Moderate (below 6061) | High resistance | Architectural extrusions | Lower strength vs 6061 |
| 5083 | 5xxx (Al‑Mg‑Mn) | No (H) | Good; manage heat input | Fair–good (plate) | Higher among non‑HT | Excellent (marine tempers) | Marine hull plate, structures | Sensitization/SCC risks if overheated |
| 7075 | 7xxx (Al‑Zn‑Mg‑Cu) | Yes (T) | Poor by arc (crack‑prone) | Fair | Very high (T6)/lower in T73 | Fair; SCC concerns | High‑strength machined parts | Generally avoided for fusion welding |
Tip: Use this table as a screening tool for the types of aluminum you’ll consider, then check temper‑specific datasheets before locking specs.
The list: most common aluminum alloys ranked with best‑for picks
1) 6061 — Best overall balance for structural sheet and extrusions
- Series & key elements: 6xxx; Al‑Mg‑Si.
- Weldability (GMAW/GTAW/laser): Good across processes; expect HAZ softening after fusion. Common fillers: ER4043 for crack resistance/fluidity; ER5356 when higher as‑welded strength or anodized color match is desired.
- Formability & tempers: Moderate. T6/T651 needs generous bend radii; consider T4 for forming then age to T6 if your process allows.
- Strength snapshot: Solid strength‑to‑weight in T6 for brackets, frames, and machine components.
- Corrosion: Good general atmospheric resistance.
- Machinability & heat treatability: Machines well; heat‑treatable via T tempers.
- Applications & forms: Ubiquitous in plate, bar, and extrusions for fixtures, frames, and enclosures.
- Standards/specs: Widely covered in common ASTM/AA specs.
- Limitations/risks: Post‑weld softening can reduce joint efficiency without PWHT.
- Evidence: See the framing in ASM International — Aluminum & Alloys Subject Guide
2) 5052 — Best for tight bends and corrosion‑resistant sheetwork
- Series & key elements: 5xxx; Al‑Mg.
- Weldability: Very good; ER5356 typically recommended to align Mg chemistry and preserve ductility.
- Formability & tempers: Excellent; 5052‑H32 often achieves tight bends that would crack 6061‑T6.
- Strength snapshot: Moderate; adequate for many enclosures and brackets where extreme loads aren’t present.
- Corrosion: Very good; commonly used around marine splash/salt exposure.
- Machinability & heat treatability: Non‑heat‑treatable; properties via strain hardening.
- Applications & forms: Sheet fabrication, tanks, panels, general formed parts.
- Standards/specs: Common in sheet/coil specs; confirm thickness/gauge availability locally.
- Limitations/risks: Lower strength than 6xxx structural tempers; watch sensitization at elevated temps over time.
- Evidence: See Ryerson — 5052 Aluminum Grade Anatomy (2024)
3) 3003 — Best for easy forming and general‑purpose sheet
- Series & key elements: 3xxx; Al‑Mn.
- Weldability: Good for common fabrication.
- Formability & tempers: Excellent; widely used in H14/H16 for consumer and HVAC parts.
- Strength snapshot: Low‑to‑moderate; not for high‑load structures.
- Corrosion: Good for everyday environments; not a marine‑immersion alloy.
- Machinability & heat treatability: Non‑heat‑treatable; strengthens with H tempers.
- Applications & forms: Thin sheet, coil, spun parts, cookware, ducting.
- Standards/specs: Very common in commodity sheet/coil standards.
- Limitations/risks: Insufficient for structural members or severe chloride exposure.
- Evidence: MatWeb — Aluminum 3003‑H14 datasheet
-
- Mid‑list soft CTA: Building a spec? Save our neutral toolbox:
4) 6063 — Best for architectural extrusions and anodized finish
- Series & key elements: 6xxx; Al‑Mg‑Si.
- Weldability: Good; widely used in frames and glazing systems.
- Formability & tempers: Good forming and outstanding extrudability for complex shapes; excellent anodized cosmetic finish.
- Strength snapshot: Lower than 6061; adequate for architectural members.
- Corrosion: High resistance in outdoor applications.
- Machinability & heat treatability: Heat‑treatable; machines acceptably for profile finishing.
- Applications & forms: Window frames, channels, tubes, custom architectural profiles.
- Standards/specs: Common architectural extrusion specs.
- Limitations/risks: Not the top pick where peak structural strength is required—consider 6061.
- Evidence: Hydro — Alloys for aluminum extrusions
5) 5083 — Best for marine‑grade plate and seawater service
- Series & key elements: 5xxx; Al‑Mg‑Mn.
- Weldability: Good, but manage heat input to avoid sensitization; use compatible Mg‑bearing fillers.
- Formability & tempers: Fair–good in plate; marine tempers like H116/H321 are conditioned for seawater performance.
- Strength snapshot: Among the strongest non‑heat‑treatable alloys.
- Corrosion: Excellent in seawater; a staple for hulls and offshore structures.
- Machinability & heat treatability: Non‑heat‑treatable; machines reasonably in plate.
- Applications & forms: Hull plate, superstructures, marine hardware.
- Standards/specs: Check marine temper callouts (H116/H321) when specifying.
- Limitations/risks: Long exposures to elevated temperature can drive sensitization; avoid excessive heat during fabrication.
- Evidence: For broader standards and marine context, see the Aluminum Association — Industry Standards
6) 7075 — Best for very high‑strength machined parts (with welding caveats)
- Series & key elements: 7xxx; Al‑Zn‑Mg‑Cu.
- Weldability: Generally poor by conventional arc processes—high crack sensitivity and severe HAZ softening. Friction stir welding can be viable in some designs.
- Formability & tempers: Fair; T6 provides peak strength; T73 sacrifices some strength for improved stress‑corrosion cracking resistance.
- Strength snapshot: Very high in T6; competitive with low‑alloy steels on strength‑to‑weight.
- Corrosion: Fair; SCC concerns in T6, mitigated in T73.
- Machinability & heat treatability: Heat‑treatable; machines very well in plate/bar.
- Applications & forms: Aerospace‑class components, high‑load brackets, precision machined parts.
- Standards/specs: Common aerospace/industrial specs; confirm temper per environment.
- Limitations/risks: Avoid fusion welding where possible; manage SCC with temper/finish choices.
- Evidence: Ryerson — 7075 Aluminum Grade Anatomy (2024)
Weldability guidance and common defects to avoid
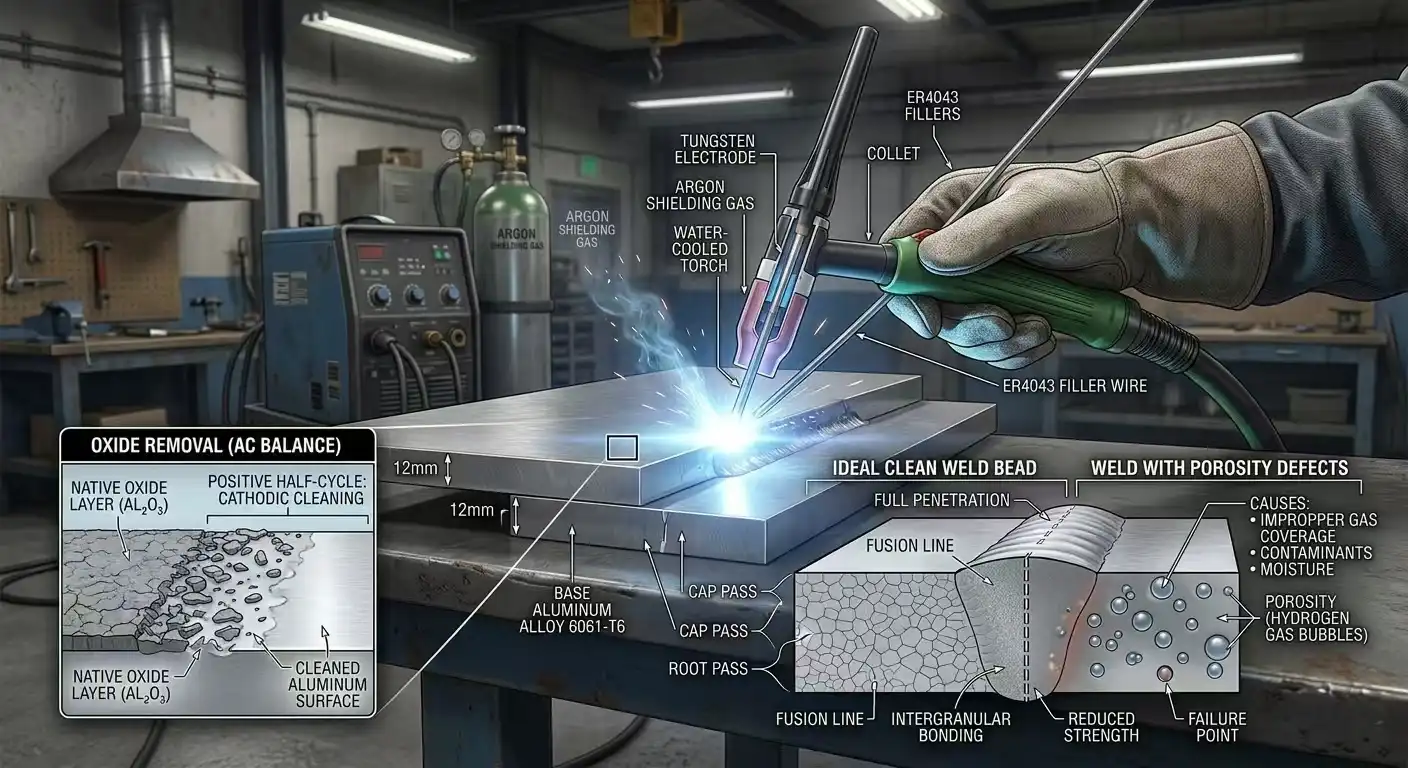
If you only remember three things about aluminum welds, make them these: start with a truly clean surface, pick the right filler, and control heat input. Why? Because porosity, hot cracking, and distortion all spike when any of those slip.
- Surface prep and setup essentials: Aluminum’s oxide melts at a far higher temperature than the base metal and traps contaminants. Use diligent mechanical/chemical prep, clean wire, 100% argon shielding, and push techniques for GMAW/GTAW. See process fundamentals in the AWS Welding Digest article on aluminum GMAW setup.
- Filler selection basics: For 6xxx (e.g., 6061/6063), ER4043 promotes crack resistance and smooth flow; choose ER5356 when higher as‑welded strength or anodized color match is preferred. For 5xxx (e.g., 5052/5083), Mg‑bearing ER5356 is commonly recommended for chemistry compatibility. For an at‑a‑glance comparison of 4043/4943/5356 trade‑offs, review the Hobart Brothers Aluminum Welding Guide.
- Defect avoidance notes: Limit heat to reduce HAZ softening and warping, especially in 6xxx; consider fixturing and sequence to manage distortion; for porous beads, revisit cleaning, gas coverage, and wire handling.
Tempers cheat sheet (O, Hxx, T6 explained)
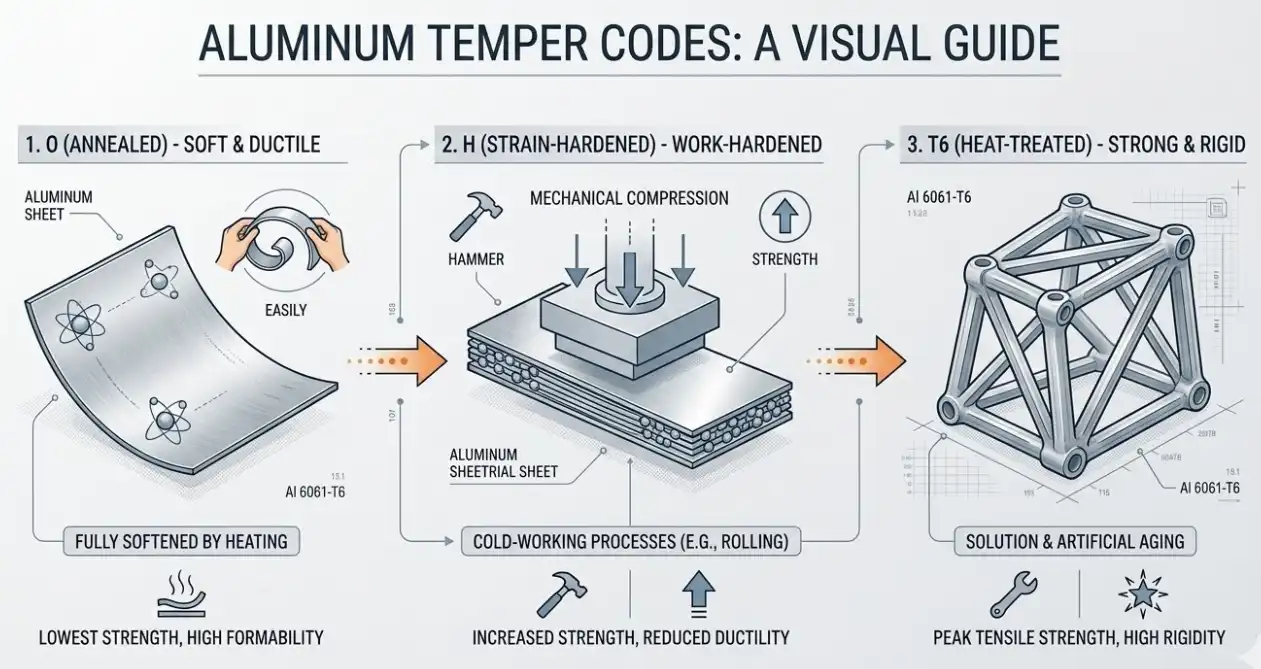
- O (annealed): Softest state with maximum ductility; best for deep forming, then strengthen later if applicable.
- H1x/H3x (strain‑hardened; stabilized variants): Used for non‑heat‑treatable 3xxx/5xxx; higher second digits (e.g., H14 → H18) mean more cold work and higher strength but lower ductility.
- T tempers (heat‑treatable, e.g., T4/T6/T7x): T4 is solution‑treated + naturally aged (better for forming), T6 is solution‑treated + artificially aged (peak strength, poorer bendability), and T7x is over‑aged (lower strength, improved toughness/SCC resistance).
Reference: For the authoritative overview of aluminum temper designations, see ASM International — Aluminum & Alloys Subject Guide.
FAQ
What are the most common aluminum alloys and why?
For general fabrication, 6061, 5052, and 3003 dominate due to availability and ease of use. 6063 is favored for architectural extrusions and anodized appearance, 5083 is preferred for marine plate, and 7075 is chosen when very high strength is non‑negotiable. This aligns with how shops shortlist the types of aluminum for common jobs.
5052 vs 6061: which to choose for sheet brackets?
If you need tight bends and strong corrosion resistance, 5052‑H32 is usually the safer pick. If higher structural strength is critical and you can allow larger bend radii (or form in T4 and age), 6061 is compelling—just account for HAZ softening after welding.
What is a marine‑grade aluminum and which alloys qualify?
Marine‑grade usually refers to 5xxx alloys with higher magnesium content and specified tempers for seawater service (e.g., 5083‑H116/H321). They balance weldability with seawater corrosion resistance—ideal for hulls and offshore structures.
Can 7075 be welded? What are the risks?
By conventional GMAW/GTAW, 7075 is typically avoided due to hot‑cracking risk and severe HAZ softening. Specialized approaches like friction stir welding can work in some designs, but evaluate joint efficiency and service environment carefully.
Which tempers matter most for bending and forming?
For bending, O and H tempers (e.g., 5052‑H32) are far more forgiving than T6. If you must use a T6 alloy, increase bend radius substantially—or form in a softer temper and age afterward if your process allows.



