Laser Welding Machines for Cleaner Seams, Faster Fabrication and Reliable Production.
Choose handheld, air-cooled, water-cooled, wire-fed or robotic laser welding equipment for stainless steel, carbon steel, aluminum, galvanized sheet, tubes and production assemblies. Oceanplayer helps match power, cooling, wire feeding and automation to your parts.
- Handheld and robotic systems
- Air-cooled and water-cooled options
- Sample welding test available
Compare Oceanplayer laser welding machine types
Start with how the machine will be used, then compare cooling, power, wire feeding and automation requirements.

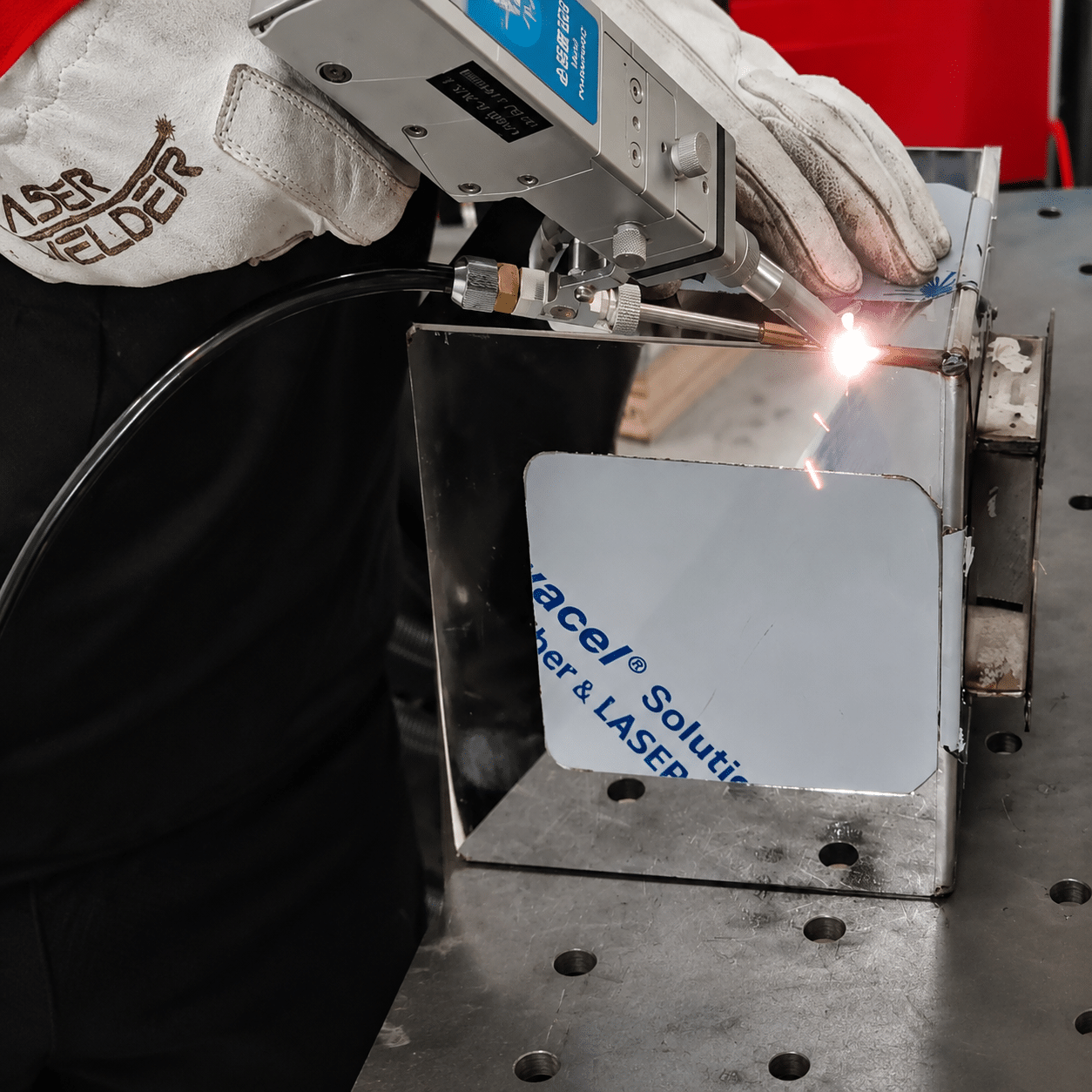
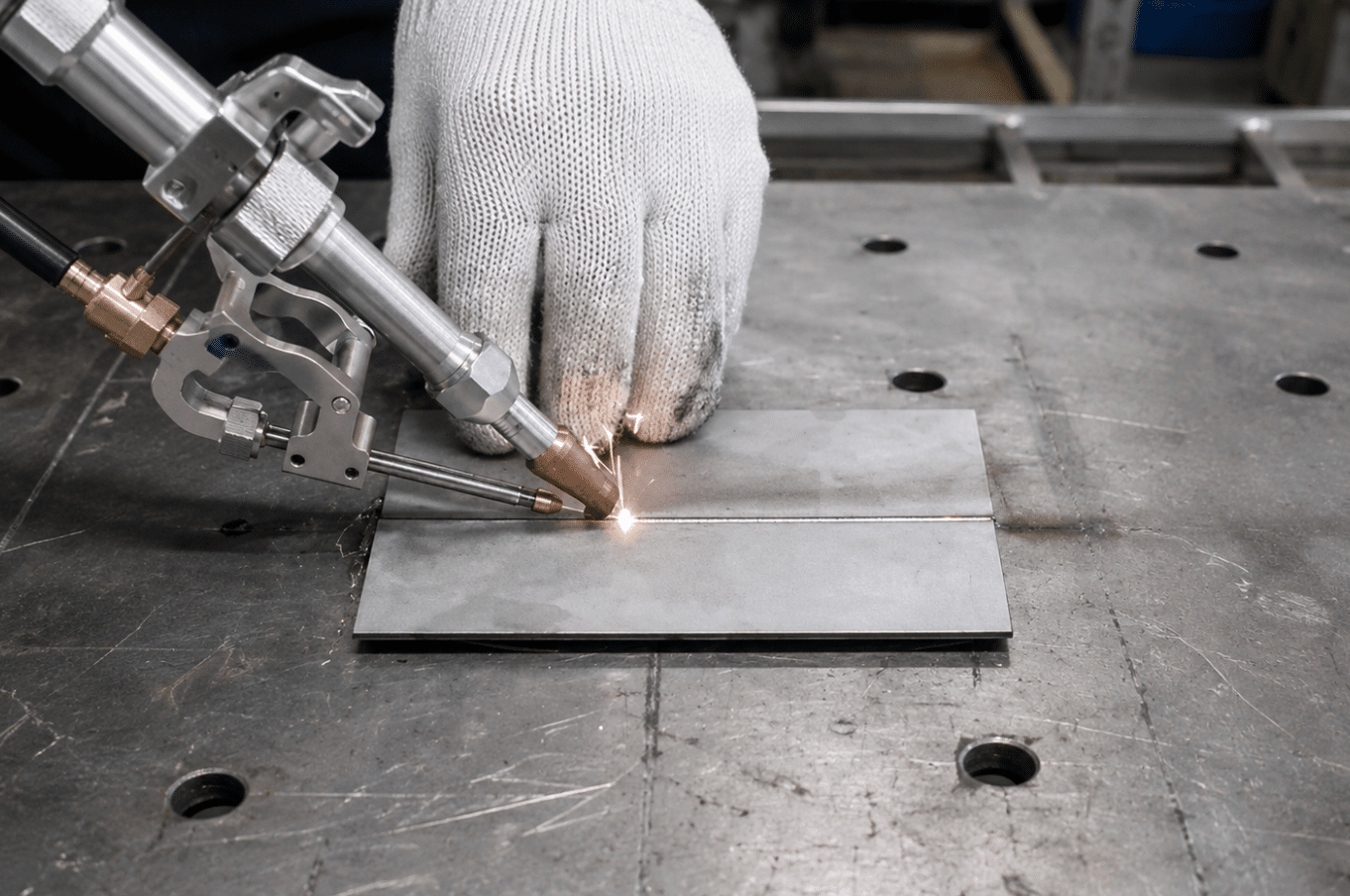
Handheld Laser Welding Machine
Move between workstations and weld sheet metal, frames, cabinets, tubes and repair parts with a hand-guided welding gun.
Explore Handheld Welders
Air-Cooled Laser Welder
Reduce machine size and eliminate the external water chiller for mobile or space-conscious welding work.
Explore Air-Cooled Welders
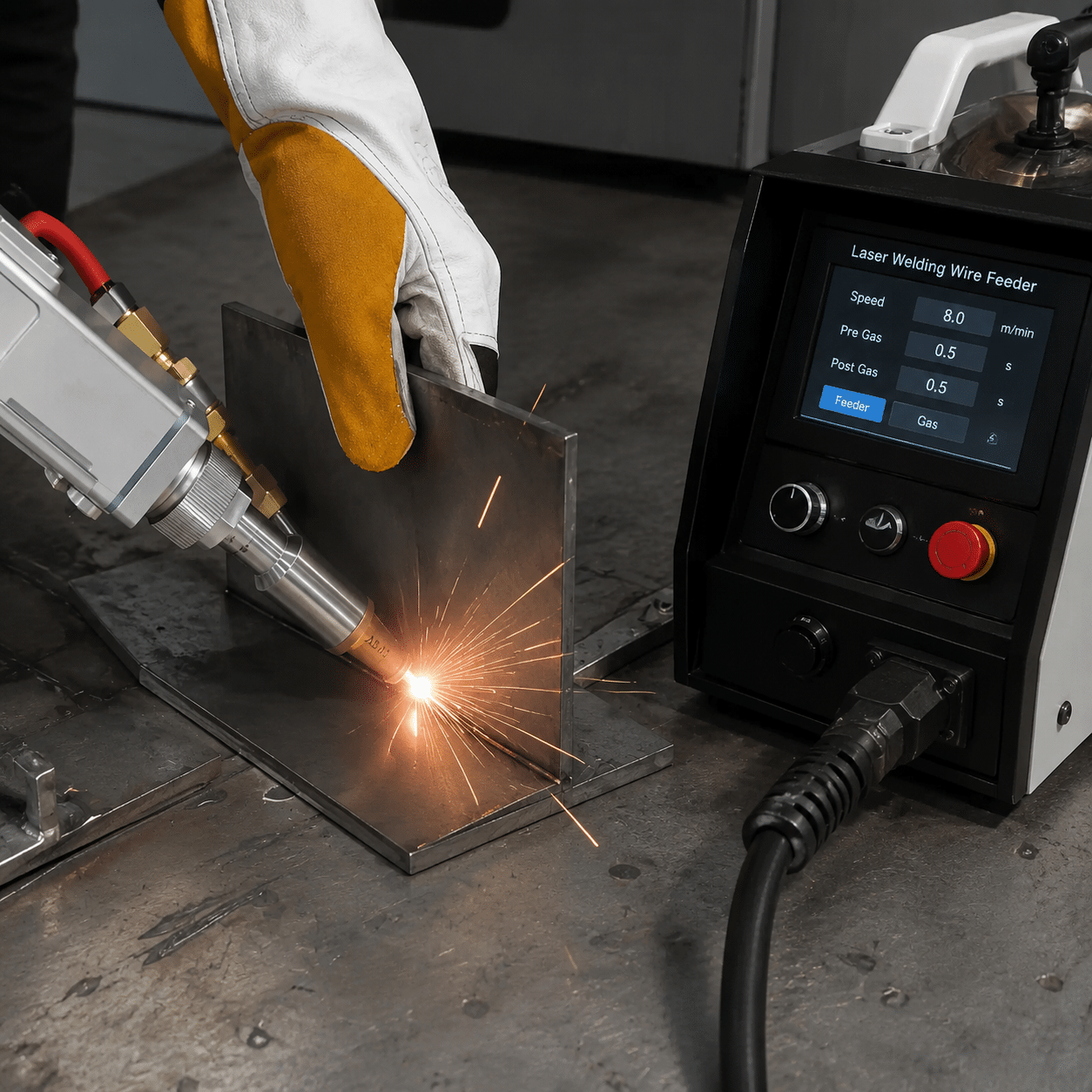
Laser Welder with Wire Feeder
Add filler wire when joints have wider gaps, bead profile needs reinforcement or material matching requires consumable control.
Explore Wire-Fed WeldersPlan the process around material response and joint design
Sample welding should confirm penetration, appearance, strength, deformation, shielding gas and filler wire for the actual part.
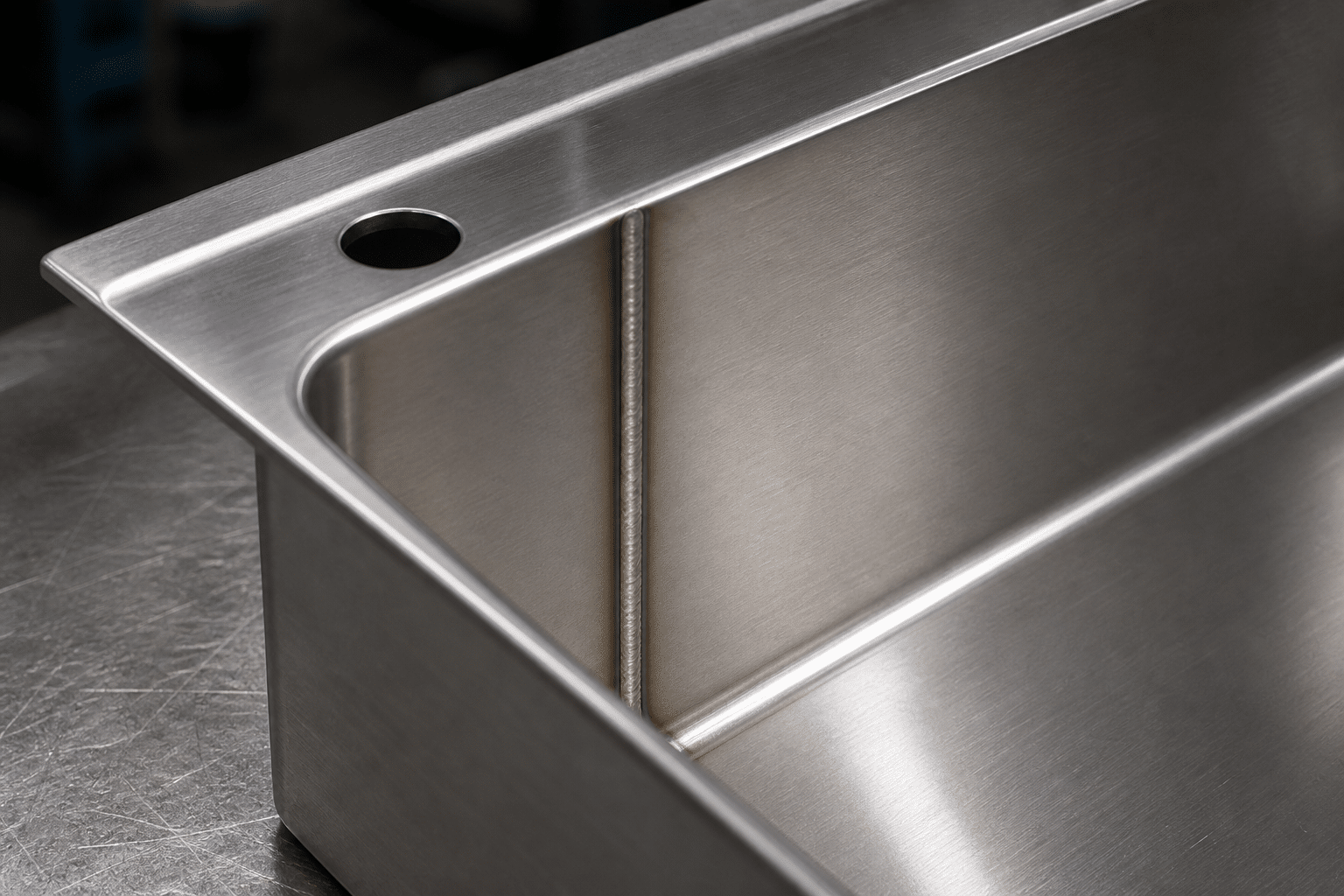
Stainless Steel
Cabinets, sinks, enclosures, equipment housings and visible metalwork.
Aluminum
Lightweight assemblies, frames, enclosures and selected battery components.

Galvanized Steel
Fabricated sheet parts where coating behavior and ventilation need process control.
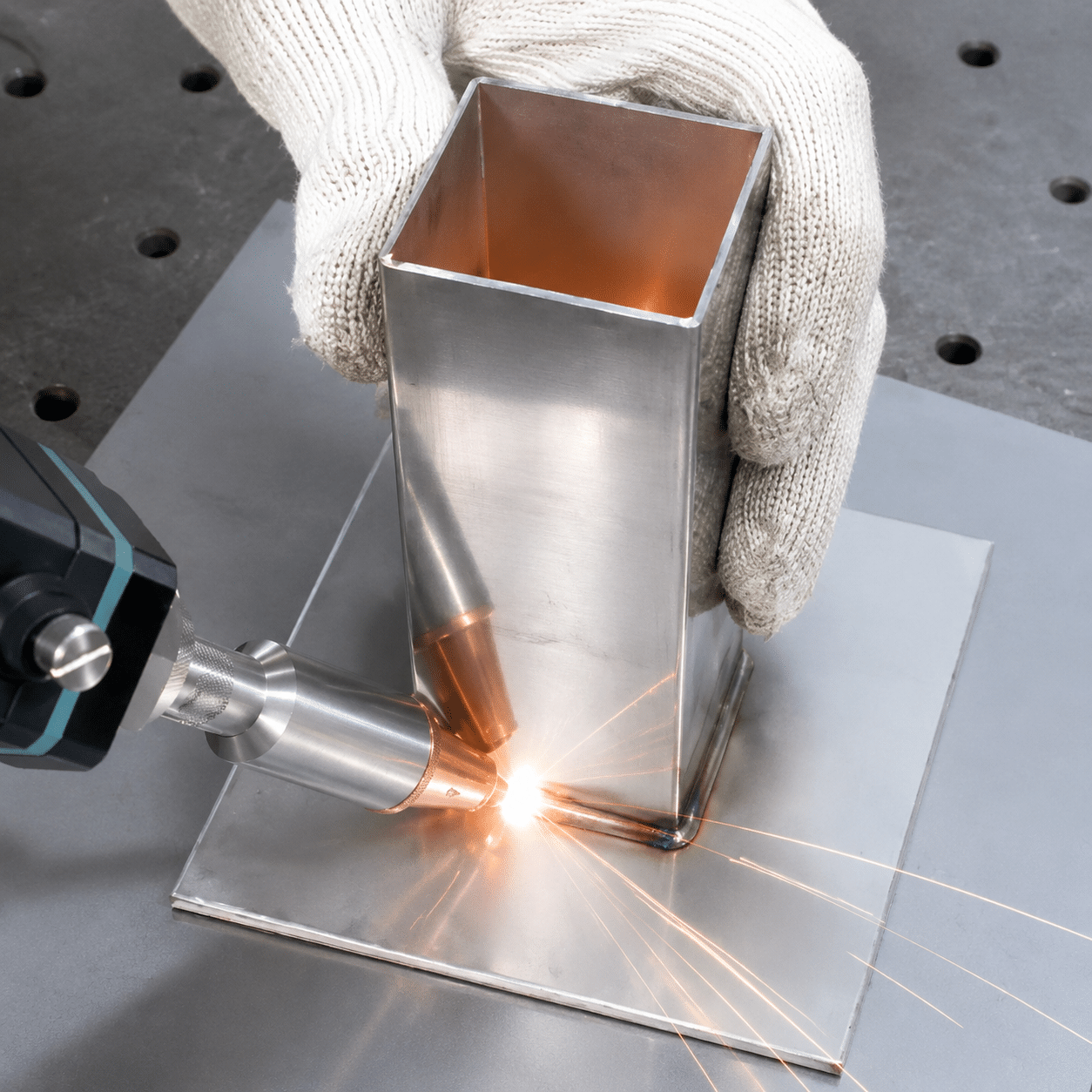
Sheet Metal
Lap, butt, corner and fillet joints for fabrication and visible assemblies.
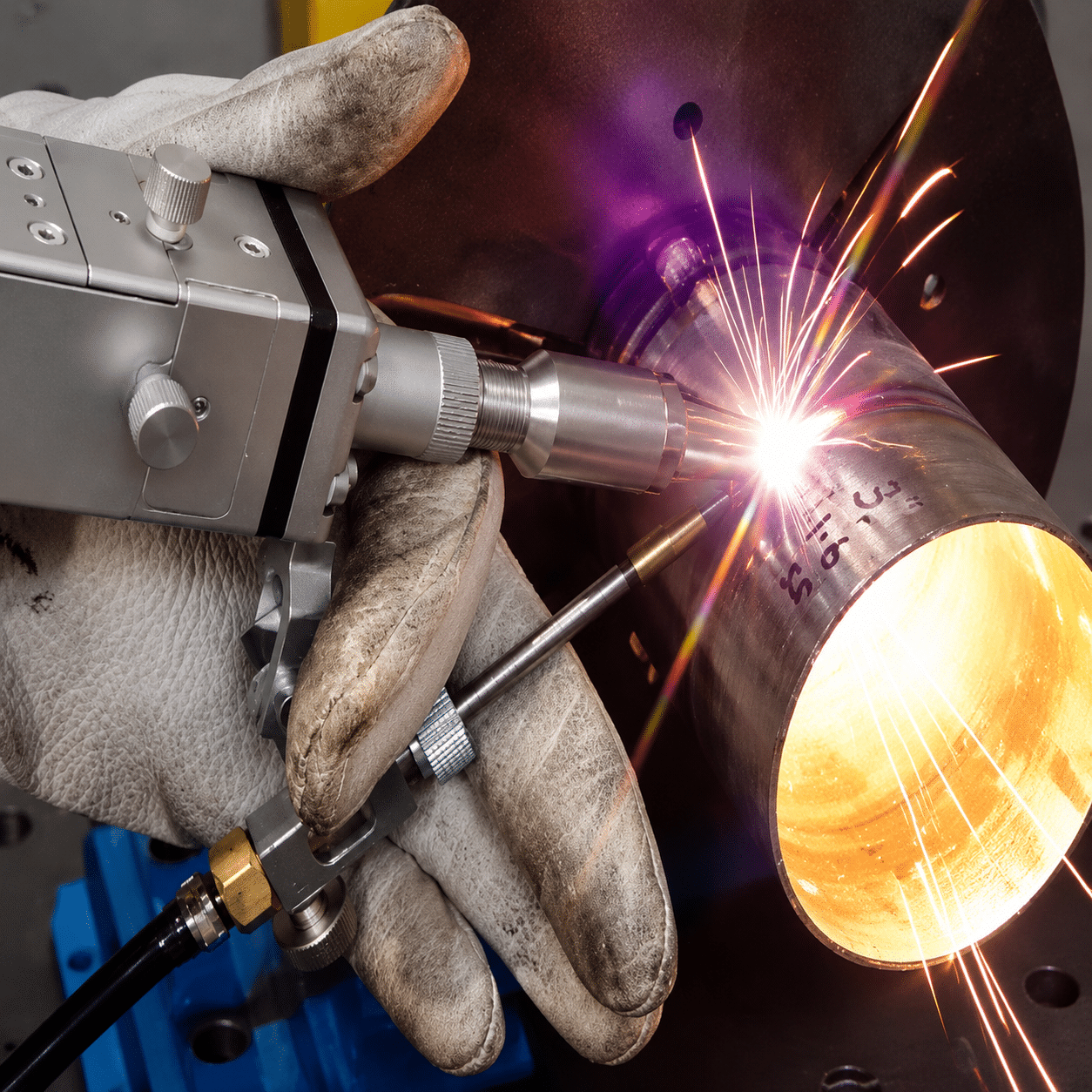
Pipes & Tubes
Round components, fittings, frames and tubular products with suitable fixtures.

Battery Components
Controlled joining for tabs, trays, enclosures and selected conductive parts.
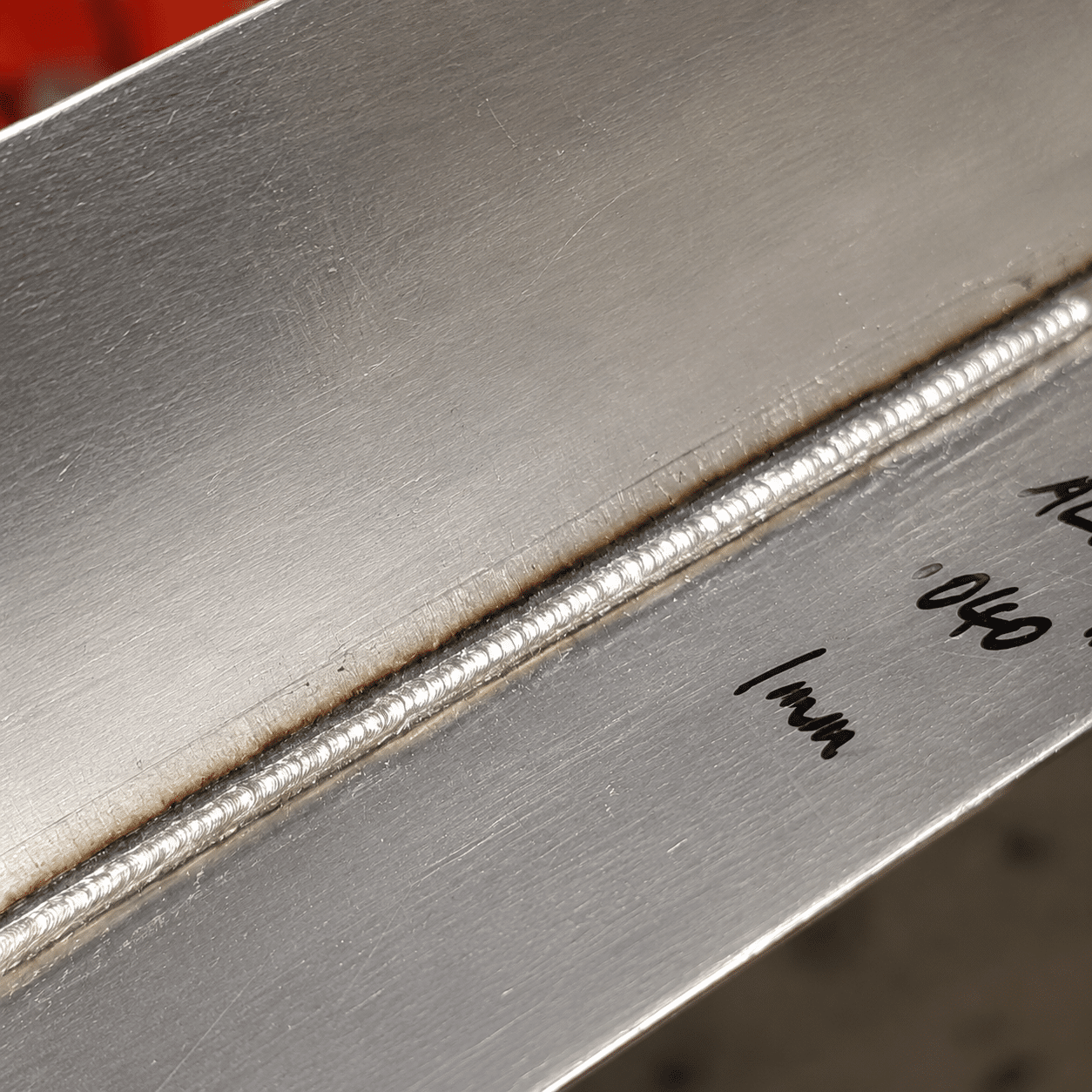
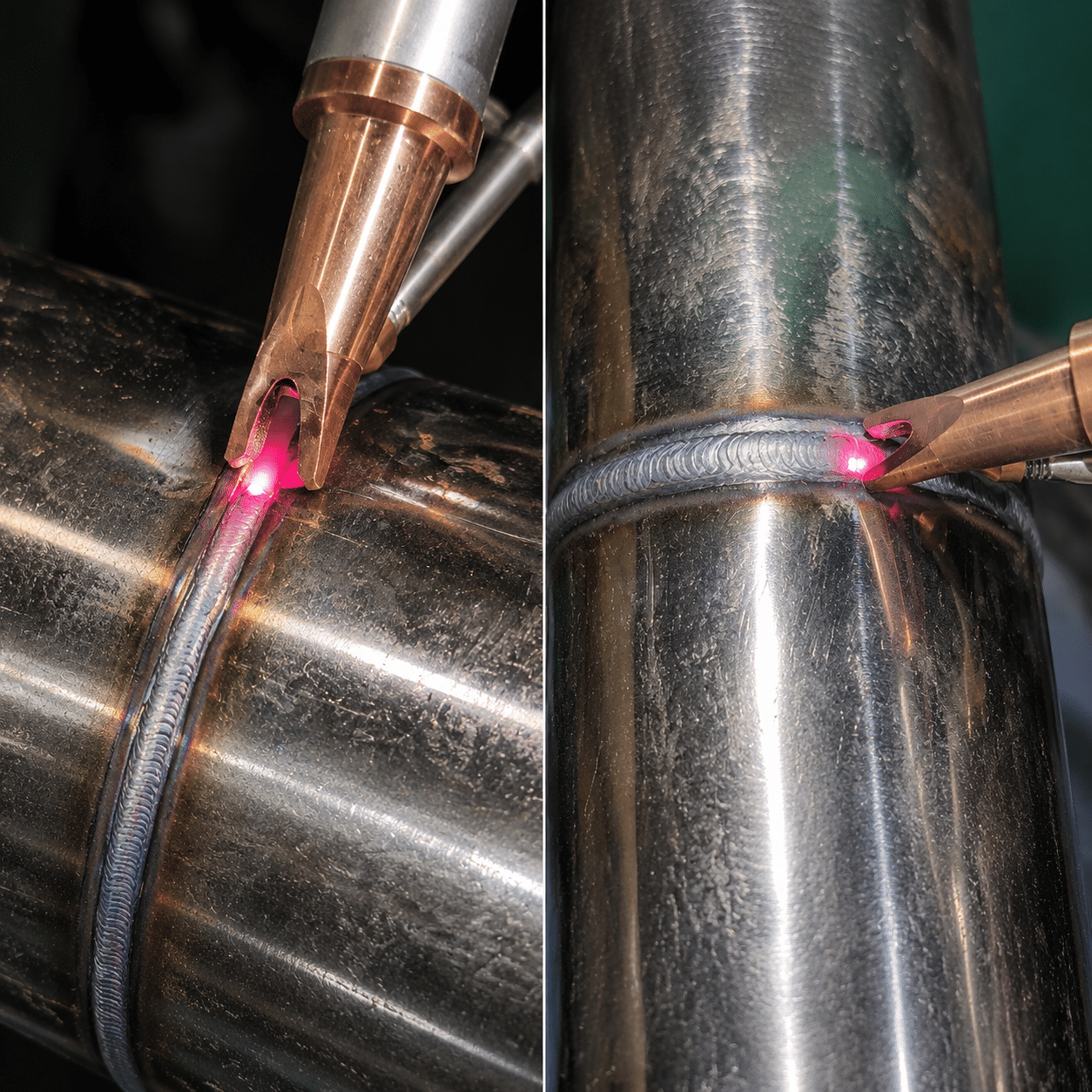
Inspect seam appearance across different metals and joints
Result photos help you evaluate bead shape, discoloration, fit-up, penetration and post-weld finishing before confirming a machine.

Watch welding speed, hand movement and final seam quality
Compare handheld operation, wire feeding and robotic production before selecting the system format.

Handheld Sheet Welding
Review travel speed, operator movement and seam appearance on common fabrication work.

Wire Feeder Welding
See how filler wire supports wider joints, bead reinforcement and less consistent fit-up.

Robotic Welding Cell
Watch repeatable robot paths, fixtures and controlled production cycle time.
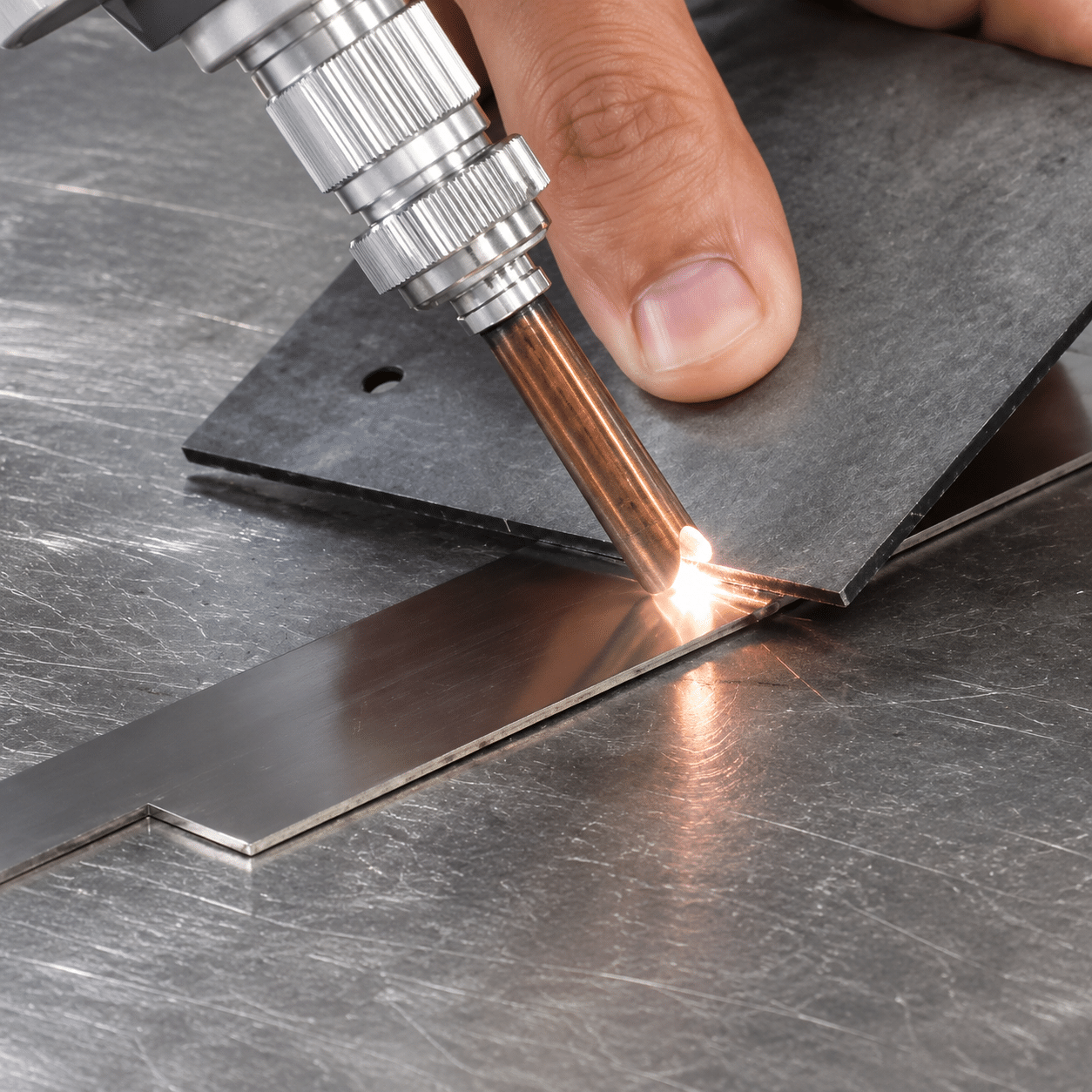
Good welding starts before the laser is switched on
Laser welding works best with stable joint position and controlled gaps. The fixture, edge condition, wire and shielding gas can be as important as machine power.
- Use fixtures to keep seams aligned and focal distance stable
- Clean oil, oxide and coating residue from the weld zone
- Add filler wire when the gap or bead profile requires it
- Match wire chemistry to the base material and weld requirement
- Verify shielding gas flow, nozzle position and ventilation
Move from sample welding to a complete production setup
Oceanplayer supports system selection, application testing, accessories, packing and remote startup guidance for industrial laser welding projects.
- Power, cooling and laser source selection
- Welding head, nozzles, wire feeder and consumable planning
- Robot, fixture, enclosure and extraction options
- Voltage, export packing and delivery coordination
- Operation guidance and after-sales communication