
Material thickness affects the size of the heat affected zone. This happens because it changes how heat travels in metal. You can see a bigger heat affected zone in thin or thick materials. It depends on how fast heat moves or leaves the metal. If you weld or cut metal, you should know about this effect.
- Thicker materials take in heat better, so the heat affected zone can get bigger.
- Warping or color changes can show up near the cut. This can change how good the metal looks or works.
- If you know these effects, you can set cutting speeds and tolerances. This helps you get more accurate results.
Key Takeaways
- Material thickness changes the size of the heat affected zone (HAZ). Thicker materials hold heat for a longer time. This makes the HAZ bigger.
- It is important to control the HAZ. This keeps your welds strong and tough. A big HAZ can cause cracks. It can also make the weld less durable.
- For thin materials, use less heat. Weld faster to keep the HAZ small. This stops the metal from warping or becoming brittle.
- Preheating thick materials slows down cooling. This lowers the chance of cracks. It also makes your welds better.
- Always think about the thermal properties of the metal. Different metals react to heat in different ways. This changes the size of the HAZ.
Heat Affected Zone Basics
What Is the Heat Affected Zone
When you weld or cut metal, the area next to the weld changes because of the heat. This area is called the heat affected zone, or HAZ. The HAZ is the part of the base metal that does not melt but still gets hot enough to change its structure and properties. These changes happen because the heat from welding or cutting spreads out from the main area and affects the metal nearby. The HAZ is important because it can change how strong or tough your metal is after you finish your work.
You can see the HAZ by looking for color changes or a different texture near the weld. The temperature in this zone can get very high, but it does not reach the melting point. Here is a table that shows the typical temperature ranges you might find in the HAZ:
| Description | Temperature Range (°C) |
|---|---|
| Outer boundary of HAZ | 400–700 |
| Near the fusion line | Up to 1500 |
Why HAZ Size Matters
You need to pay attention to the size of the HAZ because it affects how your finished part will perform. When the metal in the HAZ gets very hot, the grains inside the metal can grow much larger than normal. This grain growth can make the metal weaker and less able to handle stress. Sometimes, the grains can become up to 16 times bigger than before. This change reduces the metal’s plasticity and its ability to resist sudden forces.
Note: The HAZ often becomes the weakest part of a welded structure. If you do not control the HAZ, you might see cracks, warping, or even failure in your project.
Here are some ways a large HAZ can affect your work:
- The metal can lose strength and toughness.
- Fatigue resistance drops, so the part may fail sooner.
- Surface cracks and distortion can appear.
- The area may become more likely to rust or corrode.
By understanding the HAZ, you can make better choices when welding or cutting. You can protect your work from weak spots and make sure your finished product lasts longer.
Material Thickness and HAZ Size
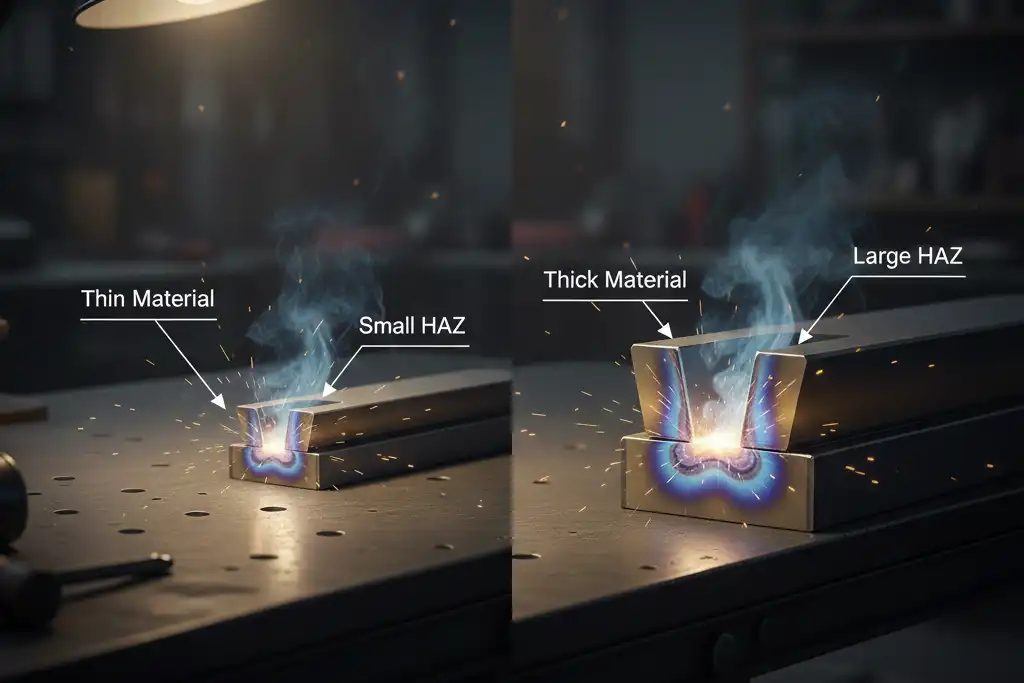
Material thickness is important for the heat affected zone (HAZ). The HAZ changes size when the metal is thick or thin. Heat moves through metal in different ways. This changes how much metal gets affected.
Thin Materials and HAZ
Thin materials let heat move fast. They heat up quickly because they are light. They also cool down fast. This usually keeps the HAZ small. There is less damage and fewer changes in the metal. But thin materials can be more sensitive to heat. If you use too much heat, the HAZ can get bigger. Welding too slowly can also make the HAZ larger. This can cause warping or cracks.
Here are some facts about thin materials and the HAZ:
- Thin materials (less than 1 mm) heat up and cool down faster than thick ones.
- Fast cooling makes a finer-grained HAZ. This can help stop embrittlement in low-carbon steel.
- High heating rates, like in laser welding, make the HAZ smaller and change the metal’s properties.
- Using low heat and quick welding keeps the HAZ small and protects the metal.
You can see how HAZ size changes with different welding methods for thin sheet metals:
| Welding Method | HAZ Size Description | Impact on Material Properties |
|---|---|---|
| Spot Welding | Localized HAZ, usually minimal in size | Less significant impact, but excessive heat can affect strength. |
| Tack Welding | Typically small HAZ, limited impact on material properties | Minimal effect due to low-heat, quick process. |
| Fuse Welding | Can produce a larger HAZ if heat input is uncontrolled | Affects hardness, may lead to stress or cracking. |
| Stitch Welding | Low heat input results in minimal HAZ | Usually does not affect overall material strength. |
| Plug Welding | Significant HAZ due to localized heat | Can cause distortion and strength degradation in thin materials. |
| Seam/Fillet Welding | Moderate to large HAZ, especially for long seams | Alters mechanical properties, may require post-weld treatment. |
| MIG and TIG Welding | Moderate to large HAZ depending on parameters | Affects overall strength; careful heat control is essential. |
Tip: You can keep the HAZ small in thin materials. Use lower welding speeds. Do not make long welds in one pass. Pick filler metals that are like the base metal.
Thick Materials and HAZ
Thick materials act differently. They need more energy to heat up. They hold heat for a longer time. This makes the HAZ bigger. Heat leaves thick metal slowly. More metal changes near the weld or cut. You need to watch for changes in strength and toughness.
Here are some facts about thick materials and the HAZ:
- Thicker materials keep heat longer. This makes the HAZ larger.
- The thermal burden is higher. Heat spreads out slowly.
- When thickness goes up, fracture toughness in the HAZ can drop. The metal can get weaker and crack.
- In tests with steel plates, thicker plates lost toughness. The HAZ got bigger and less tough.
You can compare thin and thick materials in this table:
| Material Type | HAZ Size | Heat Dissipation Rate |
|---|---|---|
| Thin Sheets | Smaller | Rapid |
| Thick Plates | Larger | Slower |
| Stainless Steel | Narrow | Low thermal conductivity |
| Copper/Aluminum | Wider | High thermal conductivity |
Note: When welding thick materials, control heat input. Too much heat makes the HAZ very large. This can hurt the metal’s strength.
Material thickness changes how heat moves and the HAZ size. Thin materials cool fast and have a smaller HAZ. Thick materials keep heat longer, so the HAZ gets bigger. Always think about thickness before welding or cutting. This helps protect your metal and keeps your part strong.
Factors Influencing HAZ Size
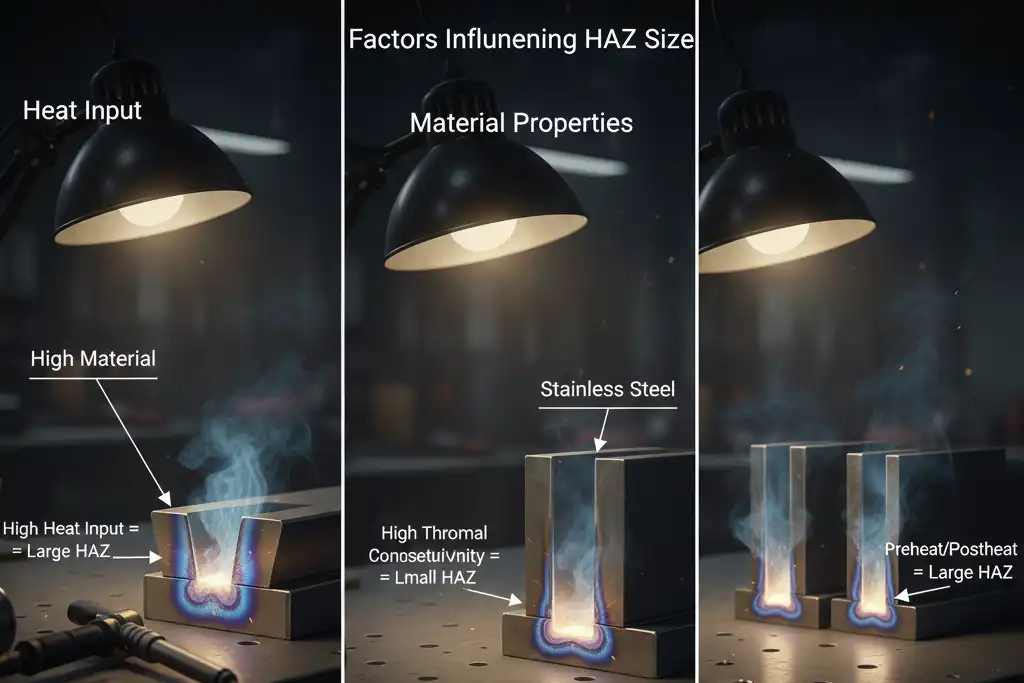
Thermal Properties of Materials
It is important to know how each metal handles heat before welding or cutting. These things decide how heat moves in the metal. Four main things matter: thermal diffusivity, thermal conductivity, density, and specific heat. Each one changes how the heat affected zone, or HAZ, forms.
- If thermal diffusivity is high, heat moves fast. The HAZ stays small because the metal cools quickly.
- If thermal diffusivity is low, heat moves slowly. The HAZ gets bigger because the metal keeps heat longer.
- Metals with high thermal conductivity and specific heat can make a bigger and stronger HAZ.
Here is a table that shows how these things change the HAZ size. It also gives examples of welding processes:
| Thermal Property | Effect on HAZ Size | Example Welding Process |
|---|---|---|
| High Thermal Diffusivity | Smaller HAZ because cooling is faster | Laser beam welding |
| Low Thermal Diffusivity | Larger HAZ because cooling is slower | Oxyfuel welding |
| High Heat Input | Larger HAZ | Oxyfuel welding |
| Concentrated Heat | Smaller HAZ | Laser beam welding, Electron beam welding |
Heat Input and Process Method
How you add heat and the way you weld can change the HAZ size. More heat makes the HAZ bigger. Less heat keeps the HAZ smaller. Welding speed matters too. If you weld faster, heat does not spread as much, so the HAZ is smaller.
Studies show that changing heat input can change the weld’s shape and depth. This also changes the HAZ size. For example, two welds with the same process and heat input can look different if one uses more power and faster speed. The weld with more power and speed can be deeper and have a thinner HAZ.
You should pick the right method for your metal and job. Some ways, like laser welding, put heat in a small spot. This keeps the HAZ small.
Interaction with Material Thickness
Material thickness works with thermal properties to change the HAZ size. Thick materials keep heat longer. This makes the HAZ wider. Thin materials cool faster, so the HAZ stays small. The table below lists the main things that change HAZ size:
| Factor | Description |
|---|---|
| Thermal Diffusivity | How fast heat moves in the metal. |
| Material Thickness | Thick materials keep heat longer, so the HAZ is wider. |
| Cutting Method | Different ways of cutting use heat differently and change HAZ size. |
| Heat Exposure Duration | More time with heat makes the HAZ wider. |
| Welding Speed | Faster welding means less heat, so the HAZ is smaller. |
You need to think about both the metal’s properties and its thickness. This helps you control the HAZ and keep your welds strong.
Managing HAZ in Fabrication
Effects on Weld Quality
You need to watch the heat affected zone when you weld. The size of the HAZ can change how strong your weld is. If the HAZ gets too big, you may see problems like cracking or lower toughness. The metal in the HAZ can become harder but less tough, which makes it easier to break under stress. You can see these effects in the list below:
- The HAZ changes hardness, ductility, and toughness.
- Rapid cooling can make the weld area hard but brittle.
- A large HAZ can cause more cracks and stress.
- Keeping the HAZ small helps you avoid weak spots.
If you control the HAZ, you make your welds safer and stronger. You also lower the chance of defects.
Tips to Minimize HAZ
You can use smart methods to keep the HAZ small. Try these steps to protect your welds:
- Use low heat input welding processes like TIG or laser welding.
- Adjust welding settings such as amperage, voltage, and speed.
- Preheat the base metal for even heating.
- Use post-weld heat treatment to relax stresses.
- Pick filler materials that match your metal.
- Control cooling rates to avoid brittleness.
- Choose narrow groove welds to use less heat.
You can make better welds by following these tips. You will see fewer cracks and less warping.
Best Practices for Thick Materials
When you work with thick metals, you need special care. Material thickness affects how heat moves and how big the HAZ gets. You can use these best practices:
- Pick low heat input welding methods like GTAW or GMAW.
- Preheat thick materials to slow cooling and stop cracks.
- Use post-weld heat treatment to relax stress and improve grain structure.
- Select metals that handle heat well, such as low-carbon steel.
- Inspect welds often to catch problems early.
- Follow welding codes like ASME B31.3 and API 1104 for safety.
Preheating and post-weld heat treatment help you control the HAZ. They make thick welds tougher and less likely to crack. You also improve corrosion resistance and reduce distortion.
| Practice | Benefit for Thick Materials |
|---|---|
| Preheating | Reduces cooling rate, prevents cracks |
| PWHT | Relieves stress, refines grain |
| Low heat input process | Limits HAZ size |
| Regular inspection | Finds defects early |
You can manage the HAZ by using the right process for your material thickness. This keeps your welds strong and your projects safe.
You can notice that material thickness changes the heat affected zone size. Thicker metals need more heat to weld. If you control the process, the HAZ can stay smaller. Always think about the metal’s properties and your welding method. The table below explains why these choices are important:
| Finding | Description |
|---|---|
| Heat Control Impact | Cooling rate changes how strong and stressed the metal is. |
| Working Temperature | Temperature causes more bending than energy per layer. |
| Residual Stress Distribution | Higher temperature lowers squeezing stress in the change area. |
| Material Selection | Picking the right metal and filler keeps the change area strong. |
To keep the HAZ small and make welds strong, do these things:
- Warm up the metal first to stop bending.
- Control cooling so the metal does not get brittle.
- Change laser settings to control energy better.
FAQ
What is the main reason material thickness changes the HAZ size?
Thicker materials hold heat longer. You see a larger HAZ because heat spreads slowly. Thin materials cool fast, so the HAZ stays small. Always check the thickness before you start welding or cutting.
Can you reduce the HAZ in thick materials?
Yes, you can. Use lower heat input and preheat the metal. Try faster welding speeds. These steps help you keep the HAZ smaller and protect the metal’s strength.
Does the type of metal affect the HAZ size?
Yes. Metals like copper and aluminum move heat quickly, so the HAZ can spread wider. Stainless steel holds heat, so the HAZ stays narrow. Always match your welding method to the metal type.
Why should you care about the HAZ when welding?
The HAZ can become the weakest part of your weld. If you do not control it, you may see cracks, warping, or rust. Keeping the HAZ small helps your project last longer.
Which welding process has the smallest heat affected zone?
What you should know about CNC machine tools and laser cutting
Laser welder buying guide how much will you pay
How Much Thickness Can a 1500W Laser Handle









