
Low-carbon steel contains less than 0.30% carbon by weight, and that single fact explains why it dominates roughly 85% of all steel production worldwide. It bends without cracking, welds without preheating, laser-cuts with clean edges, and costs significantly less than alloy or stainless alternatives. If you work in automotive, construction, or general fabrication, chances are you handle this material daily—sometimes without even realizing it carries a specific metallurgical designation. This guide breaks down its composition, mechanical behavior, key grades like AISI 1018 and A36, and the processing techniques that get the best results from this workhorse material.
What Is Low-Carbon Steel and How Does It Differ from Mild Steel
Low-carbon steel is any steel alloy where the carbon content falls below approximately 0.25–0.30% by weight. The remaining composition is predominantly iron, with small percentages of manganese, silicon, and trace elements. Because carbon is the primary hardening agent in steel, keeping it this low produces a material that is soft, ductile, and extremely easy to form—qualities that make it the default choice for structural and fabrication work across the globe.
Now, here is the question that trips up even experienced engineers: is mild steel the same as low-carbon steel?
Technically, mild steel is a subset of low-carbon steel. The term “mild steel” typically refers to the lowest end of the carbon range—around 0.05% to 0.25%—and it implies a steel that is not just low in carbon but also not enhanced with significant alloying elements. Every mild steel is a low-carbon steel, but not every low-carbon steel qualifies as “mild.” A grade with 0.28% carbon and added manganese for strength sits in the low-carbon category yet behaves differently from a plain 0.10% carbon mild steel sheet.
In everyday shop talk, people use the terms interchangeably. For purchasing and specification purposes, though, the distinction matters. When a drawing calls out “mild steel,” it usually means the cheapest, most formable option—think ASTM A36 plate or basic cold-rolled sheet. When it specifies a particular low-carbon grade like AISI 1018, the carbon range is tighter and the mechanical expectations are more defined.
The practical takeaway: if someone hands you a part labeled “mild steel” and another labeled “low-carbon steel,” they might be identical. But if you are writing a material specification or selecting a grade for a critical application, treat the terms as overlapping circles on a Venn diagram rather than perfect synonyms.

Chemical Composition and How Carbon Content Shapes Performance
Understanding low-carbon steel starts at the atomic level. Carbon atoms squeeze into the interstitial spaces of the iron crystal lattice, and even tiny changes in concentration produce measurable shifts in how the metal behaves under stress, heat, and forming operations.
The Role of Each Element
A typical low-carbon steel analysis looks something like this:
| Element | Typical Range (%) | Primary Effect |
|---|---|---|
| Carbon (C) | 0.05 – 0.30 | Increases hardness and tensile strength; reduces ductility and weldability as it rises |
| Manganese (Mn) | 0.30 – 1.00 | Improves strength and hardenability; counteracts sulfur brittleness |
| Silicon (Si) | 0.10 – 0.40 | Deoxidizer during steelmaking; modest strength increase |
| Sulfur (S) | ≤ 0.050 | Improves machinability in free-cutting grades; excess causes hot shortness |
| Phosphorus (P) | ≤ 0.040 | Slight strength boost; too much causes cold brittleness |
Carbon is the headliner. At 0.10%, the steel is extremely soft—easy to deep-draw into automotive panels but lacking the strength for structural columns. Push that number to 0.25%, and you gain roughly 30–40% more tensile strength while still retaining enough ductility for bending and welding. Go beyond 0.30%, and you cross into medium-carbon territory where heat treatment becomes practical but weldability starts to degrade noticeably.
Why the 0.30% Threshold Matters
The metallurgical reason is grain structure. Below 0.30% carbon, the microstructure at room temperature is dominated by ferrite—a soft, body-centered cubic phase—with relatively small amounts of pearlite (a layered ferrite-cementite structure). This ferrite-dominant microstructure is what gives low-carbon steel its signature formability. You can bend it, stamp it, roll it, and weld it without the material fighting back.
Once carbon climbs above 0.30%, pearlite volume increases significantly, and the steel becomes responsive to quenching and tempering. That is great for tools and springs. It is terrible for a fabrication shop that needs to weld 200 brackets before lunch.
Manganese deserves special attention. In grades like AISI 1018, manganese content sits around 0.60–0.90%. It does not just strengthen the steel—it combines with sulfur to form manganese sulfide inclusions that prevent hot cracking during rolling and welding. Without adequate manganese, even a low-carbon steel can develop problems during hot working.

Key Mechanical Properties of Low-Carbon Steel
Numbers tell the story better than adjectives. Here are the mechanical properties of low-carbon steel across the most commonly encountered grades and conditions:
| Property | Typical Range | Notes |
|---|---|---|
| Yield Strength | 200 – 350 MPa (29 – 51 ksi) | Varies by grade and cold work |
| Ultimate Tensile Strength | 340 – 510 MPa (49 – 74 ksi) | Cold-drawn stock sits at the higher end |
| Elongation at Break | 15 – 30% | Excellent ductility; higher in annealed condition |
| Brinell Hardness | 100 – 160 HB | Soft enough for easy machining |
| Modulus of Elasticity | 200 GPa (29,000 ksi) | Consistent across carbon steel grades |
| Charpy Impact (Room Temp) | 50 – 100 J | Good toughness; resists brittle fracture |
| Density | 7,850 kg/m³ | Standard for all carbon steels |
A few things jump out from this data.
The elongation numbers are the real story. An elongation of 20–30% means you can bend this material into tight radii without cracking—something medium and high-carbon steels simply cannot match without heat treatment. For sheet metal fabrication, stamping, and roll forming, this property alone justifies the material choice in most cases.
Yield strength in the 200–350 MPa range might seem modest compared to high-strength low-alloy (HSLA) steels that reach 550 MPa or more. But here is what many people overlook: for the vast majority of structural and general fabrication applications, 250 MPa yield is more than adequate. Over-specifying strength leads to harder material that is more expensive to cut, form, and weld. Engineers who default to stronger grades “just in case” often end up spending 30–50% more on fabrication costs with zero functional benefit.
The modulus of elasticity at 200 GPa is worth noting because it does not change with carbon content. A 0.10% carbon steel and a 0.80% carbon steel have the same stiffness. If your design problem is deflection rather than yielding, switching to a higher-carbon grade will not help. You need a thicker section or a different geometry.
Impact toughness is another underappreciated advantage. Low-carbon steel maintains good Charpy values even at moderately low temperatures, making it suitable for outdoor structures and equipment that experience sub-zero conditions—though for extreme cold service (below -40°C), normalized or fine-grain grades are recommended.
Common Grades Explained Featuring AISI 1018 and A36
Not all low-carbon steels are created equal. The grade you pick determines not just the chemistry but how the material responds to machining, welding, and surface treatment. Here are the grades you will encounter most often.
AISI 1018
This is the benchmark. With 0.15–0.20% carbon and 0.60–0.90% manganese, AISI 1018 hits a sweet spot between machinability, weldability, and strength. Cold-drawn 1018 delivers a tensile strength around 440 MPa with a smooth surface finish that often eliminates the need for secondary grinding. It case-hardens well, making it popular for pins, shafts, and gears where a hard surface over a tough core is desirable.
Most machine shops keep 1018 round bar and flat bar in stock as their go-to material for fixtures, jigs, and prototype parts. If a print does not specify a grade and the application is non-critical, 1018 is almost always the default.
AISI 1020
Slightly higher carbon (0.18–0.23%) gives 1020 a small bump in strength over 1018 while maintaining similar formability. It is widely used for case-hardened components and is the base material for many carburized parts in automotive transmissions. The difference between 1018 and 1020 is subtle enough that some suppliers treat them as interchangeable for non-critical applications—though a purist metallurgist would disagree.
ASTM A36
A36 is not defined by a specific carbon percentage but by a minimum yield strength of 250 MPa (36 ksi). Carbon content can range up to 0.29% depending on thickness. This makes A36 a structural steel specification rather than a chemistry-based designation, and it is the most commonly specified steel for building frames, bridges, and general structural work in North America.
One misconception worth correcting: A36 and 1018 are not the same thing, even though both are low-carbon steels. A36 is a structural specification with wider chemistry tolerances. 1018 is a specific SAE/AISI chemistry. You can weld both easily, but their mechanical properties and surface finish characteristics differ enough to matter in precision applications.
Other Notable Grades
- AISI 1010: Very low carbon (0.08–0.13%). Maximum formability. Used for deep-drawn parts like automotive fuel tanks and appliance housings.
- AISI 1015: Slightly more carbon than 1010. Common in wire products and cold-headed fasteners.
- ASTM A572 Grade 50: Technically an HSLA steel, but often grouped with low-carbon grades in structural discussions. Higher yield strength (345 MPa) with good weldability.
Grade selection shortcut: For general machining and fabrication, start with 1018. For structural work, start with A36. For maximum formability, drop to 1010. Only deviate from these defaults when the application demands it.
Low-Carbon Steel Weldability and Professional Fabrication Tips
Low-carbon steel weldability is, frankly, the easiest you will encounter in the ferrous metals world. The low carbon equivalent (CE) value—typically below 0.35 for most grades—means hydrogen cracking risk is minimal, preheat requirements are usually unnecessary, and you can use virtually any arc welding process without special procedures.
But “easy to weld” does not mean “impossible to mess up.”

Recommended Welding Processes
MIG (GMAW): The production workhorse. Use ER70S-6 wire with 75/25 argon-CO₂ shielding gas for most applications. The “-6” designation means higher silicon and manganese content in the wire, which improves wetting and produces cleaner beads on mill-scale surfaces. For thin sheet (under 3 mm), short-circuit transfer keeps heat input low and minimizes distortion.
TIG (GTAW): Best for thin sections, visible welds, and applications requiring the highest quality. Use ER70S-2 filler for its superior deoxidizing properties. TIG on low-carbon steel produces beautiful, controllable beads—but it is three to five times slower than MIG, so reserve it for situations where quality justifies the time.
Stick (SMAW): E7018 low-hydrogen electrodes are the standard for structural work. They produce strong, crack-resistant welds and work well in field conditions where wind makes gas-shielded processes impractical. E6013 is acceptable for non-structural work and is more forgiving for less experienced welders.
Common Fabrication Pitfalls
Distortion from excessive heat input is the number-one complaint in low-carbon steel fabrication. The material’s high thermal conductivity spreads heat quickly, but thin sections still warp if you run too hot. Stagger your welds, use proper fixturing, and consider back-step sequencing on long seams.
Porosity from contaminated surfaces catches people off guard. Mill scale, oil, and moisture trapped in the surface create gas pockets during welding. A quick pass with a grinder or wire brush before welding eliminates 90% of porosity issues. This takes 30 seconds per joint and saves hours of rework.
Bending and forming low-carbon steel is straightforward, but respect the minimum bend radius. For cold-rolled 1018 sheet, a bend radius equal to the material thickness (1T bend) is generally achievable. Hot-rolled material with mill scale may crack at the same radius because the scale acts as a stress concentrator. Remove the scale first, or open the radius to 1.5T.
Best Practices for Laser Cutting and CNC Machining Carbon Steel
Laser cutting carbon steel is one of the most common operations in modern metal fabrication, and low-carbon grades are among the easiest materials to process with both fiber and CO₂ laser systems. The key variables are assist gas selection, power settings, and feed rate—get these right, and you will produce clean edges with minimal post-processing.

Laser Cutting Parameters
Assist gas choice is the biggest decision. Oxygen and nitrogen produce fundamentally different results:
- Oxygen assist: Creates an exothermic reaction with the iron, effectively adding energy to the cut. This allows faster cutting speeds and lower laser power requirements. The trade-off is an oxide layer on the cut edge—a dark, slightly rough surface that must be removed before painting or powder coating. For structural work where the edge gets welded or hidden, oxygen cutting is the cost-effective choice.
- Nitrogen assist: Produces an oxide-free, clean edge with a bright metallic finish. Requires significantly higher laser power and gas pressure, increasing per-part cost by 30–60% compared to oxygen cutting. Use nitrogen when the cut edge is a finished surface, when welding demands a clean joint, or when the part goes directly to a customer without further processing.
For a 6 mm thick low-carbon steel plate on a 4 kW fiber laser, expect cutting speeds around 2,500–3,000 mm/min with oxygen assist, dropping to approximately 1,800–2,200 mm/min with nitrogen. These numbers vary by machine, but the ratio holds.
Edge Quality Optimization
Dross (the solidified metal droplets on the bottom edge) is the most common quality issue when laser cutting carbon steel. Reducing dross comes down to three adjustments:
- Increase assist gas pressure—dross usually means insufficient gas flow to blow molten material clear of the kerf.
- Verify focus position—a focus point that is too high or too low changes the energy distribution in the cut zone.
- Reduce feed rate slightly—sometimes 5–10% slower eliminates dross completely without significantly impacting production throughput.
CNC Machining Considerations
Low-carbon steel machines well but not great. Compared to free-machining grades like 12L14 (which contains lead for chip breaking), plain 1018 produces longer, stringier chips that can wrap around tooling. A few practical adjustments help:
Use sharp, coated inserts. TiN or TiAlN coatings reduce built-up edge formation, which is common when machining soft steels at moderate speeds. A dull insert on 1018 will smear the surface rather than cut it cleanly.
Cutting speeds for turning 1018 typically fall in the 90–150 m/min range with carbide tooling. Feed rates of 0.15–0.30 mm/rev work for roughing; drop to 0.05–0.10 mm/rev for finishing. These are starting points—adjust based on your specific setup and surface finish requirements.
Surface finish expectations: Achieving Ra 1.6 µm or better on 1018 requires sharp tooling, adequate coolant flow, and finishing passes at light depths of cut. If the drawing calls for Ra 0.8 µm or finer, consider switching to cold-drawn bar stock, which has a tighter grain structure and machines more predictably than hot-rolled material.
Real-World Applications in Automotive, Construction, and Manufacturing
Low-carbon steel is not a specialty material. It is the default. When engineers do not have a specific reason to choose something else, they choose low-carbon steel—and that default status is earned, not arbitrary.
Automotive
Body panels, chassis components, brackets, fuel tanks, and exhaust hangers. The automotive industry consumes more low-carbon steel than any other sector. Deep-drawing grades like 1008 and 1010 form into complex shapes for doors, hoods, and fenders. Structural members use grades closer to 1020 or dual-phase steels that start with a low-carbon base and achieve higher strength through controlled processing.
The shift toward high-strength and ultra-high-strength steels in automotive has not displaced low-carbon grades—it has actually increased precision requirements for the low-carbon components that remain. A body-in-white still contains dozens of mild steel parts that must meet tight dimensional tolerances.
Construction
Structural beams (W-shapes, channels, angles), rebar, plate, and hollow structural sections (HSS) are overwhelmingly low-carbon steel. A36 and A572 dominate the North American structural market. In other regions, equivalent grades like S235 and S275 (per EN 10025) serve the same purpose.
Rebar—the reinforcing steel inside concrete—is almost exclusively low-carbon. It needs to be ductile enough to bend into hooks and stirrups on the job site without cracking. A brittle rebar is a dangerous rebar.
General Manufacturing
Fasteners, stampings, wire products, pipe and tubing, furniture frames, agricultural equipment, storage tanks, and thousands of other products rely on low-carbon steel. The material’s combination of low cost (typically $600–$900 per metric ton for hot-rolled coil, though prices fluctuate) and easy processing makes it the rational economic choice for any application where corrosion resistance and extreme strength are not required.
One application that often surprises people: case-hardened gears and shafts. A 1018 or 1020 steel part can be carburized to produce a surface hardness of 58–62 HRC while the core remains tough at 15–25 HRC. This gives you a component that resists surface wear but absorbs impact without fracturing—a combination that through-hardened high-carbon steel cannot achieve as effectively.
Low-Carbon Steel vs High-Carbon Steel and Other Comparisons
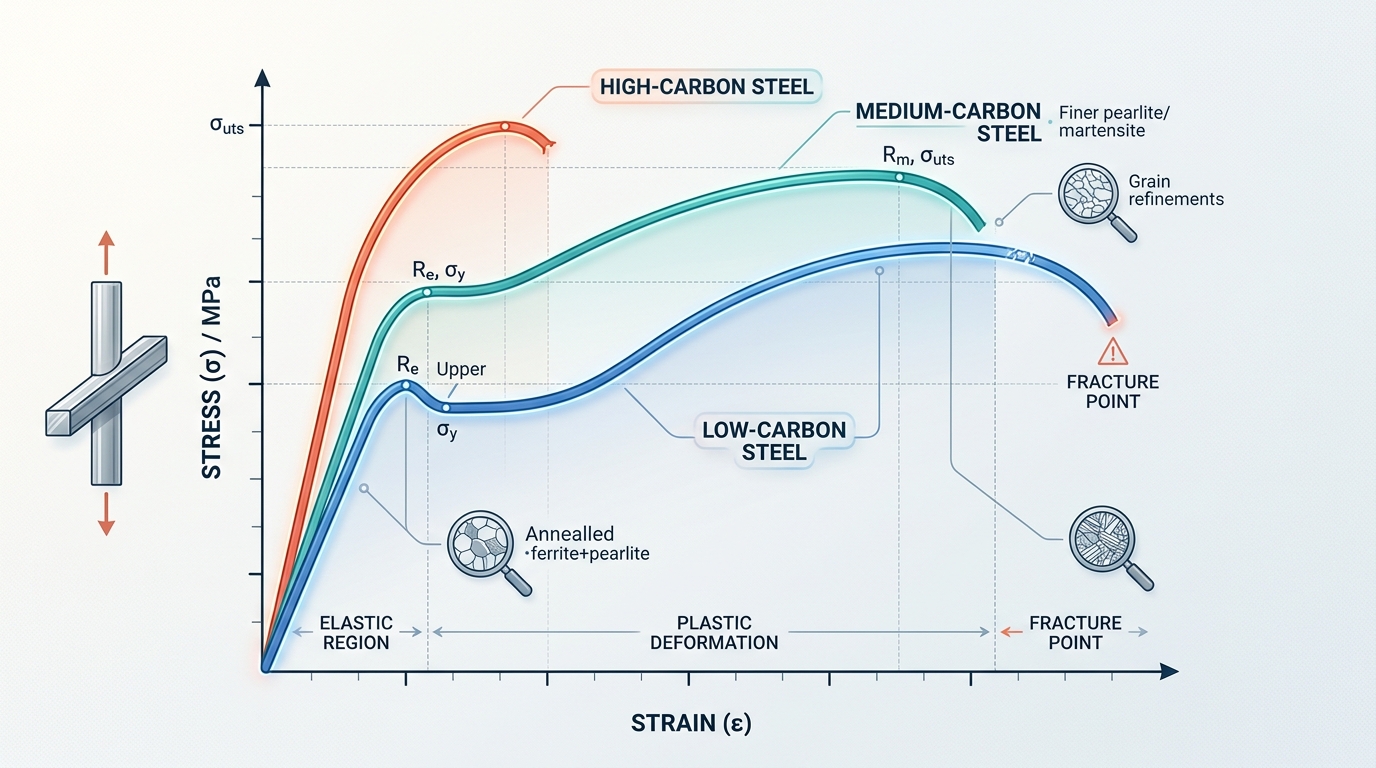
Choosing between carbon steel categories is fundamentally a trade-off between formability and strength. More carbon means harder, stronger steel—but also more brittle, harder to weld, and more expensive to process.
| Property | Low-Carbon (< 0.30% C) | Medium-Carbon (0.30–0.60% C) | High-Carbon (0.60–1.00% C) |
|---|---|---|---|
| Tensile Strength | 340–510 MPa | 500–750 MPa | 690–1,200 MPa |
| Elongation | 15–30% | 10–20% | 5–12% |
| Weldability | Excellent | Moderate (preheat often needed) | Poor (high crack risk) |
| Heat Treatability | Limited (case hardening only) | Good (quench & temper) | Excellent (full hardening) |
| Machinability | Good | Good to moderate | Moderate to difficult |
| Typical Cost | Lowest | Moderate | Higher |
| Common Uses | Structural, sheet metal, fasteners | Axles, gears, rails | Springs, cutting tools, wire rope |
The mistake I see most often: engineers specifying medium-carbon steel (like 1045) for parts that will be welded extensively. A 1045 steel part requires preheat to 150–260°C before welding and controlled cooling afterward. Skip the preheat, and you risk hydrogen-induced cracking in the heat-affected zone—a defect that may not show up until weeks after fabrication. If the part needs to be welded and does not require through-hardening, low-carbon steel eliminates this risk entirely.
Low-Carbon Steel vs Stainless Steel
This comparison comes up constantly. Stainless steel (particularly austenitic grades like 304 and 316) offers corrosion resistance that low-carbon steel simply cannot match. But stainless costs 3–5 times more, is harder to machine, and requires different welding consumables and techniques.
The decision framework is simple: if the part will be exposed to moisture, chemicals, or food contact without protective coatings, use stainless. For everything else, low-carbon steel with appropriate surface treatment (paint, powder coat, galvanizing, or zinc plating) is the more economical choice.
Choosing the Right Low-Carbon Steel Grade for Your Project
Grade selection does not need to be complicated if you approach it systematically. Four factors drive the decision:
- Mechanical requirements. What yield strength and hardness does the application actually need? Not what “might be nice” or what provides “extra safety margin”—what does the engineering analysis require? If 250 MPa yield is sufficient, A36 plate or 1018 bar stock covers you. If you need 345 MPa, look at A572 Grade 50 or consider cold-drawn 1018, which gains strength from thedrawing process itself.
- Fabrication method. A part that will be extensively welded demands low carbon equivalent—stick with grades under 0.20% carbon if the weld joints are critical. A part that will be machined from bar stock benefits from the tighter tolerances and better surface finish of cold-drawn 1018. A deep-drawn component needs the maximum ductility of 1008 or 1010. Match the grade to the process, not the other way around.
- Budget. Material cost is only part of the equation. A slightly more expensive grade that machines faster or welds cleaner can reduce total part cost. Cold-drawn 1018 bar costs more per kilogram than hot-rolled A36, but if it eliminates a grinding operation, the net cost drops. Always calculate total fabricated cost, not just raw material price.
- Environmental exposure. If the part lives indoors in a dry environment, surface treatment is minimal—maybe a coat of oil or a light paint. Outdoor structural applications need hot-dip galvanizing or a multi-coat paint system. Marine or chemical environments usually push the decision away from carbon steel entirely and toward stainless or coated alternatives.
A practical decision tree: Start with AISI 1018 for machined parts, ASTM A36 for structural and welded fabrications, and AISI 1008/1010 for stamped or deep-drawn sheet metal components. Only deviate when a specific project requirement—higher strength, better machinability, tighter chemistry control—forces you to a different grade.
Before finalizing any material selection, pull the actual mill certification (also called a mill test report or MTR) and verify that the chemistry and mechanical properties meet your design requirements. Datasheets and handbook values give you typical ranges, but the MTR tells you exactly what you are getting in that specific heat of steel. For critical applications, consult a metallurgical engineer who can evaluate your loading conditions, fabrication sequence, and service environment to confirm the grade selection is sound.
Low-carbon steel is not glamorous. It does not have the corrosion resistance of stainless, the hardness of tool steel, or the strength-to-weight ratio of titanium. What it has is an unmatched combination of affordability, availability, processability, and adequate mechanical performance for the overwhelming majority of engineering applications. That is why it remains the most produced and consumed steel category on the planet—and why understanding its grades, properties, and processing characteristics is foundational knowledge for anyone working in manufacturing, construction, or mechanical design.
Frequently Asked Questions About Low-Carbon Steel
Is mild steel the same as low-carbon steel?
Mostly, but not exactly. Mild steel is a subset of low-carbon steel, typically referring to grades with carbon content between 0.05% and 0.25% and no significant alloying additions. All mild steels are low-carbon steels, but a grade at 0.28% carbon with added manganese would be classified as low-carbon without being “mild.” For most practical purposes in fabrication and purchasing, the terms are used interchangeably.
Can low-carbon steel be hardened?
Not through conventional quenching and tempering—there is not enough carbon to form martensite in meaningful quantities. However, low-carbon steel responds very well to case hardening processes like carburizing, carbonitriding, and nitriding. These processes diffuse carbon or nitrogen into the surface layer, creating a hard outer shell (up to 60+ HRC) while the core remains soft and tough. This is how gears, pins, and camshafts made from 1018 or 1020 achieve wear resistance.
What is the best low-carbon steel grade for welding?
AISI 1018 and ASTM A36 are both excellent choices. If weldability is the absolute top priority and strength requirements are modest, grades with carbon below 0.20% (like 1010 or 1015) offer even lower risk of heat-affected zone issues. The carbon equivalent formula (CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15) is the standard way to evaluate weldability—keep CE below 0.40, and most standard welding procedures will produce sound joints without preheat.
Is low-carbon steel rust-resistant?
No. Low-carbon steel has essentially zero corrosion resistance in its uncoated state. It will rust within hours when exposed to moisture. Protective coatings are mandatory for any application involving weather exposure or humid environments. Common protection methods include hot-dip galvanizing (zinc coating), electroplating, paint systems, and powder coating. For buried or submerged applications, cathodic protection may also be necessary.
What carbon percentage defines low-carbon steel?
The widely accepted threshold is 0.30% carbon maximum, according to classifications used by SAE International and most materials science references. Some sources use 0.25% as the upper boundary. The exact cutoff is somewhat arbitrary—steel properties change gradually with carbon content, not in discrete steps—but 0.25–0.30% is the range where metallurgical behavior shifts enough to warrant a different classification.
How does low-carbon steel compare in price to other steels?
Low-carbon steel is the least expensive steel category per unit weight. Hot-rolled low-carbon coil typically trades at a significant discount to medium-carbon, high-carbon, alloy, and stainless grades. The cost advantage compounds during fabrication because low-carbon steel requires less energy to cut, fewer consumables to weld, and simpler tooling to form. Total lifecycle cost—material plus processing—is where low-carbon steel’s economic advantage becomes most apparent.






