
Introduction
If your work lives and dies by inspections and delivery dates, speed without rework is the job. This guide is for coating and corrosion-control contractors who need to remove rust from steel fast—and still meet acceptance criteria. The quickest viable method depends on four levers: the starting surface (ISO 8501-1), the required cleanliness grade (AMPP/SSPC SP or WJ), part geometry/access, and the compliance load (OSHA, EPA, and, for lasers, ANSI). You’ll get a standards-based comparison across mechanical, chemical/chelation, electrolytic, and laser methods, plus safety essentials and a decision matrix you can take to the shop or the field.
Key takeaways
- The fastest way to remove rust from steel changes with rust grade, geometry, target cleanliness, and profile requirements.
- Use ISO 8501-1 to assess the start, AMPP/SSPC SP or WJ to define the finish, and ASTM D4417 to control profile so you don’t repaint twice.
- For open, heavy corrosion, abrasive blasting or high/ultra-high-pressure waterjetting usually wins on throughput; for intricate parts, chelation/electrolysis can reach where media cannot; lasers excel for selective, contained work and precise cleaning.
- OSHA ventilation/respiratory rules, EPA waste handling, and ANSI Z136.1 for lasers aren’t just paperwork—they directly affect takt time, mobilization, and cleanup.
Assess the starting point
Selecting the fastest compliant method starts with a common language for condition, target, and profile. Here’s the framework inspectors expect.
Rust grades (ISO 8501-1 A–D) and severity mapping
ISO 8501-1 defines visual rust grades A through D using photo comparators. In short: Grade A steel retains mill scale with minimal rust; B shows mill scale flaking and early rust; C has lost mill scale with slight pitting; D shows widespread rust with general pitting. Use the visual guide to classify your starting point and set realistic prep expectations. For a visual refresher, see the ISO overview portal and a contractor-friendly explainer from Elcometer: according to the ISO online browsing platform’s visual assessment portal and Elcometer’s field guide in “Assessing the Surface Condition,” both outline grades A–D with clear photos and usage notes.
- ISO visual assessment portal (overview of ISO 8501-1 comparators): the ISO online browsing platform provides the official visual comparators overview: https://www.iso.org/obp/ui/es/
- Practical photo guidance: Elcometer’s “Assessing the Surface Condition” explains grades A–D with examples: https://www.elcometer.com/en/assessing-the-surface-condition
Target cleanliness (AMPP/SSPC Sa/St, SP/WJ) for coating and service
Write the end state into the plan. Common AMPP/SSPC targets include SP 5 (white metal), SP 10 (near-white), SP 6 (commercial), SP 7 (brush-off), SP 11 (power tool to bare metal with profile), and SP 14 (industrial). Waterjetting uses WJ-1 to WJ-4 acceptance degrees. Immersion or severe environments often demand SP 10 or SP 5 (or WJ-2/WJ-1), while general atmospheric service may allow SP 6 or SP 14 (or WJ-3). AMPP’s summaries provide concise acceptance definitions with visuals; see AMPP’s quick overview of surface prep standards: https://blogs.ampp.org/protectperform/surface-prep-standards-a-quick-summary and AMPP’s learning center on waterjetting: https://www.ampp.org/technical-research/what-is-corrosion/protective-coatings-learning-center/waterjet-and-wet-abrasive-blast-cleaning-methods
Surface profile vs. coating DFT (ASTM D4417) to avoid rework
Speed collapses if you miss profile. ASTM D4417 Methods A/B/C let you verify surface profile on steel: A (visual comparator), B (depth micrometer), and C (replica tape). Match the specified profile to the coating system’s dry film thickness (DFT) so peaks sit under the film. Many high-solids primers want 2–4 mils of profile and a DFT above peak height; confirm in the PDS. For techniques and acceptance practices, see the ASTM D4417 standard page: https://www.astm.org/d4417-21.html, KTA’s field guide to measuring surface profile: https://kta.com/measuring-coating-surface-profile/, and DeFelsko’s comparison of methods: https://www.defelsko.com/resources/surface-profile-a-comparison-of-measurement-methods
Mechanical methods for speed
When the target is SP 10/5 or WJ-2/1 on open steel, mechanical methods typically deliver the quickest square-foot rates—provided containment, media choice, and dust control are planned with the same rigor as blasting parameters.
Abrasive blasting: media choice, profiles, throughput bands

Media and size govern both profile and efficiency. Angular media like garnet, aluminum oxide, or chilled iron cut aggressively and generate deeper, sharper anchor patterns than rounded media like glass bead or steel shot. Indicative tendencies under common conditions: garnet 100 mesh often yields roughly ~0.5 mil; 80 mesh ~1.0 mil; 40 mesh ~2.0 mil; 16 mesh ~4.0 mil, while glass beads trend shallower. These figures are directional; confirm on your rig and measure per ASTM D4417. Technical charts and explainers from established blasting resources outline these relationships and selection logic, for example BlastOne’s abrasive size vs. surface profile chart (metric units): https://www.blastone.com/abrasive-size-vs-surface-profile-chart-metric-units/ and its media selection guide PDF: https://www.blastone.com/wp-content/uploads/B3047_Abrasive-Selection-Guide_USA_V8.pdf
Throughput is a system result: nozzle pressure and size, standoff, media hardness/sizing, rebound, visibility, and operator technique. Harder, angular media at the right size typically increase removal rates; very dusty abrasives slow real takt time via clean-up and poor visibility. Vendor-neutral practice guides from KTA and others discuss these trade-offs and setup choices.
Safety and compliance directly shape speed. Plan ventilation and dust extraction per OSHA ventilation rules (29 CFR 1910.94 for general industry and 1926.57 for construction), use respirators per 29 CFR 1910.134 (Type CE supplied-air for blasting when needed), control respirable crystalline silica exposures under 29 CFR 1910.1053/1926.1153, and manage noise under 29 CFR 1910.95. OSHA’s abrasive blasting guidance consolidates these protective measures: https://www.osha.gov/sites/default/files/publications/OSHA3902.pdf
Power tools and localized removal: grinding, needle scaling, brushing

Power tools mobilize fast for spot repairs, edges, and welds. SP 3 (power tool cleaning) removes loose rust and coating fastest but leaves tightly adherent mill scale and minimal profile; SP 11 requires cleaning to bare metal and creating a minimum profile (often ≥1 mil), so it’s slower but yields better adhesion on small areas. Use Method B or C of ASTM D4417 to verify profile where SP 11 is specified. Practical discussions of power-tool outcomes and limitations are available in KTA’s surface preparation resources: https://kta.com/surface-preparation-power-tool-cleaning/
Productivity vs. substrate impact and dust control essentials
Fast isn’t free. Aggressive media can over-profile thin sections, increasing rework; power tools can gouge or smear if rushed. Dust and rebound reduce visibility, slow progress, and increase cleanup. A dedicated dust-control plan—enclosures, negative pressure, and extraction—improves true cycle time and acceptance odds while keeping exposure within OSHA limits (ventilation 1910.94/1926.57; silica 1910.1053/1926.1153; respirators 1910.134; PPE 1910.132–138). For a concise overview, see OSHA’s abrasive blasting guidance: https://www.osha.gov/sites/default/files/publications/OSHA3902.pdf
Chemical and electrolytic options
Chemistry can be the fastest way to remove rust from steel when geometry beats line-of-sight tools, but speed depends on film thickness, bath temperature, agitation, and compatibility with the subsequent coating system. Always plan neutralization and rinsing to specification.
Acid-based removers: fastest chemistries, risks, and neutralization

Acid pickling and acid-based gel/liquid removers dissolve iron oxides quickly, including in crevices, but leave residues that must be neutralized and rinsed. Poor neutralization is a classic adhesion failure mode. EPA’s neutralization process design materials outline pH adjustment fundamentals (see EPA design concepts: https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=20007H0I.TXT). Contractor-oriented notes from KTA discuss how residues and trapped salts undermine adhesion and how to avoid it (example pitfalls and prep notes: https://kta.com/preparing-painting-galvanizing/). Review AMPP recommended practices where applicable. Manage neutralization/rinse waters as potential hazardous waste depending on characterization (see EPA/RCRA below).
Chelating/water-based baths: geometry-friendly, substrate-safe tradeoffs
Neutral-pH chelators are gentler on substrates and excel with intricate parts or internal passages. They often require longer dwell times and thorough rinsing. Because they don’t create an anchor profile, plan a subsequent sweep blast or other profiling step when your coating system requires it. Document and label rinse waters, then characterize under RCRA before disposal or recycling—the EPA’s generator guide summarizes duties: https://www.epa.gov/sites/default/files/2019-10/documents/10008_managingyourhazwaste_508pdf_october_16_2019.pdf
Electrolytic derusting: detail preservation and scalability limits
Electrolytic derusting (cathodic reduction in an alkaline bath) preserves fine details and can clean internal geometries that are hard to media-blast. It is generally less scalable for large, high-throughput work, and it won’t remove tightly adherent mill scale efficiently. AMPP/Coatings publications describe where this method fits and where it doesn’t; an overview of electrolytic descaling/derusting use cases is summarized within AMPP’s archives (project pages and abstracts).
Environmental compliance note (EPA/RCRA): Spent abrasives and acidic/chelating rinse waters may be hazardous wastes if they are corrosive (D002) or contain toxic metals (D004–D043). Generators must make hazardous waste determinations under 40 CFR 262.11 and manage labeling, storage, and manifests accordingly. The EPA small-business generator guide provides practical checklists: https://www.epa.gov/sites/default/files/2019-10/documents/10008_managingyourhazwaste_508pdf_october_16_2019.pdf
Laser cleaning in 2026
Laser ablation has matured into a legitimate option for selective, standards-aligned rust removal—especially where containment is constrained or media are undesirable. It is not a universal replacement for bulk blasting on heavily corroded open areas.
How pulsed fiber lasers remove rust and typical processing speeds
Pulsed fiber lasers ablate iron oxides via rapid heating and micro-explosions at the surface, breaking the oxide layer free while minimizing thermal load to the substrate when parameters are tuned. Processing speed depends on power, pulse duration/frequency, spot size, overlap, and scan strategy, as well as rust thickness. Vendor application notes provide parameterized examples and context (example primer on laser rust removal and ablation physics: https://www.laserax.com/applications/laser-cleaning-rust-removal and https://www.laserax.com/blog/what-is-laser-ablation)—treat these as examples rather than promises, and validate on your parts. For neutral framing and comparison context, see KTA’s overview of laser ablation vs. traditional prep: https://kta.com/surface-preparation-of-steel-by-laser-ablation-2/
Where lasers excel vs. blasting and chemicals, and their limits
Strengths: no media, minimal secondary waste, repeatable parameters, selective area cleaning near sensitive components, and good fit where containment is hard. Limits: line-of-sight only, fume/particulate extraction needs, Class 4 safety controls, and generally lower area throughput than bulk blasting for heavy, widespread corrosion—particularly where a new anchor profile is required. AMPP’s in-progress GUIDE 21711 (non-mechanical cleaning by pulsed laser ablation) signals the push toward reference photographs and clearer acceptance language (project listing: https://www.ampp.org/standards/ampp-standards/new-standards-projects).
Safety (ANSI Z136.1), enclosures, PPE, and ROI considerations
Class 3B/4 laser work in industry falls under ANSI Z136.1. A fast, compliant setup usually includes a protective housing or enclosure with interlocks, wavelength-appropriate OD-rated eyewear validated to ANSI Z136.7, fume extraction/filtration, warning signs/labels, and supervision by a Laser Safety Officer (LSO). OSHA recognizes the ANSI Z136 series in its laser hazards materials (overview: https://www.osha.gov/laser-hazards/standards; ANSI summaries via LIA: https://www.lia.org/resources/laser-safety-information/laser-safety-standards). Factor enclosure design and extraction into takt time and mobility before calling lasers the fastest way to remove rust from steel for your scenario.
Select, protect, and execute fast
Now, choose the method that hits the standard in the least total time—prep plus compliance plus cleanup—then run a tight workflow to beat flash rust.
Decision matrix: match rust, geometry, takt time, and finish
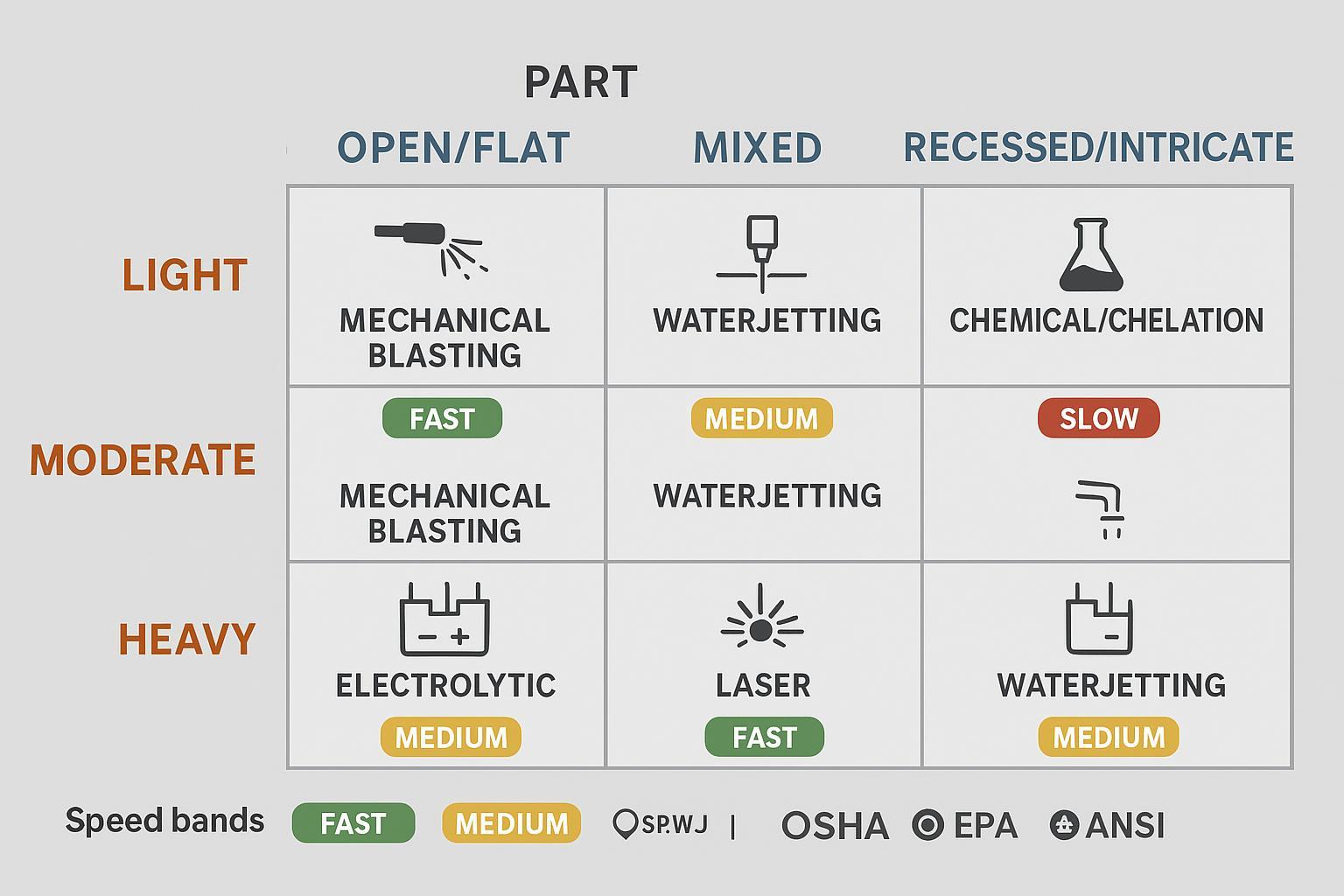
Use the matrix above to cross your ISO 8501-1 starting grade and geometry against your target SP or WJ level and takt time. In general:
- Open/flat with heavy rust or remaining mill scale (A–B): dry abrasive blasting or HP/UHP waterjetting are typically the fastest way to remove rust from steel when you must achieve SP 10/5 or WJ-2/1 and set a controlled profile.
- Intricate/recessed parts (C–D light to moderate): chelating baths or electrolytic cleaning reach hidden areas with lower risk of damage; plan longer dwell/rinse and waste handling.
- Mixed assemblies or sensitive surroundings: laser ablation enables selective, contained cleaning; validate cleanliness visually and by profile/salts as specified.
- Localized defects and edges: power-tool SP 11 produces bare metal with a measurable profile where full blasting is impractical.
Compliance essentials: OSHA, EPA, and documentation that speed you up
- OSHA: Ventilation for blasting operations (29 CFR 1910.94/1926.57), respiratory protection (1910.134, Type CE when required), respirable crystalline silica limits (1910.1053/1926.1153), noise (1910.95), and PPE programs (1910.132–138). OSHA’s abrasive blasting guidance consolidates controls and respirator selection: https://www.osha.gov/sites/default/files/publications/OSHA3902.pdf
- EPA/RCRA: Make a hazardous waste determination for spent abrasives and rinse waters (40 CFR 262.11). Document D-codes if applicable (e.g., D002 for corrosivity). Keep manifests and train handlers per generator category. The EPA small-business guide offers step-by-step checklists: https://www.epa.gov/sites/default/files/2019-10/documents/10008_managingyourhazwaste_508pdf_october_16_2019.pdf
- ANSI Z136.1 (lasers): Implement enclosures/interlocks, eyewear per ANSI Z136.7, LSO oversight, labels/signage, and training. OSHA’s laser hazards page recognizes Z136 as the governing framework (https://www.osha.gov/laser-hazards/standards).
- Documentation that speeds you up: capture before/after photos with ISO/AMPP VIS comparators where permitted, log profile readings (ASTM D4417) with location tags, and note environmental conditions. Good records shorten disputes and retests.
Step-by-step workflow to minimize downtime and flash rust
- Define acceptance: Specify SP or WJ target and required profile; confirm coating DFT vs. profile.
- Preclean (SP 1): Remove oils/grease and evaluate soluble salts if required.
- Execute the fastest viable method:
- Blasting/WJ: Set parameters for target profile/degree; maintain visibility and extraction.
- Power tool SP 11: Achieve bare metal and minimum profile; verify with Method B/C.
- Chemical/chelation: Time to full oxide removal; neutralize to pH 8–12; rinse to clean.
- Electrolytic: Batch small parts; monitor current density and dwell; rinse and dry.
- Laser: Validate parameters on coupons; operate within enclosure; extract fumes.
- QC hold points: Visual acceptance vs. AMPP SP/WJ; profile by ASTM D4417; check for residues/soluble salts if specified.
- Protect the window: Control flash rust using dehumidification, inhibitors as allowed, or immediate priming. Waterjetting in particular needs rapid drying and coating to hold degree.
- Coat promptly: Apply primer within the specified hold time; stripe coat edges and welds as required.
- Closeout: Record measurements, batch numbers, and environmental logs; stage waste for proper handling and transport.
Conclusion
There isn’t a single fastest way to remove rust from steel. The winner changes with rust grade, geometry, target acceptance, and profile. Open, heavy corrosion usually favors blasting or waterjetting; intricate parts lean toward chelation or electrolytic methods; lasers shine for selective, contained cleaning; and power tools close the gap for localized defects. Balance raw speed with substrate protection, worker safety, and total cost—including containment and waste—and you’ll pass inspections on schedule without paying for rework.
Selected sources for verification
- ISO 8501-1 visual assessment (overview portal): https://www.iso.org/obp/ui/es/
- Elcometer explainer on ISO rust grades: https://www.elcometer.com/en/assessing-the-surface-condition
- AMPP summary of surface prep standards (SP & WJ): https://blogs.ampp.org/protectperform/surface-prep-standards-a-quick-summary and AMPP learning center on waterjetting: https://www.ampp.org/technical-research/what-is-corrosion/protective-coatings-learning-center/waterjet-and-wet-abrasive-blast-cleaning-methods
- ASTM D4417 standard page (surface profile): https://www.astm.org/d4417-21.html
- KTA resources on surface preparation and profile measurement: https://kta.com/measuring-coating-surface-profile/ and https://kta.com/surface-preparation-power-tool-cleaning/
- DeFelsko comparison of profile methods: https://www.defelsko.com/resources/surface-profile-a-comparison-of-measurement-methods
- BlastOne profile/media resources: https://www.blastone.com/abrasive-size-vs-surface-profile-chart-metric-units/ and https://www.blastone.com/wp-content/uploads/B3047_Abrasive-Selection-Guide_USA_V8.pdf
- OSHA abrasive blasting guidance and silica standards: https://www.osha.gov/sites/default/files/publications/OSHA3902.pdf; https://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.1053; https://www.osha.gov/laws-regs/regulations/standardnumber/1926/1926.1153
- EPA hazardous waste generator guide: https://www.epa.gov/sites/default/files/2019-10/documents/10008_managingyourhazwaste_508pdf_october_16_2019.pdf
- ANSI Z136.1 and OSHA laser hazards page: https://www.osha.gov/laser-hazards/standards and https://www.lia.org/resources/laser-safety-information/laser-safety-standards
- KTA overview of laser ablation in surface preparation: https://kta.com/surface-preparation-of-steel-by-laser-ablation-2/




