
You can get porosity-free laser welding of aluminum by controlling the process and preparing your materials well. Porosity makes welds weaker and less reliable. Studies show that bad surface quality or fast welding speeds cause more porosity. This lowers fatigue strength and ductility.
| Evidence Description | Impact on Mechanical Properties | Source |
|---|---|---|
| Pore formation makes mechanical properties worse, especially fatigue strength and ductility. | Lower fatigue strength and ductility happen because of porosity. | Ardika et al. (2021) |
| Fast welding speeds make melt pool temperatures lower, which causes more porosity. | More porosity means mechanical reliability goes down. | Sahul et al. (2024) |
| Bad surface quality of the wire can make porosity ten times higher. | More porosity leads to worse mechanical performance. | Ryan et al. (2018) |
Clean surfaces, use the right shielding gas, and watch your process for the best results.
Key Takeaways
- Make sure to clean aluminum surfaces very well before welding. This helps stop porosity from happening. Laser cleaning works best for this.
- You need to control how fast and how strong you weld. This keeps the melt pool steady. Going slower can help lower porosity.
- Pick the right shielding gas, such as argon or nitrogen, to keep porosity low. Make sure the gas flows well to protect the weld.
- Try using advanced methods like pulsed lasers and oscillating welding. These can make the weld better and cut down on problems.
- Check your welding setup often and change settings if needed. This helps make sure your welds are strong and last a long time.
Porosity in Laser Welding of Aluminum
What Is Porosity?
Porosity means there are tiny holes inside a weld. There are two main types of porosity in laser welding of aluminum:
- Fine porosity has very small, round holes. These come from hydrogen or other gases that get trapped when the weld cools.
- Coarse porosity has bigger, uneven holes. This happens when the weld pool is not stable, especially if the weld does not go all the way through.
It is important to know about these types. They can change how strong and safe your welds are.
Causes of Porosity
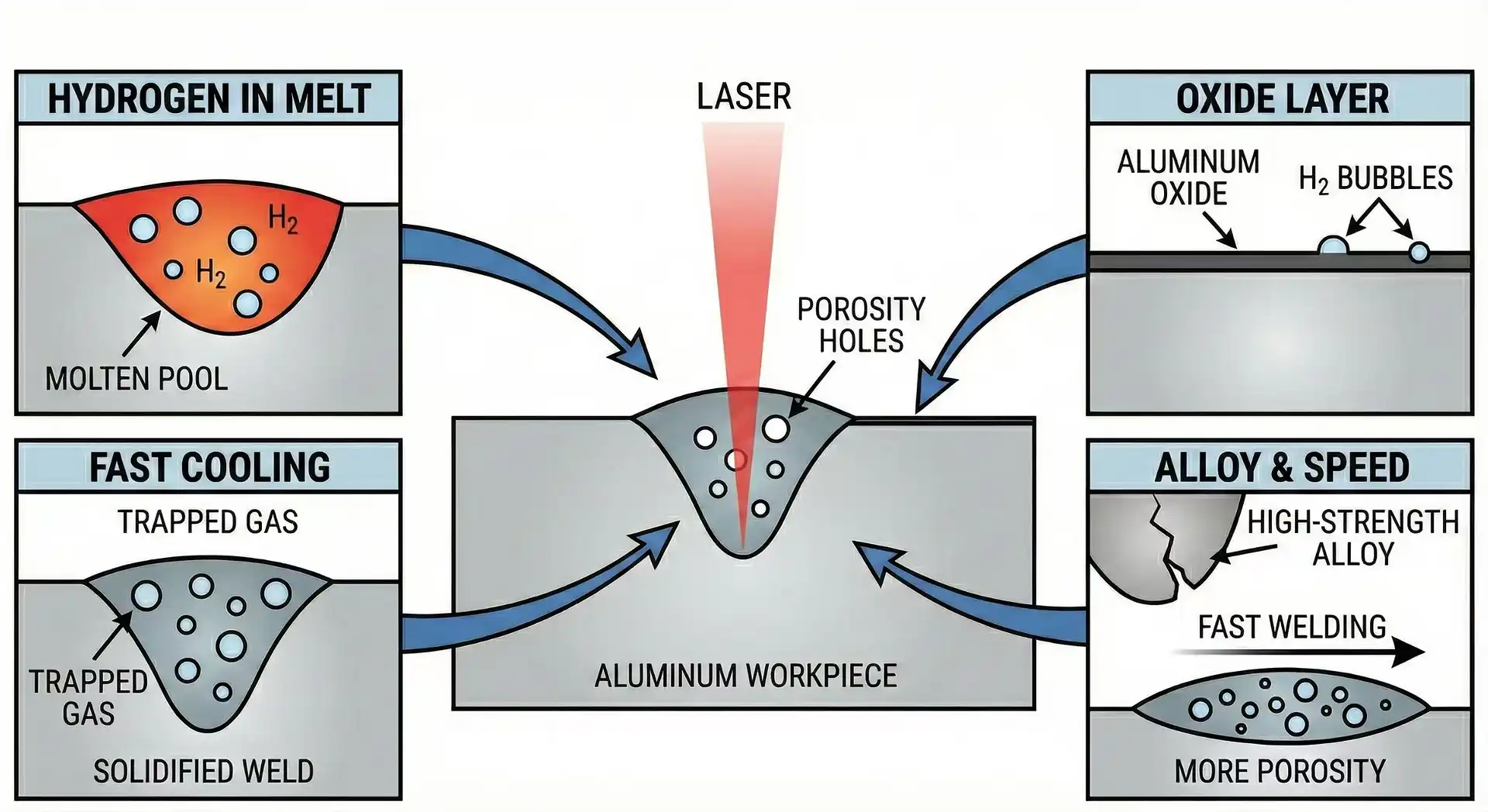
Many things can make porosity during laser welding of aluminum. Here are the most common causes:
- Hydrogen can mix into melted aluminum. If it does not leave before the metal cools, it makes holes.
- Cooling too fast can trap gases inside the weld. This makes holes that collapse.
- The oxide layer on aluminum can make porosity worse. It gives hydrogen more places to make bubbles.
- High-strength aluminum alloys can get more problems. These include cracks and keyhole collapse porosity. Forces like vapor pressure and surface tension can make these problems worse.
- Welding too fast can make more porosity. Slower welding helps lower it.
You need to control these things to stop porosity.
Impact on Weld Quality
Porosity can make welds much weaker. It lowers both the tensile strength and the fatigue life of the weld. You can see the effects in the table below:
| Description | Quantitative Impact |
|---|---|
| Fatigue life reduction due to porosity | Welds with lots of porosity last much less time than welds without porosity. |
| Effect of pore fraction on fatigue strength | If the pore fraction goes from 0.7 vol.% to 1.6 vol.%, fatigue strength drops by about 15%. |
| Relationship between pore size and fatigue life | Bigger pores mean the weld will not last as long. Smaller pores help the weld last longer if it is strong. |
Tip: To get strong welds that last a long time, keep porosity as low as you can.
Porosity Prevention Steps
Surface Cleaning and Oxide Removal
You need to clean aluminum before welding. Dirt, oil, and oxide layers can trap hydrogen. This makes porosity in the weld. There are different ways to clean aluminum. Each way has good and bad points.
| Method | Pros | Cons |
|---|---|---|
| Laser Cleaning | Takes off all dirt at once. It can clean only certain spots. It does not hurt the metal. It needs little care and no extra supplies. | It is slow for thick oxide. It costs more at first. It is slow for big areas. |
| Pickling (Chemical) | Removes oxides and dirt well. Makes the surface look even. It is less rough, so less chance of new dirt. | It is hard to control. How fast it works depends on the acid. It costs more and can be unsafe. |
| Mechanical Abrasion | Uses force to take off oxides. It can work if you handle dust well. | It is hard to remove tough oxides. It makes dust that can bring back dirt. |
Laser cleaning is best for less porosity. Studies show laser cleaning lowers surface oxygen and makes welds better. You can see how cleaning changes porosity below:
| Cleaning Method | Porosity Rate (%) | Notes |
|---|---|---|
| Laser Cleaning | < 1% | Porosity drops a lot. |
| Traditional Methods | 10–80% | Not good, can trap hydrogen. |
| Fillet Edge Welds | < 0.5% | Without laser cleaning, porosity was high. |
| Flange Couch Welds | 0.23–0.8% | Without laser cleaning, porosity was higher. |
Always clean before laser welding aluminum. Laser cleaning gives the least porosity and best welds.
Tip: Use laser cleaning for important welds. Chemical cleaning works but needs care. Mechanical abrasion is not as good for tough oxides.
Twin-Spot and Pulsed Laser Techniques
Twin-spot and pulsed lasers help control heat and stop porosity. These ways help control the melt pool and stop gas from getting trapped.
A study showed changing the laser angle can lower porosity. Computer models showed a bigger angle at some energy levels helps the melt pool flow. This makes fewer holes.
You also need to watch welding settings. Here are some key points:
- Lasers need the materials to touch for strong welds.
- The gap in a lap weld should be less than 10% to 20% of the thin part.
- If the gap is too big, the weld may not join well.
| Parameter | Value | Effect on Weld Quality |
|---|---|---|
| Shear Strength | 1209 N | Weld is very strong. |
| Electrical Contact Resistance | 86 µΩ | Low resistance means good electrical flow. |
| Defects in Fusion Zone | None | No cracks or pores in the weld. |
Pulsed lasers help keep the keyhole stable. Power wave changes, like triangle or rectangle shapes, help the molten pool stay steady and lower porosity. Setting the right laser power, speed, and wire feed makes welds better.
Note: Keep the weld gap small and use pulsed lasers for more control. Change laser angles and energy to get less porosity in aluminum laser welding.
Oscillating Welding Methods
Oscillating welding moves the laser in patterns like an infinity sign or a wobble. This helps bubbles get out of the melted pool and lowers porosity.
Researchers found that using an infinity path lowers porosity and keeps the keyhole steady. Making the laser move faster also helps the keyhole and drops porosity from 4.5% to 1.8%. The moving beam makes the melted metal flow and lets bubbles escape.
| Welding Method | Porosity Reduction Rate | Additional Benefits |
|---|---|---|
| Wobble Welding | 20-45% | Welds are 25% stronger and last 40% longer. |
| Conventional Welding | Higher rates | Hard to keep the keyhole steady and spread heat. |
You can change how much the laser moves for better welds. Making the movement bigger can lower porosity but may make welds weaker. The best welds use about 25 J to 27 J of energy and a 0.75 mm movement.
Tip: Use oscillating welding for thick or high-magnesium aluminum. Change the speed and movement for the least porosity and strongest welds.
How to Control Your Process and Environment
You need to control your process and work area to stop porosity. Here are steps to follow:
- Clean the metal before welding.
- Pick the right shielding gas, like argon or helium.
- Use a gas flow of about 15L/min.
- Set welding power, speed, and wire feed just right.
- Use beam movement or pulsed lasers for a steady keyhole.
- Keep the weld gap small.
- Keep away oil, dirt, or rust.
Reminder: Good control and clean metal make strong, porosity-free welds. Always check your welding setup and change settings if needed.
Laser welding of aluminum works best with good cleaning, smart laser use, and careful control. You can get strong, porosity-free welds if you follow these steps.
Shielding Gas in Laser Welding of Aluminum
Argon and Helium Selection
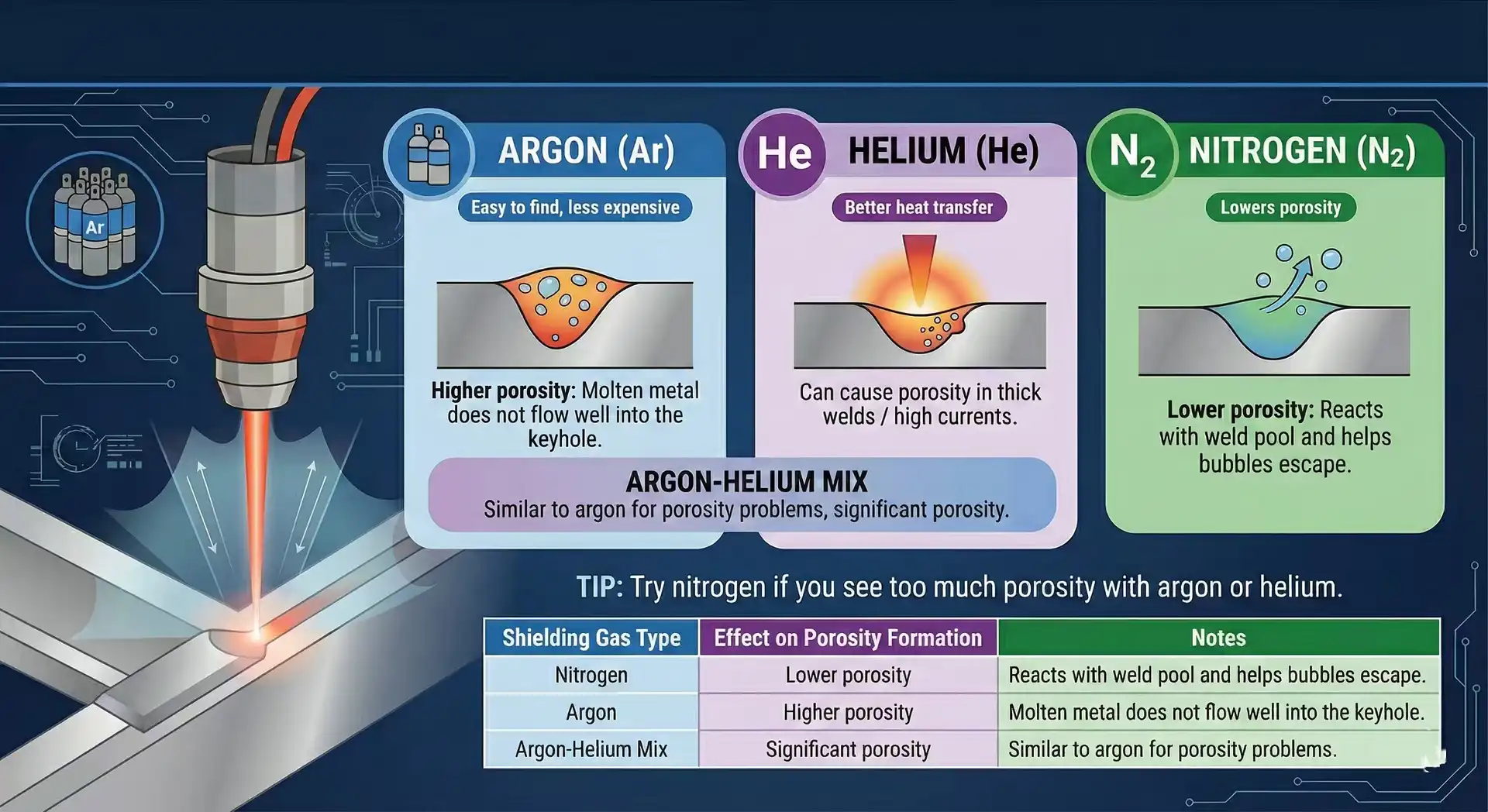
You need to choose the right shielding gas for laser welding of aluminum. Argon and helium are common choices. Argon is easy to find and less expensive. Helium gives better heat transfer. Sometimes, you can mix argon and helium for special jobs. Nitrogen can also help lower porosity because it reacts with the weld pool and helps gases escape.
Here is a table that shows how different gases affect porosity:
| Shielding Gas Type | Effect on Porosity Formation | Notes |
|---|---|---|
| Nitrogen | Lower porosity | Reacts with weld pool and helps bubbles escape. |
| Argon | Higher porosity | Molten metal does not flow well into the keyhole. |
| Argon-Helium Mix | Significant porosity | Similar to argon for porosity problems. |
You should know that helium can cause porosity in thick welds or with high welding currents. Argon may trap gases if the molten pool does not flow smoothly.
Tip: Try nitrogen if you see too much porosity with argon or helium.
Gas Flow and Coverage
You must set the right gas flow to protect the weld. If you use too little gas, air can get in and cause porosity. Too much gas can make turbulence and pull in air. You should use a flow rate of 15 to 25 liters per minute for most jobs. For tough jobs, you may need up to 28 liters per minute.
- Helium and argon-helium mixes work well because they move heat fast.
- Use at least 15 liters per minute to keep the weld safe from air.
- For special cases, like galvanized steel, you may need more gas.
If you do not use enough gas, the weld pool can get dirty. If you use too much, you can make air swirl into the weld. Adjust the flow for your job and check your nozzle often.
Note: Always check your gas flow before you start. Make sure the coverage is even and strong.
Common Shielding Gas Mistakes
You can avoid many problems by watching for common mistakes. Here are some things to look out for:
- Picking the wrong gas can make porosity worse.
- Using too little or too much gas can cause weld defects.
- Not checking your gas supply system can let dirt or water in.
- Forgetting to clean the nozzle can block the gas and hurt weld quality.
You should inspect your gas system often. Clean your nozzle and check for leaks. Make sure you use the right gas for your material.
Reminder: Good shielding gas choices and careful setup help you get strong, porosity-free welds.
Laser welding of aluminum needs the right shielding gas, steady flow, and regular checks. You can lower porosity and make better welds if you follow these steps.
Troubleshooting and Best Practices
Identifying Porosity Issues
It is important to find porosity early to keep welds strong. You can use tests that do not hurt the weld. These tests help you see if there are holes inside. Here are some ways to check for porosity:
- Radiographic testing and ultrasonic testing let you look inside the weld.
- Visual inspection helps you see holes on the surface.
- Optical microscopy and scanning electron microscopy show pore size and shape.
- You can watch the weld as it happens with computer vision or spectral emission.
- Optical coherence tomography checks how deep the keyhole is and finds holes.
- Computer simulations like finite element analysis can guess where pores might form.
Tip: Watching the weld in real time helps you fix problems right away.
Solutions for Common Problems
If you find porosity, you should fix it fast. Here are steps to help:
- Clean the weld surface with chemicals or by scrubbing to remove dirt and oxides.
- Change the laser power to keep the heat steady.
- Go faster for thin plates and slower for thick ones.
- Adjust the shielding gas flow to stop bubbles and oxidation.
- Use clean electrodes and follow welding rules.
- Ask engineers to set rules for how much porosity is okay.
If you only take off the oxide layer, you will have less porosity but not always perfect welds. Hybrid laser-MIG welding can help, but sometimes small holes stay. Your results depend on how fast you weld, the alloy, and the laser spot size.
Note: Always check your setup and follow good steps to lower porosity.
Maintaining Consistent Welds
You want every weld to be strong and have no holes. Here are some best practices to help you:
| Best Practice | Description |
|---|---|
| Proper Cleaning and Preparation | Use a stainless steel brush and solvents to clean parts. |
| Heat Control | Change current and speed; use cooling tools to stop overheating. |
| Shielding Gas Selection | Pick pure argon or argon-helium mixes; keep gas flow steady. |
| Use of Compatible Filler Material | Choose clean, dry filler material to stop hydrogen from getting in. |
| Porosity Minimization | Keep the area dry; control welding speed and gas flow; do not weld in high humidity. |
| Proper Welding Practices | Use spot welding to hold parts in place and stop edge tearing. |
You should also watch these things during laser welding of aluminum:
- Laser power and speed
- Where the laser focuses and the pattern it moves in
- How often you weld and how fast it cools
- Gas shielding and watching the weld as you work
Reminder: Keeping the welding current steady, feeding wire smoothly, and using the right gas shielding help stop porosity from coming back.
You can get porosity-free laser welding of aluminum by doing some important things. First, make sure surfaces are clean and dry before you start. Next, control your process and use shielding gas that is very pure. Watch your work area and change weld settings to get the best results.
- Keep the temperature and humidity just right.
- Use clean materials and pure shielding gas.
- Change laser power and speed so gases can escape.
| Parameter | Description |
|---|---|
| Thermal Gradient | Stay 10 °K below the solidification point |
| Hydrogen Content | It changes pore size and weld strength |
| Model Variance Explained | 73% of pore size can be predicted |
| Long-term Benefit | Explanation |
|---|---|
| Strong and durable welds | Welds can handle stress and tough conditions |
| Reduced post-weld treatment | You will need fewer fixes after welding |
| Improved weld quality | Welds last longer and work better |
Always check and change your setup to make sure welds stay strong and safe.
FAQ
What is the best way to clean aluminum before laser welding?
You should use laser cleaning for the best results. It removes dirt and oxides without damaging the metal. If you do not have a laser cleaner, use a stainless steel brush and a solvent like acetone.
How do I know if my weld has porosity?
You can check for porosity by looking at the weld surface. Small holes or pits mean porosity. For a deeper check, use radiographic or ultrasonic testing. These methods show hidden pores inside the weld.
Can I use regular argon for all aluminum laser welding?
You can use pure argon for most jobs. For thick aluminum or special needs, try a mix of argon and helium. If you still see porosity, test nitrogen as a shielding gas.
What should I do if I keep getting pores in my welds?
First, clean your material well. Next, check your gas flow and type. Adjust your laser power and speed. If you still see pores, try oscillating or pulsed laser methods.
Laser Welding in Kitchenware Manufacturing: Sealing & Aesthetics
Essential Tips for Welding High-Reflective Surfaces




