
You can avoid splashing during welding by doing some easy things. Clean the metal to get rid of dust, oil, and rust. Use good electrodes and filler wires. Put anti-spatter sprays or gels on surfaces close by. Take care of your equipment and change old parts. Always make sure you have proper grounding before you begin. These steps help you make cleaner welds and keep your area safe.
Key Takeaways
- Clean the metal before you start welding. Remove dust, oil, and rust. This helps make a steady arc. It also lowers the amount of spatter.
- Change your welding settings like current and voltage. Try to find the best balance. Good settings make cleaner welds. You will see less splashing.
- Use anti-spatter sprays or canola oil on the metal. This makes a barrier on the surface. It helps you clean up faster. It also keeps your tools safe.
- Keep your torch angle and speed steady while welding. Using the same technique each time helps lower spatter. It also makes your welds better.
- Always check your grounding and shielding gas flow. Good grounding and gas flow are very important. They help keep welding stable and lower splatter.
Adjust Welding Settings to Avoid Splashing
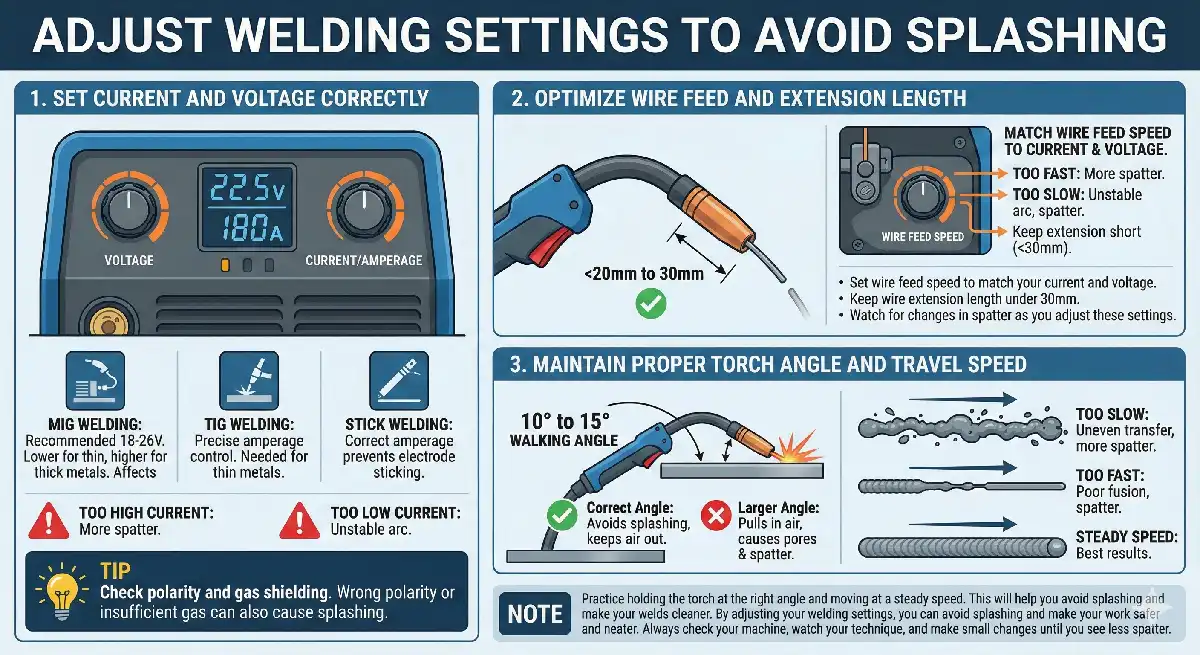
Set Current and Voltage Correctly
You can avoid splashing by setting the welding current and voltage to the right levels. If you use too much voltage, you lose control of the arc and create a lot of spatter. If you use too little voltage, you also get spatter because the weld does not penetrate well. The bead becomes too round and sits on top of the metal. You need to find a balance. For MIG welding, try to keep the voltage between 18 and 26 volts. Use lower voltage for thin metals and higher voltage for thick metals. Always check your machine’s manual for the best settings.
Here is a table to help you choose the right voltage and current for different welding processes:
| Welding Process | Recommended Voltage Range | Current Impact |
|---|---|---|
| MIG Welding | 18-26 volts | Lower for thin metals, higher for thick; affects spatter |
| TIG Welding | Precise amperage control | Needed for thin metals |
| Stick Welding | Correct amperage | Prevents electrode sticking |
If you set the current too high, you will see more spatter. If you set it too low, the arc becomes unstable. Always adjust both current and voltage together to avoid splashing.
Tip: If you notice a lot of spatter, check your polarity and gas shielding. Wrong polarity or not enough shielding gas can also cause splashing.
Optimize Wire Feed and Extension Length
Wire feed speed is another key factor. If you feed the wire too fast, you get more spatter. If you feed it too slow, the arc becomes unstable and you still get spatter. You need to match the wire feed speed with your current and voltage settings. Most welding defects, including high spatter, happen because of wrong wire feed speed or operator error.
Keep the wire extension length short. The best length is less than 20mm to 30mm. A shorter wire extension helps you avoid splashing and keeps the arc steady.
- Set wire feed speed to match your current and voltage.
- Keep wire extension length under 30mm.
- Watch for changes in spatter as you adjust these settings.
Maintain Proper Torch Angle and Travel Speed
The way you hold and move the torch also affects spatter. Hold the torch at a walking angle of 10° to 15°. This angle helps you avoid splashing and keeps air out of the weld. If you use a larger angle, you pull in more air and create pores and spatter. Try to weld in the right direction. Welding to the right usually makes less spatter than welding to the left.
Travel speed matters, too. If you move the torch too slowly, the molten metal transfers in an uneven way and causes more spatter. If you move too fast, the weld does not join well and you still get spatter. Keep a steady, even speed for the best results.
Note: Practice holding the torch at the right angle and moving at a steady speed. This will help you avoid splashing and make your welds cleaner.
By adjusting your welding settings, you can avoid splashing and make your work safer and neater. Always check your machine, watch your technique, and make small changes until you see less spatter.
Prepare Materials and Grounding
Clean Base Metal and Consumables
You need to start with clean materials if you want to avoid splashing during welding. Dirt, oil, and rust on the base metal can cause problems in the weld. These contaminants enter the weld puddle and make the arc unstable. You should always clean the weld area before you begin. Use a wire brush or grinder to remove any dust, grease, or old paint.
- Cleanliness helps create a good surface for coatings to stick to after welding.
- Different welding methods can leave behind inorganic soils. You must remove these for the best results.
- Cleaning the base material keeps dirt, oil, and grease out of the weld puddle.
You should also use high-quality consumables. Cheap wires and electrodes often contain unwanted materials. These can increase spatter and make your job harder. High-quality consumables go through strict testing. They last longer and help you make cleaner welds.
- Low-quality wire can wear out contact tips quickly and cause more spatter.
- Premium consumables save you time and money because they work better.
- Cheaper metals may have fillers that do not melt well, which increases spatter.
Ensure Proper Grounding
Proper grounding is important for a stable arc. You should always attach the ground clamp to clean, bare metal. If you place the clamp on mill scale or rust, you will get more spatter and an unstable arc.
Mill scale acts as a thermal and electrical insulator. It makes the weld puddle smaller and the arc less stable. This leads to more spatter during welding.
Check your ground connection before you start. Move the clamp if you see sparks or hear crackling. A good ground helps you keep the arc steady and your welds clean.
By cleaning your materials and making sure you have a solid ground, you set yourself up for success. These steps help you avoid splashing and make your welding process smoother.
Shielding Gas and Environment
Select Appropriate Shielding Gas
You can control spatter by choosing the right shielding gas for your welding process. Shielding gas protects the weld from air and helps you create a stable arc. The type of gas you use affects how much spatter you see. For MIG welding, a mix of 75% argon and 25% carbon dioxide (C-25) gives you minimal spatter and a smooth arc. If you use 100% carbon dioxide (C-100), you will notice more spatter and a less stable arc, but it costs less.
Here is a table to help you compare common shielding gases:
| Shielding Gas Mix | Spatter Production | Arc Characteristics | Cost Effectiveness |
|---|---|---|---|
| 75% Argon/25% CO2 (C-25) | Minimal spatter | Good | More expensive |
| 100% CO2 (C-100) | More spatter | Slightly erratic | Cost-effective |
You should also pay attention to the flow rate of your shielding gas. If you set the flow rate too high, you can actually increase spatter. Gas flow velocity changes how droplets move in the weld area. Try to keep the flow rate steady and match it to your welding environment.
Tip: Adjust the shielding gas flow rate by 2–3 liters per minute if you notice drafts or air movement. This helps you keep the protective shield strong.
Avoid Wind and Air Movement
Wind and drafts can disrupt the shielding gas and lead to more spatter. You need to protect your welding area from fans, open doors, and air conditioning vents. If you weld outdoors, wind can blow away the shielding gas quickly. This makes it hard to avoid splashing and keep your weld clean.
- Set up welding tents or screens to block wind.
- Position yourself so that wind does not hit the weld directly.
- Increase the shielding gas flow rate to 30–35 CFH for outdoor work.
- Use FCAW or SMAW welding methods if you cannot control the environment, since these are less sensitive to gas loss.
Environmental factors like drafts and moisture can change how the weld forms. Always check your surroundings before you start. If you see spatter increasing, look for sources of air movement and take steps to block them.
Note: Avoid drafts to keep the gas shield strong. This simple step helps you make cleaner welds and reduces spatter.
By selecting the right shielding gas and controlling your environment, you can avoid splashing and improve your welding results.
Use Products to Avoid Splashing
Apply Anti-Spatter Sprays and Fluids
You can use anti-spatter sprays and fluids to keep your welding area clean. These products stop hot metal drops from sticking to your workpiece, tools, and nozzle. When you use them, you spend less time cleaning up after welding. You also protect your equipment and make your welds look better.
Here are some reasons why welders use anti-spatter sprays and fluids:
- They prevent spatter from sticking to surfaces.
- They help you save time and money by reducing rework.
- They protect the quality of your welds and tools.
- Both flammable and non-flammable types work well.
You can choose from different ways to apply these products. Each method works best for certain jobs:
| Application Method | Description |
|---|---|
| Aerosol | Shake the can, spray evenly over the area, and let it dry. Good for small and large jobs. |
| Brush | Use a brush for small or detailed areas. This gives you more control. |
| Dip | Dip small parts into the fluid for full coverage. |
| Gel or Paste Form | Use on vertical or overhead surfaces. It sticks better and covers well. |
Many anti-spatter sprays come in silicone-free versions. These create a barrier that stops molten metal from sticking. You will find cleanup much easier, and your final weld will look smooth. Silicone-free sprays work just as well as traditional ones.
Use Canola Oil Spray
You can also use canola oil spray as a simple and safe way to avoid splashing. Canola oil works like commercial anti-spatter fluids because it forms a barrier on the metal. It is made from vegetable oil, so it is safe to use in most places. Canola oil spray leaves little residue and helps protect your tools from rust.
Some welders choose canola oil because it is easy to find and does not cost much. Commercial anti-spatter fluids may offer extra benefits, such as better corrosion protection and less residue. Both options help you keep your work area clean and your welds neat.
Tip: Always spray a thin, even layer before you start welding. Wipe off any extra oil or fluid after you finish. This keeps your welds strong and your tools in good shape.
If you use these products the right way, you can avoid splashing and make your welding process smoother.
Choose Filler Metals and Techniques
Select Low-Spatter Wires
Picking the right filler metals helps you avoid splashing. Some wires and electrodes make less spatter. This keeps your workspace cleaner. Using low-spatter wires makes welding easier. You will spend less time cleaning up after welding.
Here is a table that shows common filler metals and what they do:
| Filler Metal | Characteristics |
|---|---|
| 6010 | Goes deeper into the metal |
| 6011 | Goes deeper into the metal |
| 6013 | Makes the arc steady, less spatter |
| 7018 | Makes the arc steady, less spatter |
Wires like 6013 and 7018 give you a steady arc. They make less spatter. Your welds look better and you do not need to remove much slag. Low-spatter wires let you weld faster on thin metal. You can use different gas mixes to get the results you want.
Here is a table that compares low-spatter wires and regular wires:
| Feature | Low-Spatter Wires | Standard Wires |
|---|---|---|
| Voltage in Spray Transfer | Needs a little less voltage | Needs more voltage |
| Spatter Reduction | Makes much less spatter | Makes more spatter |
| Weld Quality | Makes better welds with good coverage | Welds are good but not as neat |
| Post-Weld Cleanup | Needs little cleanup | Needs more cleanup |
Tip: Low-spatter wires help you weld faster. They keep your work area cleaner. You do not have to clean up as much after welding.
Try Advanced Welding Methods
You can use special welding methods to control spatter. These methods help you get better results. Changing welding settings like current and voltage keeps the arc steady. New inverter power sources with digital control can cut big spatter drops in half. Mixed shielding gases, like 80% argon and 20% CO2, lower big spatter drops by over 30%.
Here are some advanced welding techniques you can try:
- Use pulsed MIG welding for steady heat and a stable arc. This lowers spatter and stops burn-through on thin metal.
- Try wobble welding by moving the torch side to side a little. This spreads heat and keeps the weld deep.
- Hold the torch straight up and down. If you tilt it more than 20°, you get more spatter.
- Pick flux-cored wires for less spatter. These wires make about one-third as much spatter as solid wires.
Note: Advanced methods like pulsed MIG and waveform control help you avoid splashing. They make your welds look cleaner.
By picking the right filler metals and using advanced welding methods, you make better welds and keep your workspace neat.
Training and Best Practices

Maintain Consistent Technique
You can avoid splashing by practicing a steady and repeatable welding technique. When you keep your movements and angles the same, you get better results and less mess. Your hand position, torch angle, and speed all play a big part in how much spatter you see. If you change these too much, you will notice more splatter and uneven welds.
- The angle of your MIG gun changes the direction and consistency of your weld.
- The speed of your hand affects how much heat and metal you put down.
- The length of your arc in stick welding controls how stable your weld pool stays.
Try to keep your torch at the same angle for each pass. Move your hand at a steady pace. Watch the arc length and keep it short and even. These habits help you make cleaner welds and reduce the time you spend cleaning up.
Tip: Practice on scrap metal before you start your main project. This helps you build muscle memory and spot mistakes early.
Continue Learning and Improving
You can always get better at welding by learning new skills and trying new tools. Many welders find that small changes in their setup make a big difference in spatter control. Here are some ways you can keep improving:
- Adjust the arc voltage to the right level. This stops short-circuiting and lowers spatter.
- Change the stick-out, or the length of wire past the contact tip. This keeps your amperage steady and helps you avoid splashing.
- Upgrade your welding machine if you can. Newer machines often have special settings that cut down on spatter.
You can also watch videos, read guides, or join welding classes. These steps help you learn the latest tips and tricks. When you keep learning, you make better welds and work more safely.
Note: Every welder can improve. Keep practicing and stay open to new ideas.
You can stop splashing if you clean your workpieces well, use anti-spatter sprays, and practice steady welding. These steps help you make neater welds and keep your tools safe. Anti-spatter sprays put a layer on the metal. This makes cleaning up faster and helps your tools last longer. Some companies save a lot of money because they do not need to grind as much. Good airflow and fume control keep your workspace safe. Keep learning new things and watch your welding style for the best results.
- Anti-spatter sprays help you clean up faster.
- Cleaning and good welding skills lower spatter.
- Good airflow keeps you healthy.
| Benefit | Description |
|---|---|
| Cleaner Welds | Less spatter and easier finishing |
| Safer Work Environment | Reduced health risks for operators |
FAQ
What causes splashing during welding?
You see splashing when the arc is unstable, the metal is dirty, or the settings are wrong. High current, poor grounding, and fast wire feed also increase spatter. Clean your materials and check your machine before you start.
How do anti-spatter sprays work?
Anti-spatter sprays create a thin barrier on metal surfaces. This barrier stops hot metal drops from sticking. You clean up faster after welding. Spray a light layer before you begin.
Can you reduce spatter without special products?
Yes. You adjust your welding settings, clean the base metal, and use proper technique. Hold the torch at the right angle and keep a steady speed. These steps help you avoid splashing.
Which welding method makes the least spatter?
TIG welding makes the least spatter. MIG welding with argon-rich gas also produces clean welds. Stick welding and flux-cored wires create more spatter. Choose your method based on your project needs.
Is splatter dangerous for welders?
Spatter can burn your skin and damage your eyes. Always wear gloves, a welding helmet, and protective clothing. Keep your work area clean to stay safe.
How Does Laser Wire Feeding Technology Improve Welding Precision
What is Wobble Laser Welding? Solving Fit-up Gaps
Wire Feeding vs No Wire Feeding Laser Welding: Which Is Better?




