
Introduction
Manufacturers evaluating surface-prep and refurbishment tools face a familiar trade-off: protect the base metal, hit takt time, and keep the EHS team happy. This guide breaks down the advantages and disadvantages of laser cleaning machines, compares them with sandblasting, dry ice blasting, and chemical cleaning, and shows where each method fits. You’ll also see how a laser cleaning machine fits by application, scale, and required surface quality—especially for carbon steel weld oxide and rust removal. Finally, we outline how to weigh total cost of ownership, real-world throughput, and U.S. safety/compliance obligations.
Key takeaways
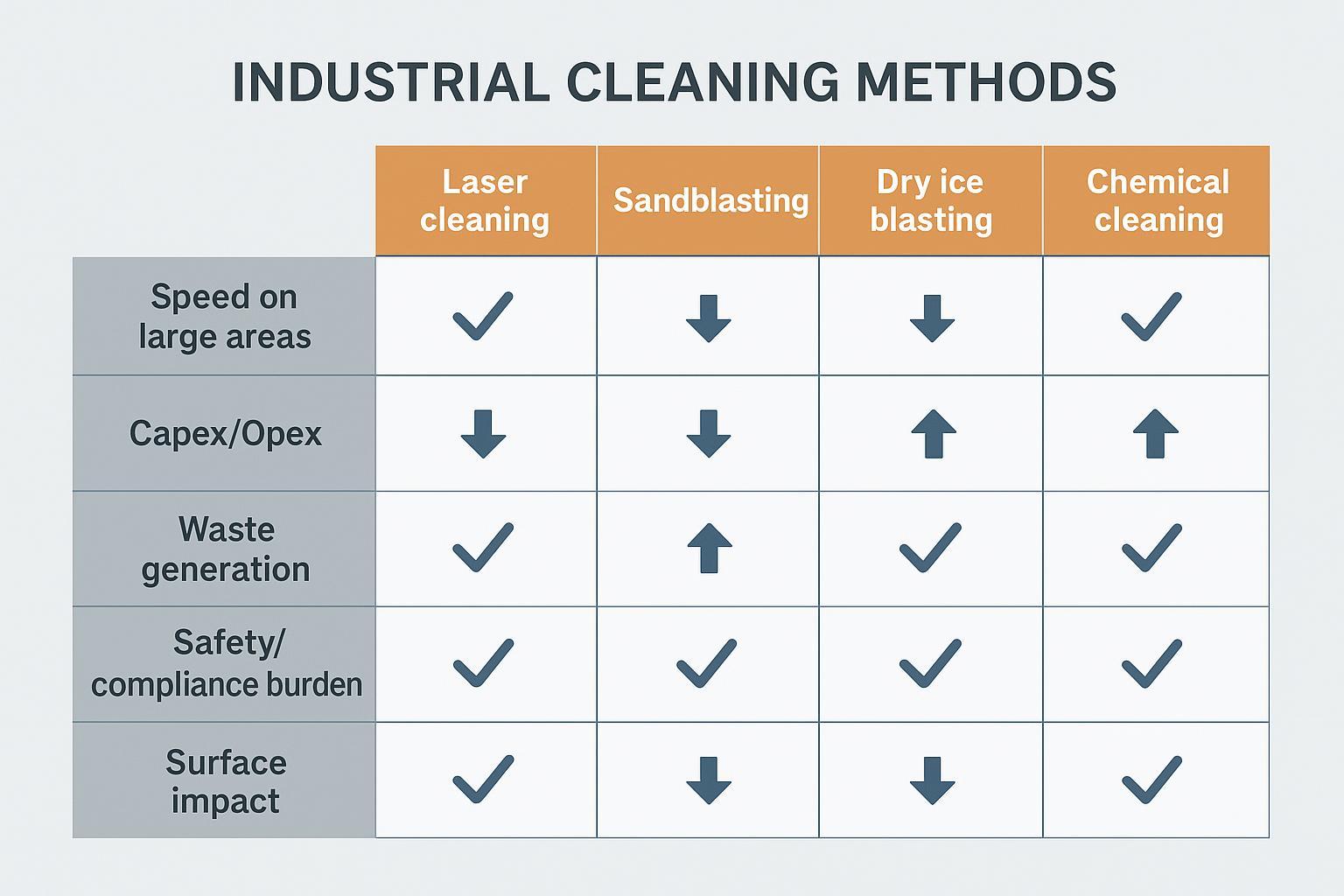
- Laser cleaning is selective and non-abrasive, ideal for weld oxide/rust removal when surface integrity matters.
- Blasting still leads on very large areas and thick, stubborn coatings; chemicals handle complex chemistries but add waste/compliance burden.
- Pulsed lasers favor precision cleaning; CW (or quasi-CW) suits some coating removal and automation.
- ROI depends on utilization, labor rate, avoided consumables/waste, and rework reduction—not just capex.
- U.S. deployments require ANSI Z136 oversight, LEV for fumes, and OSHA/EPA compliance.
How a laser cleaning machine works
Laser cleaning uses light energy to ablate or desorb contaminants from a surface. In practice, you tune pulse characteristics, spot size, and scan strategy to exceed the contaminant’s ablation threshold while staying below the substrate’s—think of it as peeling a label without scratching the bottle.
Pulsed vs CW overview
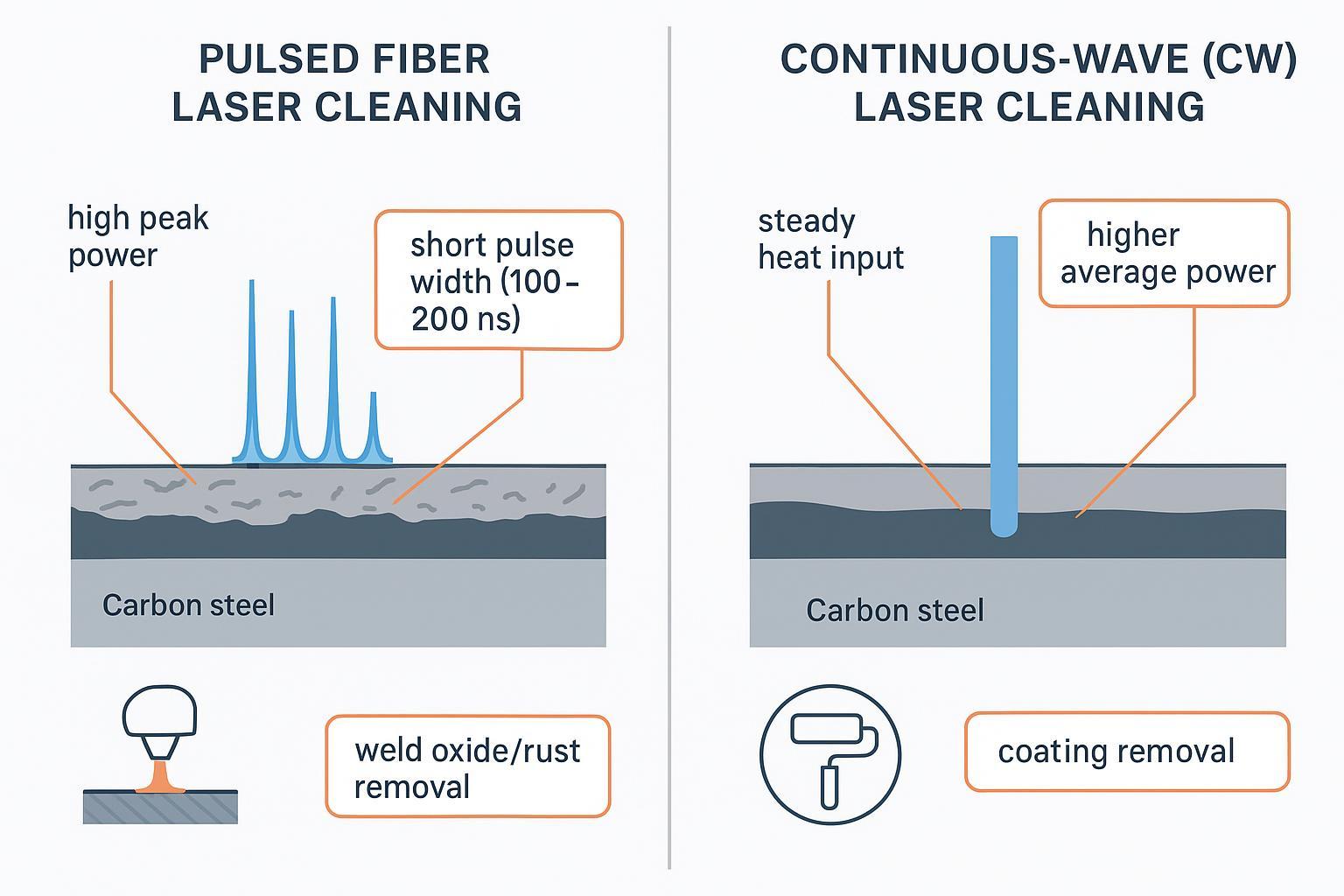
- Pulsed fiber lasers deliver short bursts of high peak power with low average heat input, enabling selective removal of oxides, rust, and thin coatings with minimal heat-affected zone. Quasi-CW sources can provide very high peak power relative to average output. See IPG’s overview of high-peak QCW behavior in their quasi‑CW fiber laser documentation and Laserax’s explainers on pulse/fluence relationships in how laser cleaning works.
- Continuous-wave (CW) lasers provide steady energy; they’re useful in some coating ablation and high-throughput automation where selectivity is less critical. For a vendor-neutral primer on cleaning applications and trade-offs, see IPG’s What Is Laser Cleaning? (2024).
What it removes and how selectivity works
Typical targets include weld heat tint and oxides, light-to-moderate rust, shop oils, primers, and some paints. Selectivity comes from hitting an energy density that ejects the contaminant while the base metal reflects or conducts the remaining heat without damage. Laserax’s application pages summarize the mechanism and where short pulses help maintain a small heat-affected zone in industrial laser cleaning applications.
Where it excels vs where it struggles
- Excels: precision weld oxide/rust removal on carbon steel, pre-/post-weld prep, adhesive bonding prep, and localized rework—non-contact, consistent results, minimal secondary waste. IPG provides a general overview in Everything You Need to Know About Laser Cleaning (2025).
- Struggles: very large, flat surfaces or thick, strongly adherent coatings where abrasive blasting’s bulk removal can be faster; tight corners/crevices with limited beam access; highly reflective finishes demanding careful parameterization. Adapt Laser’s comparisons discuss such cases in laser vs. abrasive methods.
Starting presets — validate on sample parts (carbon steel weld oxide/rust, handheld pulsed fiber)
Average power: 200–500 W
Pulse width: 100–200 ns
Repetition rate: 50–200 kHz
Effective spot: 0.5–2.0 mm (scanner dependent)
Scan speed: 0.5–2.5 m/s; 50–80% overlap
Passes: 1–3 with inspection between passes
Notes: Conservative starting window; tune to surface condition. Verify with coupons.
Sources: Mechanism/parameter relationships summarized from Laserax explainers (2018–2026).
Advantages for manufacturers
Non-destructive surface quality and consistency
Laser cleaning is non-contact and avoids grit impingement, so base-metal geometry remains intact. That’s valuable for weld prep and post-weld cosmetic cleanup where abrasive methods can dull edges or undercut fillets. Vendor explainers emphasize selective ablation and minimal heat-affected zones when pulses are short and overlap is well controlled, as outlined in Laserax’s ablation primer.
EHS and environmental benefits
No blasting media means no spent grit to collect, segregate, and dispose of. Fumes and particulates from ablation are capturable at the source with local exhaust ventilation (LEV) and filtration. Compared with sandblasting’s dust and media handling or chemical stripping’s hazardous waste, this reduces waste streams and housekeeping. For a plain-language overview of method-level differences, see IPG’s What Is Laser Cleaning? (2024).
Operating cost, automation, and repeatability
With no consumable media or solvents to buy, stage, and dispose of, ongoing operating costs center on electricity, filters, and routine maintenance. Scanners and robots make pathing repeatable; recipes can be stored and recalled for consistent results across shifts.
Disadvantages and limits
High capex and power selection trade-offs
Capex for Class 4 laser systems is typically higher than for blasting cabinets or chemical dip setups. Power class directly affects throughput and thermal risk: higher average power increases removal rate but raises the chance of substrate heating or discoloration if not tuned.
Throughput on large areas and thick coatings
For large flat panels or thick, strongly adherent coatings, abrasive blasting often outpaces lasers on raw square-meter throughput. Lasers may require multiple passes, and beam access can slow work in deep geometries.
Safety controls, fumes, and reflective surfaces
Industrial laser cleaning is usually Class 4. U.S. deployments require an appointed Laser Safety Officer (LSO) and controls per ANSI Z136, including Laser Controlled Areas, interlocks/guarding where practical, eyewear with appropriate optical density (OD), and documented training. LEV is needed to capture laser-generated airborne contaminants (LGACs), and reflective surfaces require careful setup to mitigate stray reflections. See OSHA’s overview in Laser hazards standards and ANSI/LIA’s Z136.1-2022 summary.
Practical micro‑example (neutral): In field trials on carbon steel weld oxide cleanup, we’ve seen handheld pulsed systems perform best when operators can recall validated presets, keep the fume nozzle close to the plume, and maintain consistent standoff. As one example of how vendors support this, Oceanplayer offers handheld units with built‑in preset libraries for common tasks like weld heat‑tint removal, plus portable extraction modules that attach near the scan head to improve capture efficiency. For integrators, OEM/ODM support can simplify custom fixtures and safety interfaces when moving from handheld to semi‑automated stations. These features don’t change the fundamental trade‑offs above—they just reduce setup variability and help teams reproduce results from sample coupons to production. (Confirm exact model capabilities and specifications with the supplier before finalizing a process.)
Comparison and ROI
When a laser cleaning machine wins
- Tight surface-quality requirements where substrate erosion is unacceptable (e.g., weld prep without grit embedment).
- Mixed-material environments where media segregation/waste is costly.
- Cells primed for automation and recipe control.
When blasting or chemicals win
- Very large, uniform areas or very thick, stubborn coatings where bulk removal speed dominates.
- Complex internal geometries that limit beam access.
- Chemistries that respond better to solvent action than to photothermal ablation.
ROI drivers, utilization, and payback considerations
Simple payback hinges on utilization hours, labor rate, avoided media/solvent spend and disposal, filter/energy costs, and rework reduction. IPG’s general primers and vendor comparisons agree that the lack of consumables is a major lever, while capex is the primary hurdle; see IPG’s 2025 overview of laser cleaning and Adapt Laser’s abrasive vs laser cost factors.
Estimated throughput note: For handheld 200–500 W on light rust/heat tint, industry commentary suggests roughly 0.5–2.0 m²/hr depending on condition and parameters. Treat this as a conservative estimate—validate on your parts and request vendor data before budgeting.
| ROI input/output | Example entry (illustrative) |
|---|---|
| System capex (laser + extraction) | $90,000 |
| Utilization | 3 hours/shift × 2 shifts × 250 days = 1,500 h/year |
| Labor rate | $38/hour fully burdened |
| Media/solvent avoided | $22,000/year (grit/chemicals + disposal) |
| Maintenance & filters | −$3,500/year |
| Energy | −$1,200/year |
| Rework/scrap reduction | $8,000/year |
| Net annual savings | ~$33,300/year |
| Simple payback | ~2.7 years |
Safety and implementation (US)
ANSI Z136 controls and Laser Safety Officer
Assign an LSO for Class 3B/4 lasers with authority to evaluate hazards and implement controls. Establish Laser Controlled Areas with access control, interlocks/guarding where feasible, beam stops, and posted signage. Select eyewear OD by wavelength and hazard analysis; train authorized users; document procedures. Refer to ANSI Z136.1-2022 (industry-wide) and Z136.9 (manufacturing) as summarized by ANSI/LIA in Z136.1 safe use guidance and LIA’s Laser Safety Officer responsibilities.
Ventilation, filtration, and EPA waste considerations
Design near-source capture with LEV; use staged filtration (prefilter + HEPA for particulates; activated carbon for organic vapors when present). Verify airflow and capture efficiency; consider industrial hygienist involvement. OSHA’s OTM discusses laser hazard controls in Section III, Chapter 6. If residues include hazardous constituents (e.g., heavy metals in old paint), determine generator status and manage under RCRA; see EPA’s Steps for hazardous waste generators and LDR overview.
Training, PPE, and OSHA procedures
Train operators on laser hazards, eyewear, beam path discipline, fume capture use, and emergency response. Provide PPE per hazard assessment (laser eyewear, gloves, respiratory protection if required). Comply with OSHA machine guarding and Hazard Communication where applicable; see OSHA’s laser hazards standards page.
Conclusion
Laser cleaning’s strengths—selectivity, non-contact precision, and low ongoing waste—make it a solid fit for carbon steel weld oxide/rust work and targeted prep. Its limits—capex, very large-area throughput, and Class 4 safety controls—are real but manageable with planning. Next steps: validate on sample parts, tune parameters within a conservative window, instrument LEV, and run a utilization-based ROI model with your actual labor and waste costs. If you want a quick reality check, request a short trial on your parts and a demo so your team can evaluate presets, extraction, and safety interfaces in context.




