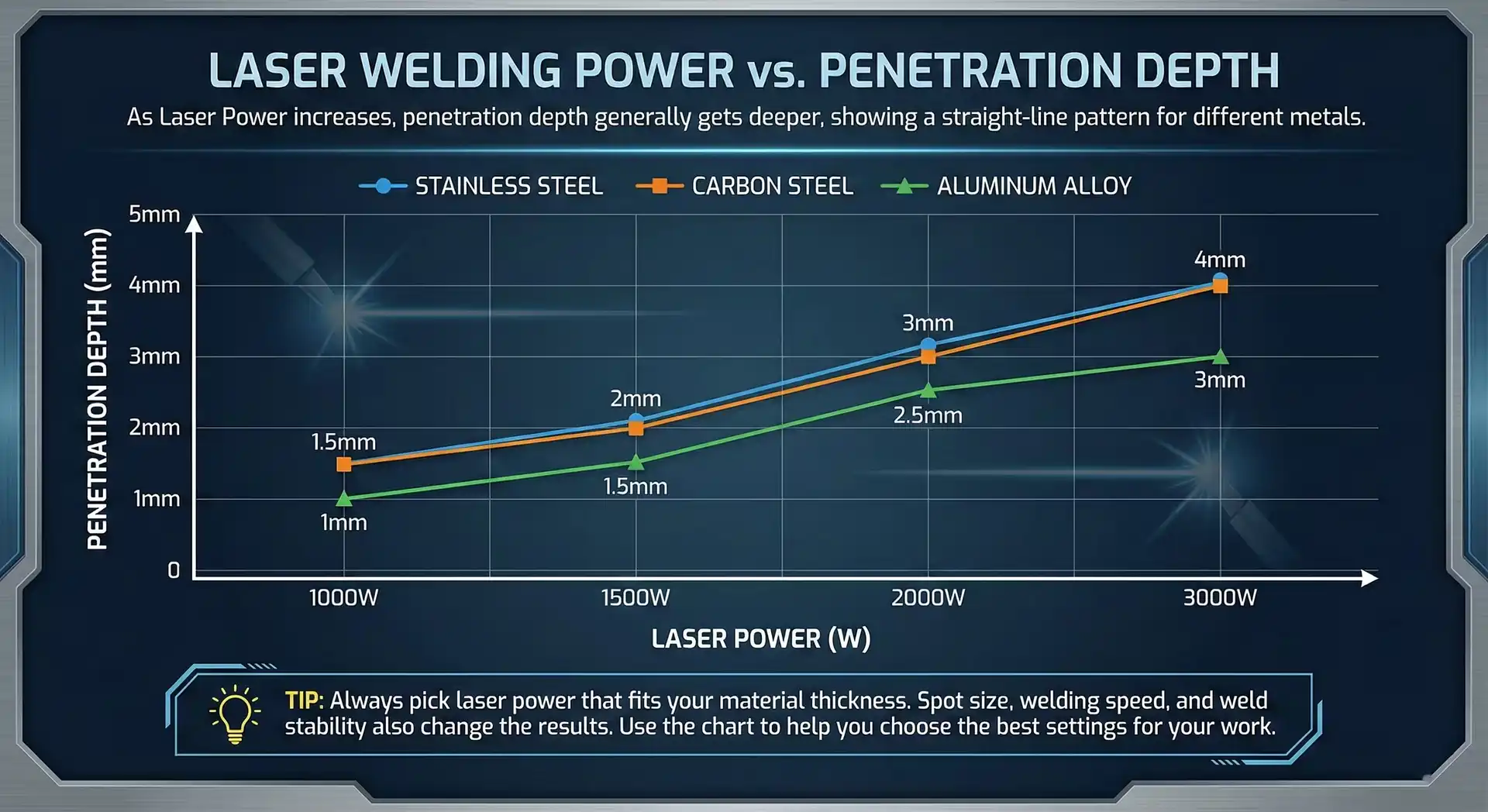
You can make the penetration depth deeper by using more Laser Welding Power. For example, a 1000W laser goes about 1.5mm into stainless steel. A 3000W laser can go up to 4mm deep. The chart below shows this straight-line pattern for different metals.
| Laser Power | Penetration Depth (Stainless Steel) | Penetration Depth (Carbon Steel) | Penetration Depth (Aluminum Alloy) |
|---|---|---|---|
| 1000W | 1.5mm | 1.5mm | 1mm |
| 1500W | 2mm | 2mm | 1.5mm |
| 2000W | 3mm | 3mm | 2.5mm |
| 3000W | 4mm | 4mm | 3mm |
Tip: Always pick laser power that fits your material thickness. Spot size, welding speed, and weld stability also change the results. Use the chart to help you choose the best settings for your work.
Key Takeaways
- Using more laser power makes the weld go deeper. For example, a 3000W laser can go 4mm deep in stainless steel.
- Always pick laser power that matches how thick your material is. Use the chart to help you choose the best settings for your job.
- How fast you weld changes how deep it goes. Welding slower makes the weld deeper. Welding faster makes the weld shallow and not as strong.
- Change your settings for different materials. Aluminum needs more power than steel to go as deep. This is because aluminum takes in more heat.
- Try test welds to adjust your settings. This helps you get good, strong welds every time.
Laser Welding Power and Penetration Depth
Power vs Depth Chart
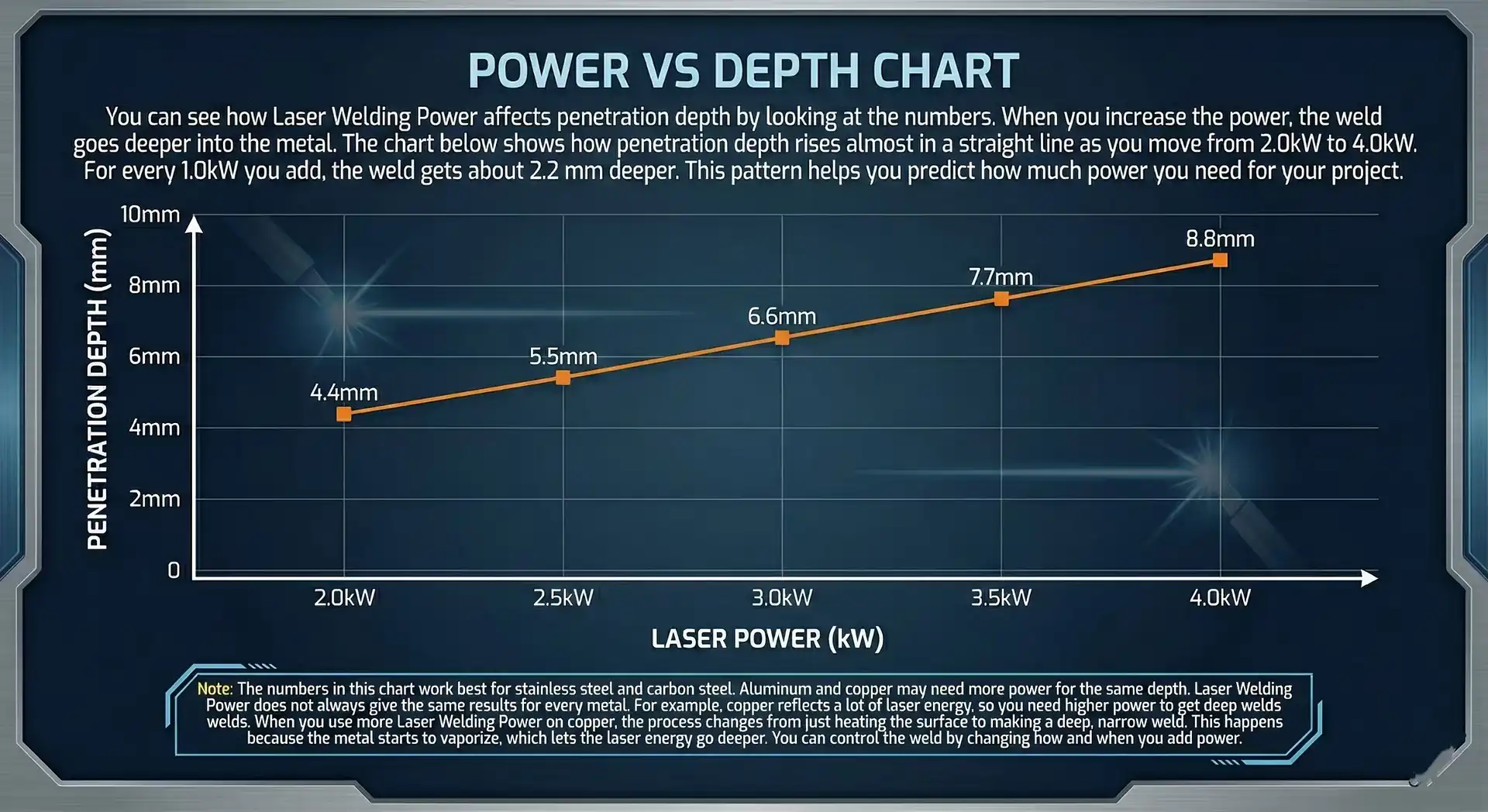
You can see how Laser Welding Power affects penetration depth by looking at the numbers. When you increase the power, the weld goes deeper into the metal. The chart below shows how penetration depth rises almost in a straight line as you move from 2,000W to 4,000W. For every 1,000W you add, the weld gets about 2.2 mm deeper. This pattern helps you predict how much power you need for your project.
| Laser Power (kW) | Penetration Depth (mm) |
|---|---|
| 2.0 | 4.4 |
| 2.5 | 5.5 |
| 3.0 | 6.6 |
| 3.5 | 7.7 |
| 4.0 | 8.8 |
Note: The numbers in this chart work best for stainless steel and carbon steel. Aluminum and copper may need more power for the same depth.
Laser Welding Power does not always give the same results for every metal. For example, copper reflects a lot of laser energy, so you need higher power to get deep welds. When you use more Laser Welding Power on copper, the process changes from just heating the surface to making a deep, narrow weld. This happens because the metal starts to vaporize, which lets the laser energy go deeper. You can control the weld by changing how and when you add power.
Reading the Chart
You can use the chart to pick the right Laser Welding Power for your material and thickness. Here are some steps to help you:
- Identify Your Material
Start by knowing what metal you want to weld. Each metal reacts differently to Laser Welding Power. For example, copper needs more power than steel. - Check Your Thickness
Look at the thickness of your workpiece. Match it to the penetration depth in the chart. If your metal is 5 mm thick, you might need about 2.5 kW for a full weld. - Test and Adjust
Run a few test welds. Change the power a little each time. Watch the weld seam to see if it looks good and goes deep enough. - Use Machine Presets
Many machines have settings for different metals. Start with these, but adjust them if your results are not perfect.
- You should always match Laser Welding Power with your quality needs and how fast you want to finish the job.
- It helps to add a safety margin of 20-30% more power. This keeps your welds stable and lets you handle changes in the workshop.
For a given beam size, you can use different combinations of Laser Welding Power and speed to get the depth you want.
If you change the beam size, the depth will also change. This makes picking the best settings a bit harder.
Keep in mind that the chart shows a simple pattern, but real welding is more complex. The link between Laser Welding Power and penetration depth is not always a straight line. Sometimes, the weld pool changes shape or size in ways you do not expect. Standard feedback systems may not always work because the process can change quickly.
If you follow these steps, you can use the chart to get close to the best settings. Always check your welds and adjust as needed for the best results.
Key Factors Influencing Depth
Material and Thickness
You need to match your material type and thickness with the right laser settings. Thicker metals require more Laser Welding Power to reach full penetration. Different alloys also absorb energy in unique ways. For example, aluminum needs higher power than steel for the same depth. The table below shows how thickness and power work together:
| Material Thickness | Laser Power | Remark |
|---|---|---|
| <2 mm | 500W | Surface melting, shallow weld pool |
| 2–5 mm | 1000–2000W | Balanced heat and speed, moderate depth |
| >5 mm | 2000–3000W | Deep penetration, solid bond |
You should always check your material and thickness before setting your machine.
Welding Speed Impact
Welding speed changes how deep your weld goes. If you move the laser faster, the weld becomes shallower and narrower. High speeds give less time for heat to enter the metal, which can cause cracks or incomplete fusion. Slower speeds allow more heat, making deeper welds. Researchers found that welding speed is the main factor for weld width and penetration depth. You can avoid defects by controlling your speed.
Tip: Lower welding speeds help you get deeper welds and better quality.
Spot Size and Focus
Spot size and focus control how energy enters the metal. A smaller spot size increases power density, which leads to deeper and narrower welds. This works well for thin materials. Larger spot sizes spread energy over a bigger area, which helps with thicker metals. Adjusting the focus position changes the shape and depth of the weld. You can use beam shaping to keep the weld stable and deep.
| Aspect | Description |
|---|---|
| Small Spot Size | Deep, narrow welds, high energy density |
| Large Spot Size | Wide fusion zone, less depth, good for thick metals |
Stability and Quality
Stable penetration depth gives you strong, reliable welds. If Laser Welding Power or speed changes too much, the weld can become uneven. Lower power can help keep the melt flow steady. Fast changes in speed or power may cause defects like cracks or gaps. You should watch for signs of instability, such as uneven weld width or depth. Keeping your process stable leads to better weld quality every time.
Note: Consistent settings and careful control help you achieve the best results.
Application Scenarios
Stainless Steel Settings
You often use laser welding for stainless steel in industries like automotive, furniture, and construction. Stainless steel needs higher power when you work with thicker sections. For example, you might choose 1,000W for thin sheets and up to 3,000W for deep welds in thick plates. You should set the focal position carefully to reach full penetration. Shielding gas helps keep the weld stable and clean. The process works efficiently, so you spend less time on post-weld treatments.
| Parameter | Description |
|---|---|
| Laser Power | Use higher power for thicker stainless steel |
| Focal Position | Adjust for full penetration |
| Welding Speed | Find the right speed for strong joints |
| Shielding Gas | Use to improve weld depth and stability |
Tip: Thicker stainless steel always needs more laser power. You get better results when you match speed and focus to your material.
Aluminum and Other Metals
Aluminum absorbs heat quickly, so you need to adjust your power settings. Thin aluminum sheets (0.5–0.8 mm) work well with 400–500W. Thicker pieces (2.5–4 mm) need 1,100–1,400W. You should also set the wire feed speed and seam width for best results. When you increase laser power, the weld goes deeper. At lower powers, aluminum takes longer to melt because it loses more energy.
| Aluminum Thickness | Power (W) | Seam Width (mm) | Wire Feed Speed (mm/s) |
|---|---|---|---|
| 0.5 mm | 400 | 2.0 | 12 |
| 0.8 mm | 500 | 2.0 | 12 |
| 2.5 mm | 1100 | 2.5 | 12 |
| 4.0 mm | 1400 | 3.5 | 8 |
Note: You get faster penetration at higher power. Always check your settings for each metal type.
Adjusting for Joint Types
You need to change your laser welding settings for different joint types. Butt joints use moderate power and balanced speed. Lap joints need slightly higher power to weld both layers. T-joints require special attention to heat distribution and may need a wider spot size.
| Joint Type | Power Adjustment | Speed Adjustment | Focus Adjustment |
|---|---|---|---|
| Butt Joints | Moderate power for full weld | Balanced speed for good quality | Align focus with joint line |
| Lap Joints | Higher power for both layers | Adjust speed as needed | Focus to penetrate both layers |
| T-Joints | Adjust for heat challenges | Vary speed for best results | Use wider spot or multi-beam |
Tip: Always check joint geometry and fit. Tight fits help you get deeper welds with less energy loss.
You can look at the power versus penetration depth chart to help pick your laser settings. This helps you match the settings to your material and what your project needs. If you want a deeper weld, you usually need more power. Deeper welds can hold more weight, so picking the right power is important. Spot size, welding speed, and how steady the process is will change how good your weld is. If you want to know more, you can read these resources:
- Laser Welding Parameters: The Definitive Guide
- Factors Affecting the Laser Welding Process
- Evaluating Laser Weld Strength
These tools can help you make good choices and get strong welds you can trust.
FAQ
What happens if you use too much laser power?
You can burn through the metal or create a very wide weld. This can weaken your joint. Always match the power to your material thickness.
How do you choose the right laser power for a new project?
- Check your material type.
- Measure the thickness.
- Use the chart in this blog.
- Run a test weld to confirm.
Does welding speed change penetration depth?
Yes. If you move the laser slower, you get a deeper weld. Faster speeds make the weld shallower. Always adjust speed for your project needs.
Can you weld aluminum with the same power as steel?
No. Aluminum needs more power than steel for the same depth. It reflects heat and melts faster. Always check your settings for each metal.
What is the best way to check weld quality?
| Method | What to Look For |
|---|---|
| Visual Check | Smooth, even weld bead |
| Cross-section | Full penetration |
| Strength Test | No cracks or gaps |
Why choose a laser welder manufacturer direct from China
What are fiber laser frequency settings and why do they matter




