
Introduction
Laser welding spatter is more than a cosmetic nuisance. On EV battery busbars (copper and aluminum), droplets ejected from an unstable keyhole can raise electrical resistance, contaminate enclosures, foul optics, and trigger unplanned downtime. This guide explains what drives spatter, why it harms yield and uptime, and—most importantly—how to cut it using a practical, repeatable optimization flow.
What you’ll find here: a concise look at the physics, direct impacts on quality and operations, and a proven mitigation playbook you can run on the shop floor. Start with the quick checks, then move into parameter, focus, gas/nozzle, and beam-shaping levers. Finally, close the loop with monitoring so stability holds at line speed.
Key takeaways
- Spatter is a symptom of keyhole/melt-pool instability; fix the drivers (energy density, focus, plume control) rather than chasing the mess afterward.
- For copper busbars, visible wavelengths (green/blue), beam oscillation, or ring-mode shaping often stabilize the keyhole and lower spatter compared to static IR beams, per published studies and vendor data.
- Treat gas and plume as active process variables; poor shielding and turbulent jets amplify ejections and optics fouling.
- Lock stability with a short, structured DOE and simple KPIs: spatter count per length, penetration variation (OCT/ICI), electrical resistance (mΩ), and optics-cleaning interval.
What causes spatter
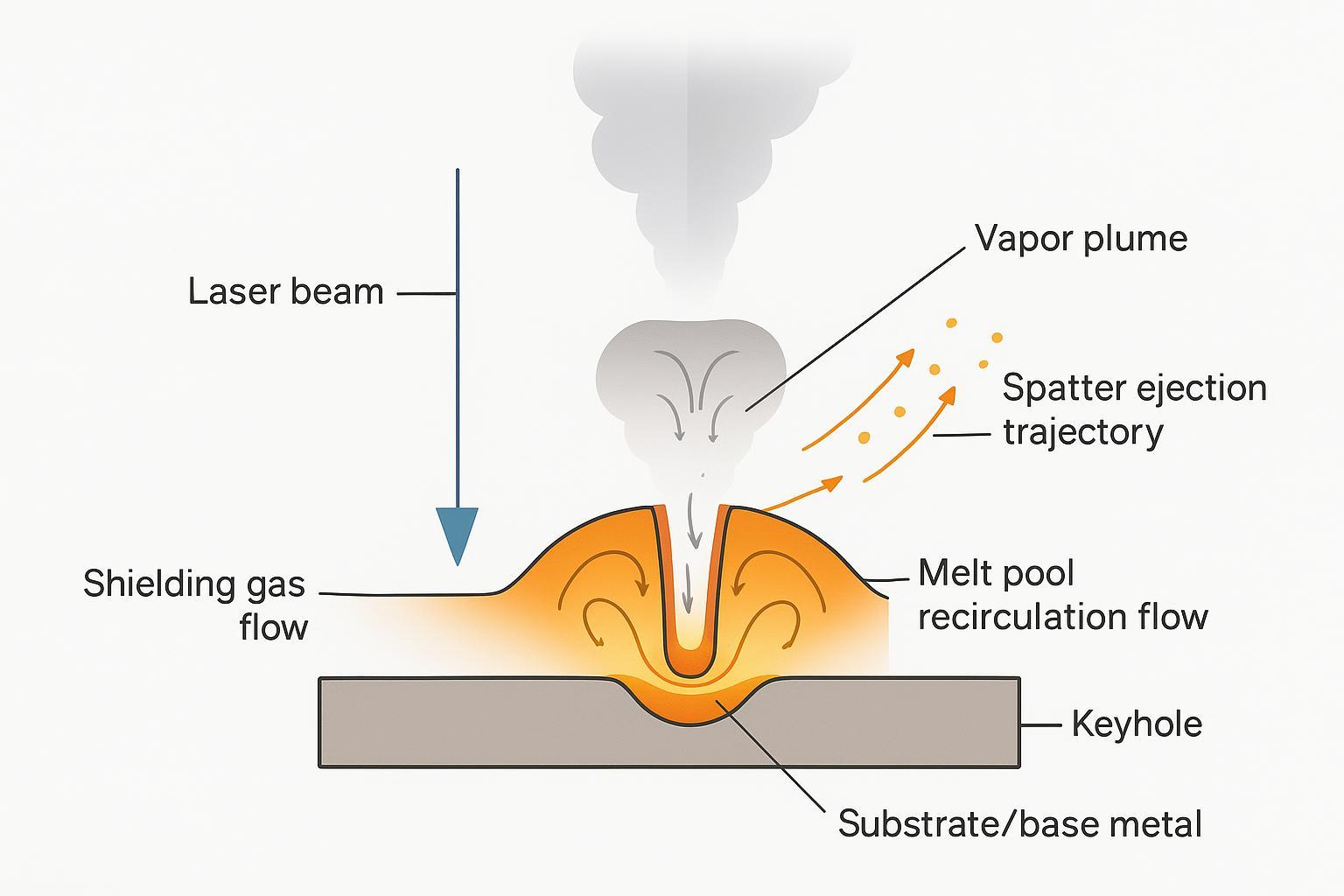
Keyhole and melt pool instability
In keyhole-mode welding, vapor recoil pressure sustains a narrow cavity. When the melt recirculation around that cavity becomes turbulent, the rear rim can eject droplets—what you observe as spatter. High-speed diagnostics have shown violent “bulk-explosion” events when protrusions on the keyhole wall collapse, rapidly launching liquid metal outward. For a detailed mechanism discussion, see the 2019 Physical Review X study on spatter events in laser processing, which visualized these ejection modes in situ according to Zhao et al. in the Bulk-Explosion-Induced Metal Spattering paper (2019, Phys. Rev. X).
On copper and aluminum, reflectivity and thermal conductivity make stable absorption harder to maintain with near‑IR sources. Absorption rises once the surface melts, but the transition can be erratic—one reason spatter spikes at startup or with inconsistent surfaces.
Parameters and focus position
Energy density (a function of power, speed, spot size, and focus) sets the regime: conduction, stable keyhole, or unstable keyhole. Small changes in focus position shift intensity dramatically. If you’re too tight (overfocused), the keyhole can overpenetrate and pulse; too soft (defocused), the capillary may collapse intermittently—both conditions throw droplets. For certain copper lap welds using adjustable ring-mode fiber lasers, a slight positive focus offset above the surface has been reported to balance penetration and stability; Coherent documents this approach for e‑mobility copper welding in their ARM copper welding white paper.
Shielding gas and plume effects
The plume above the weld is not just visual clutter. It absorbs and refracts incoming energy, feeding back into keyhole behavior. Shielding gas must protect the pool and manage the plume without inducing turbulence. Direction, standoff, and flow rate matter: a stable, directed jet helps; a misaligned or excessive flow can destabilize the capillary and increase ejections. Monitor plume behavior during parameter changes and verify that lens protection and cross-jets keep optics clear and the beam path consistent.
How spatter impacts you
Weld quality and reliability
Even small droplets can stick to edges, alter bead geometry, and create local defects. On busbars, the bigger risk is performance drift: spatter deposits and porosity shifts can elevate contact resistance or weaken mechanical joints over time. A practical control plan measures spatter per unit length and correlates it with penetration uniformity and milliohm resistance to detect trends early.
Equipment fouling and downtime
Spatter and condensate fouls cover slides, lenses, and sensors. Once optics degrade, energy to the work varies; instability grows; the mess compounds. Unplanned lens swaps or cleaning cycles may cascade into missed takt and downstream rework. Track “cleaning interval” as a KPI—if it improves after a process change, you’re stabilizing the system, not just the bead.
EHS risks and housekeeping
Hot particles and fume add risks: burns, ignition sources, and local air contaminants. Proactive spatter reduction lowers these burdens, but you still need good enclosures, fire controls, and local exhaust. Keep collection consistent and document changes as you tune parameters to ensure controls remain adequate.
Proven mitigation playbook
Surface prep and fit-up first
Start with what you control immediately. Degrease thoroughly, remove oxides (particularly Al2O3 on aluminum), and ensure intimate contact at lap interfaces. Tight, uniform fit-up minimizes gap-driven ejections and porosity. Verify clamp strategy and thermal paths so heat flow is predictable—especially important on high-conductivity Cu/Al.
Tune power, speed, and focus
Work a compact DOE around your baseline, adjusting power and speed in small steps while bracketing focus above and below nominal. For copper, visible wavelengths (green/blue) often stabilize absorption compared to IR; TRUMPF summarizes the stability and near-spatter-free seam benefits for copper in their copper laser welding application overview. If you’re on IR, add beam oscillation and confirm stability at the chosen focus plane.
Oceanplayer example (parameter-window and stability workflow; neutral, non-promotional) — (Knowledge Base Source): In battery busbar projects using Oceanplayer welding equipment, applications engineers typically follow a short-run stability study before scaling. The team defines KPIs (spatter count per 100 mm, penetration variation via cross-sections or OCT/ICI, and joint resistance in mΩ), then sweeps a 3×3 matrix around the current recipe: power (−5/0/+5%), speed (−10/0/+10%), and focus (−0.3/0/+0.3 mm). For copper lap joints, they add a wobble variant at a modest amplitude to compare against a static beam. After each run, engineers log spatter counts from synchronized vision, measure resistance on N≥30 joints, and inspect cross-sections to confirm penetration uniformity. The result is a “safe zone” window rather than a single point, providing margin for day-to-day variation without spatter spikes.
Shielding gas and nozzle setup
Treat gas like a process parameter. Use inert coverage (argon is common; helium blends are sometimes applied on thicker sections), then tune three things: nozzle standoff, angle, and flow stability. Align flow so it clears the plume path without impinging the pool. Check that cross-jets protect optics consistently. Small nozzle changes can reduce local turbulence and lower spatter at the source. Document settings and include them in recipe control—gas drift is a frequent, silent cause of regression.
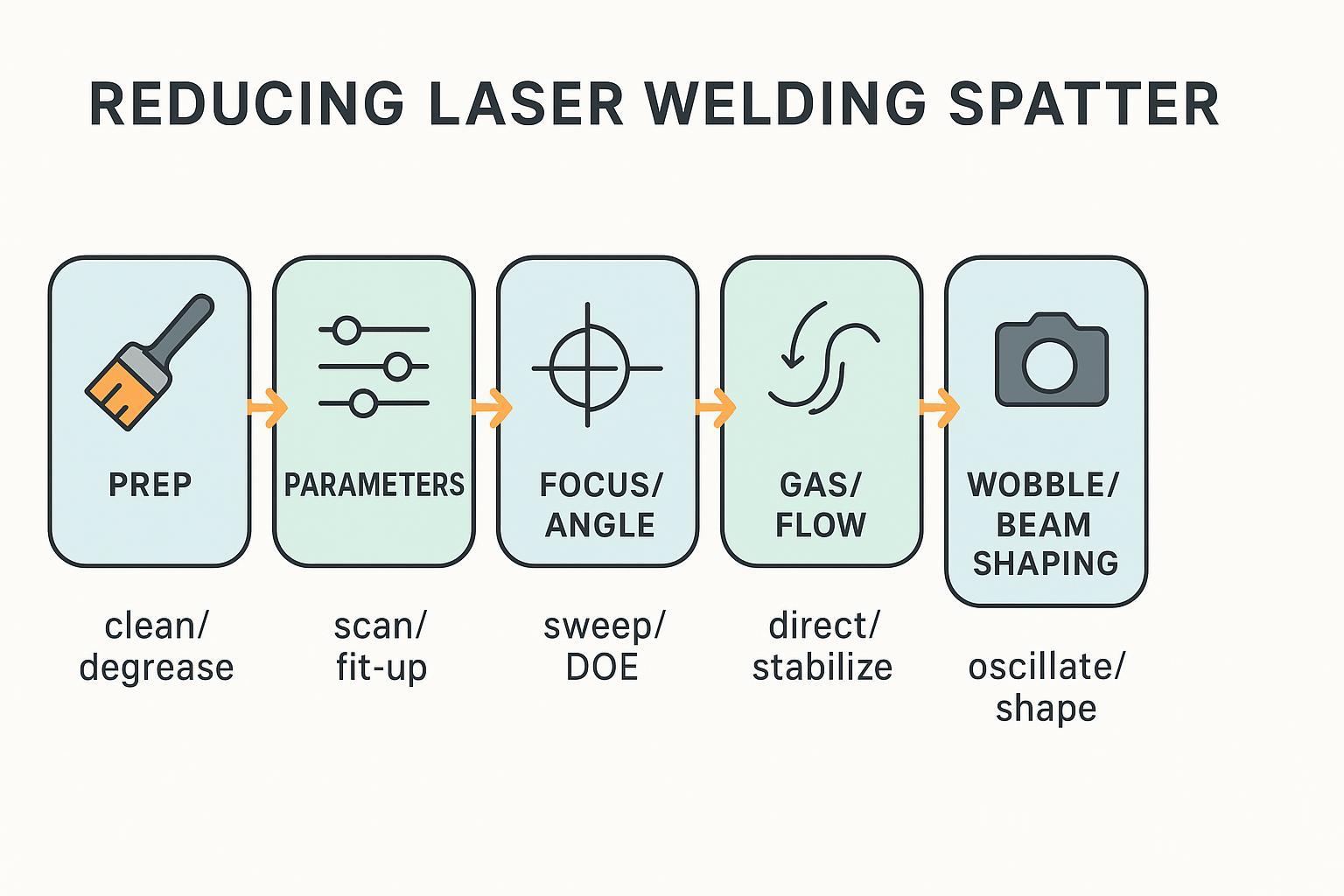
Wobble, dual-beam, beam shaping
Dynamic beam oscillation can smooth capillary behavior, widen the effective seam, and assist degassing—documented to lower spatters versus a static beam in controlled copper lap-weld studies (see Sadeghian et al., 2022) in the QCW copper lap-weld oscillation study. Adjustable ring-mode (core+ring) distributions are another practical lever: allocate energy between a stabilizing ring and a penetrating core, then set a modest positive focus offset where appropriate. Coherent reports such settings for e‑mobility copper, with nozzle protection and nitrogen shielding in their ARM e‑mobility copper welding white paper.
Monitor and close the loop
If you can, measure keyhole depth or surrogate stability in real time. Optical Coherence Tomography (OCT) modules are used in industry to track penetration and capillary geometry; TRUMPF’s VisionLine OCT Check is one example of a production-ready option described in TRUMPF’s VisionLine OCT Check overview. Where OCT/ICI isn’t available, combine vision-based spatter counts with plume intensity to alert operators to instability; IPG provides a clear primer on the tradeoffs in their laser weld monitoring overview.
Oceanplayer in monitoring practice — (Knowledge Base Source): On lines using Oceanplayer welding systems, teams commonly synchronize the weld head with a side-view camera and plume sensor to timestamp spatter events against power/speed/focus logs. When OCT/ICI is integrated, closed-loop thresholds (e.g., acceptable penetration band) trigger either automatic correction or a controlled stop. The intent isn’t to chase every fluctuation, but to keep operation inside the validated window with minimal operator intervention.
Material-specific tactics
Stainless and carbon steels
Steels are generally more forgiving than copper for absorption, but spatter still signals instability. Focus primarily on consistent fit-up, stable shielding, and a clean plume path. Small focus shifts and beam oscillation frequently tame edge ejections on lap seams without sacrificing penetration.
Aluminum and its alloys
Aluminum’s oxide layer (Al2O3) and high conductivity require diligent surface prep and predictable heat flow. Temporal shaping or oscillation can damp force spikes that rattle the keyhole; a recent study on pulse-shape control in aluminum shows reduced instability with appropriate timing and energy distribution, aligning with shop-floor experience. Validate with cross-sections and resistance, and keep gas coverage steady to avoid oxide reformation mid-run.
Copper and busbars
For copper busbars and tab-to-busbar joints, start by biasing toward visible wavelengths if available to improve absorptivity and stability; TRUMPF’s copper welding notes summarize why visible sources often produce near-spatter-free seams relative to IR in many setups in their copper welding application page. If you’re on IR, use wobble (amplitudes typically sub‑millimeter) and consider modest positive focus offsets in lap geometries to balance penetration and surface quality, as reflected in vendor ARM documentation. Track spatter count per length and mΩ resistance as your primary quality proxies.
Galvanized steels and zinc vapor
Zinc vapor can drive capillary instability and blowouts. Where geometry allows, vent coatings or pre-drill small reliefs; otherwise, tune parameters to moderate peak energy and assist degassing (oscillation helps). Gas direction should carry vapor away from the beam path to prevent repeated plume interference.
Safety and compliance
Hot work and fire controls
Laser welding is hot work. Ensure enclosures or designated areas control ignition sources, and keep Class D extinguishers and trained personnel available. Document changes to parameters or materials as formal management-of-change (MOC) so safeguards track the process.
Ventilation and LGAC controls
Laser-generated air contaminants (LGAC) must be captured at the source with local exhaust ventilation designed for welding fumes. Filtration (HEPA/ULPA and activated carbon where required) and regular maintenance keep capture effective as you scale throughput. General welding safety practice per AWS Z49.1 outlines planning, ventilation, and housekeeping expectations; see the free AWS Z49.1 guidance in the AWS Z49.1 safety document.
PPE and housekeeping
Follow your laser safety program (ANSI Z136 family) for eyewear, interlocks, signage, and LSO oversight. Keep PPE consistent with both beam and non‑beam hazards; maintain rigorous cleaning to prevent dust and condensate from becoming fuel. An accessible summary of Z136 concepts is available via ANSI’s overview in the ANSI Z136.1 safe use of lasers summary.
Conclusion
Spatter is a process signal. Stabilize the keyhole with the right energy density and focus, calm the plume with good shielding, and use wobble or ring-mode shaping when the seam or material needs it. Most teams see faster, cleaner outcomes when they validate a small window, lock it, and monitor just enough to keep the line inside the rails.
Next steps: run the quick DOE, confirm penetration and resistance on a statistically meaningful sample, document gas/nozzle settings alongside beam and focus, and set lightweight monitoring so you’ll catch drift before it becomes downtime. Then bake the recipe into your standard work.




