
Introduction
Large steel assets—storage tanks, ship hulls, bridge members, and pressure vessels—don’t just rust; they quietly erode uptime, compromise safety margins, and shorten coating life. Choosing the right rust-removal method at scale can spell the difference between a fast return to service and a costly rework. In 2026, owners and maintenance managers face familiar surface-prep principles with a sharpened compliance lens: AMPP/SSPC blast grades remain the lingua franca for abrasive cleaning, waterjetting still uses WJ classes verified by VIS comparators, and OSHA/EPA expectations continue to drive how you plan dust, slurry, and stormwater.
What’s materially new or clarified? Industry communications from AMPP and public-sector specs confirm continued reliance on legacy SP and WJ definitions while harmonization and terminology housekeeping progress. U.S. regulators are also pushing clarity: OSHA’s silica, respiratory, noise, and confined-space rules remain in force; EPA’s proposed 2026 Multi‑Sector General Permit (MSGP) highlights stormwater and non‑stormwater discharge controls that affect surface-prep sites. This guide distills the moving parts into a practical playbook: how to pick a method, set parameters, document QC, and model cost/throughput—so you can bid and execute with confidence.
Key takeaways
- Prioritize standards alignment. Specify cleanliness using AMPP/SSPC blast grades or WJ classes and verify with the appropriate VIS comparators and inspection methods.
- Match method to constraints. Dry abrasive blasting excels at creating profile but drives dust/containment; wet abrasive and HP/UHP waterjetting cut dust dramatically but introduce wet waste and flash-rust risk.
- Plan QC early. Lock your acceptance criteria (profile, salts, dust, flash rust) and instruments (ASTM D4417, ISO 8502-6/9) before mobilization; record conditions throughout.
- Don’t guess productivity. Use a transparent estimator and short site time studies to calibrate production and consumption; containment and waste route often swing the economics.
- Keep 2026-compliant. Anchor safety to OSHA silica/respiratory/noise/confined-space rules and align stormwater/waste controls to the EPA’s proposed 2026 MSGP.
Standards and compliance
AMPP/SSPC grades
Abrasive blasting for steel is still framed by the well-known grades: SP 5/NACE 1 (White Metal), SP 10/NACE 2 (Near‑White), SP 6/NACE 3 (Commercial), SP 7/NACE 4 (Brush‑Off), SP 11 (Power Tool Cleaning to Bare Metal), among others. After the SSPC/NACE merger, AMPP curates these standards; industry overviews indicate no substantive definition changes to the core steel blast grades through 2025–2026. For an accessible orientation to these grades and their role in coating success, see the practitioner overviews published by AMPP’s CoatingsPro in 2025 and related primers from inspection experts at KTA‑Tator. Examples: the CoatingsPro discussion of 2025 surface‑prep trends and KTA’s comparison of inspection standards provide useful context and cross‑references. Links: CoatingsPro 2025 outlook on surface prep and KTA’s inspector explainer on differences between standards.
- According to the industry overview in AMPP’s CoatingsPro (2025), the long‑standing SP grades remain central to specifying steel cleanliness and profile expectations; see the discussion in the Surface Prep Supplement article “Forecasting the Surface‑Prep World of 2025.”
- For inspector‑level cross‑references and measurement methods, KTA‑Tator’s explainer on “Differences Between Coating Inspection Standards” provides a readable bridge to ASTM and ISO methods.
References:
- AMPP/CoatingsPro 2025 overview: Forecasting the Surface‑Prep World of 2025
- KTA‑Tator inspector explainer: Differences Between Coating Inspection Standards
Waterjet WJ classes
High‑ and ultra‑high‑pressure waterjetting (HP 10–30 ksi; UHP >30 ksi) specifies cleanliness with WJ‑1 through WJ‑4. Verification uses SSPC‑VIS 4/NACE VIS 7 photographic comparators and the “tightly adherent” test using a dull putty knife per the standard. Public agency specifications in 2024–2026 illustrate how WJ classes are applied in maintenance work where some tightly adherent material is acceptable, subject to visual and tool‑testing criteria. Naval and state DOT documents continue to cite AMPP‑managed WJ classes directly, underscoring their currency in 2026.
References:
- U.S. Navy: NAVSEA Standard Item 009‑32 (FY25 CH‑1, 2024)
- Texas DOT: Item 446 Field Cleaning and Painting Steel (2024)
- Inspector context: KTA’s standards comparison overview
OSHA and EPA essentials
Safety and environmental compliance frame every large‑object project in the U.S. Core federal requirements include:
- Silica exposure controls for abrasive blasting under 29 CFR 1926.1153 (construction) and 1910.1053 (general industry), which set a PEL of 50 µg/m³ (8‑hr TWA) and require exposure assessments, engineering controls, housekeeping, and medical surveillance.
- Respiratory protection under 29 CFR 1910.134 (and 1926.103), including written programs, medical evaluation, fit testing, and task‑appropriate selection (e.g., Type CE supplied‑air helmets for blasting operators).
- Ventilation/enclosure design for blast rooms and cabinets under 29 CFR 1910.94(b).
- Noise programs per 29 CFR 1910.95 and 1926.52.
- Permit‑required confined spaces for tanks and similar vessels under 29 CFR 1910.146 and construction Subpart AA.
For stormwater and waste, the EPA’s proposed 2026 MSGP clarifies non‑stormwater discharge prohibitions and elevates monitoring and control expectations—highly relevant to wet abrasive and waterjetting operations that generate slurry or rinse waters. Review the proposal’s fact sheet and permit text for sector‑specific implications.
References:
- OSHA silica standards: 1910.1053 and 1926.1153
- OSHA respiratory protection: 1910.134
- OSHA ventilation for blasting: 1910.94(b)
- EPA proposed 2026 MSGP fact sheet: Proposed 2026 MSGP
Method selection — rust removal for large metal objects
Choosing between dry abrasive blasting, wet abrasive blasting, and HP/UHP waterjetting comes down to five questions: What cleanliness and profile do you need? How much airborne dust can the site tolerate? What are the access and containment realities? How will you handle waste and water? And where do cost and throughput land once those constraints are priced in?
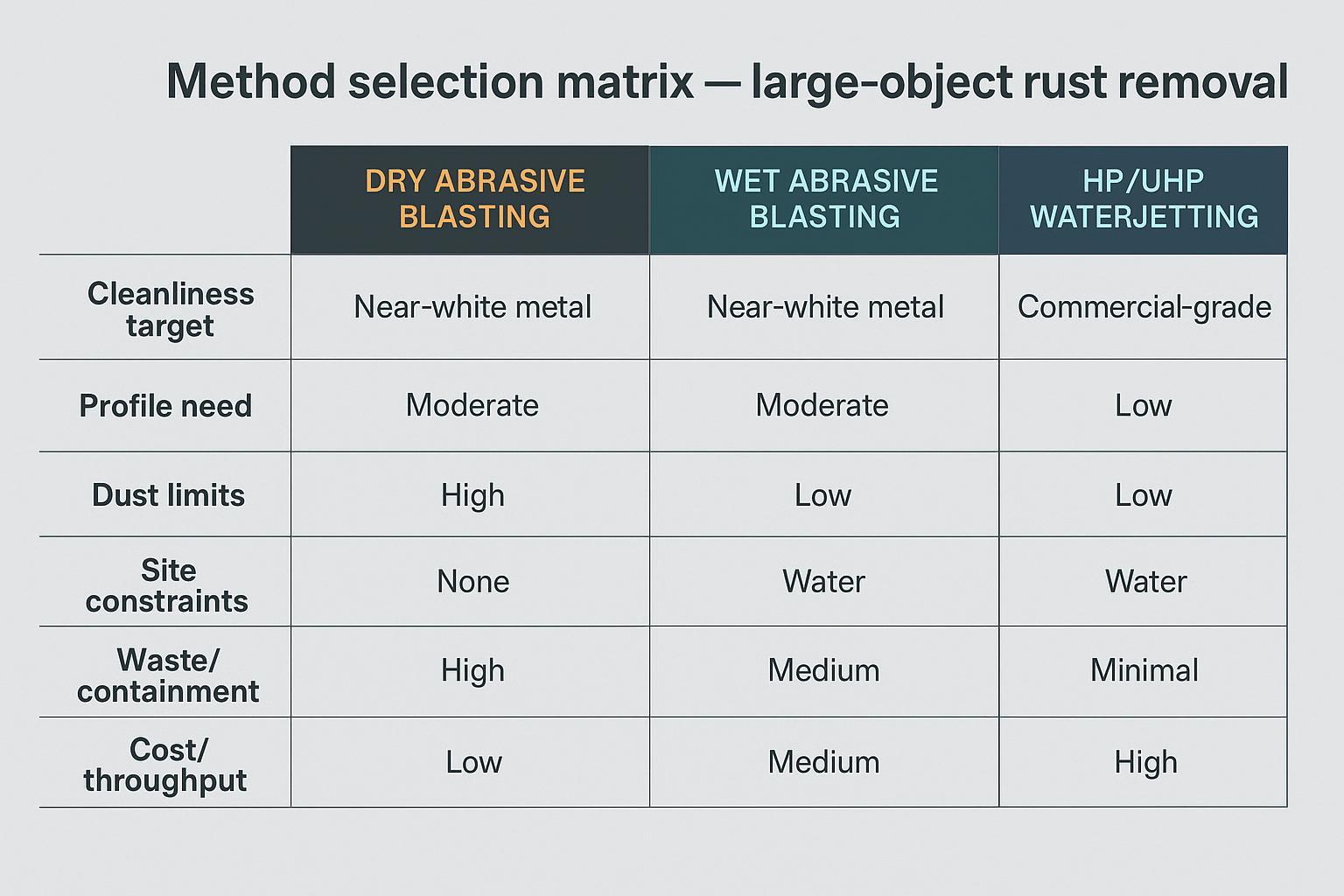
Dry abrasive blasting

When you must create a new angular profile while removing heavy rust and old coatings, dry abrasive blasting is the workhorse. It readily achieves SP 6 or SP 10 and can push to SP 5 in controlled conditions. Throughput can be high in open yards with reclaim systems, but dust drives the need for robust containment, engineered ventilation, and silica controls. Plan for significant spent‑media volume and coating debris; disposal costs and logistics are part of the economic center of gravity.
Use cases: exterior tank shells in large yards, bridge steel with full containment, and ship hull sections where neighbors aren’t dust‑sensitive. Risks to manage: dust migration, visibility, rework from inclusion of surface contaminants, and operator exposure if controls are weak.
Wet abrasive blasting

Wet abrasive blasting mixes water with media to suppress airborne dust while still cutting a profile. It can reach SP 6/10 targets with far less visible dust, often easing neighbor/EHS constraints in live plants. Trade‑offs include wet waste capture, equipment dewatering, and flash‑rust risk—especially in chloride‑rich coastal yards. Coordination with coating manufacturers on inhibitors and recoat windows is crucial. You’ll still need to verify the resulting profile per ASTM D4417 and manage rinse quality to keep salts down.
Use cases: tank farms operating near process units, urban sites with strict dust limits, partial containments where dry blasting would be impractical. Risks to manage: water management under stormwater permits, flash rust acceptance, and media handling when saturated.
High/ultra-high-pressure waterjetting
HP/UHP waterjetting removes coatings and corrosion products without embedding abrasive and with minimal airborne dust. It exposes the existing anchor pattern rather than creating a new one; if your coating needs a specific profile and the revealed surface doesn’t meet it, plan a subsequent mechanical profiling step. WJ‑2 to WJ‑4 classes are common for maintenance; acceptance of tightly adherent material depends on the class and specification. Slurry and rinse‑water capture become central, and operators must follow HP/UHP safety practices.
Use cases: internal tank surfaces, ballast tanks, chemical service vessels, or sensitive sites where dust is unacceptable. Risks to manage: flash rust, water quality/conductivity, containment of slurry, and training/PPE per HP/UHP best practices.
Step-by-step workflow
Assess and SP 1 cleaning
Start with condition mapping. Record the initial rust grade (e.g., ISO 8501‑1 A–D) and contamination (oil/grease, salts). Perform SP 1 solvent/alkaline cleaning to remove oils and loose contaminants before mechanical methods. Document ambient conditions—air and steel temperature, relative humidity, and dew point—so you can control operations inside acceptable windows for the intended coating system. Establish target cleanliness (SP or WJ class) and whether a new profile is required.
Execution parameters
For abrasive blasting, specify nozzle type and size, verify pressure at the nozzle, and choose media type/grade to achieve the specified profile. Conduct a short parameter trial on a test patch, then verify the surface profile per ASTM D4417 using Method A (comparators), B (depth micrometer), or C (replica tape). Lock the parameters and record them for reproducibility.
For HP/UHP waterjetting, document pressure class, orifice/nozzle selection, standoff, and traverse speed. Verify visual cleanliness using SSPC‑VIS 4/NACE VIS 7 comparators to the specified WJ class. Because waterjetting exposes rather than creates profile, measure the revealed anchor per ASTM D4417; if the profile falls short of coating requirements, add a mechanical profiling step. Where permitted by the coating manufacturer, consider approved inhibitors or passivators, and control water quality/conductivity to mitigate flash rust.
Inspector‑friendly references that summarize these methods and measurements include KTA‑Tator’s inspection planning resources and FROSIO’s testing methods briefs.
References:
- KTA‑Tator: Inspection Planning and ASTM D4417 context
- FROSIO summary: Testing methods overview
QA/QC and flash rust control
Quality hinges on consistent, documented checks:
- Visual cleanliness: Compare to AMPP/SSPC blast grades or WJ classes using the appropriate VIS comparators. Probe questionable areas with the dull putty‑knife test when the spec allows tightly adherent material.
- Profile: Measure and record per ASTM D4417 A/B/C at the specified frequency; document instrument serials, calibration, and readings.
- Soluble salts: Use ISO 8502‑6 (Bresle extraction) and 8502‑9 (analysis/reporting). Record water quality, dwell time, and mg/m² results with traceability.
- Dust rating (when specified): ISO 8502‑3 procedures and acceptance.
- Environmental window: Maintain steel temperature typically ≥ 3°C/5°F above dew point per coating‑maker guidance; many systems also set RH limits. Record readings throughout the shift.
- Flash rust: Identify acceptance level (Light/Moderate/Heavy) per the product data/application guidance; many maintenance primers accept up to Light or Moderate. If Heavy forms, re‑clean per spec. Manufacturer examples and guidance documents outline acceptable bands and mitigation.
References:
- ISO salts testing and methods context: FROSIO testing methods
- Coating‑maker guidance on flash rust and conditions: Hempel Avantguard 750 Pro PDS/AI and AkzoNobel Interline application guidelines
Economics and planning
Large‑object economics hinge on productivity, media/water consumption, containment, and waste route. Rather than publish one‑size‑fits‑all production rates, anchor your estimate to a transparent formula and then calibrate with a short on‑site time study during mobilization.
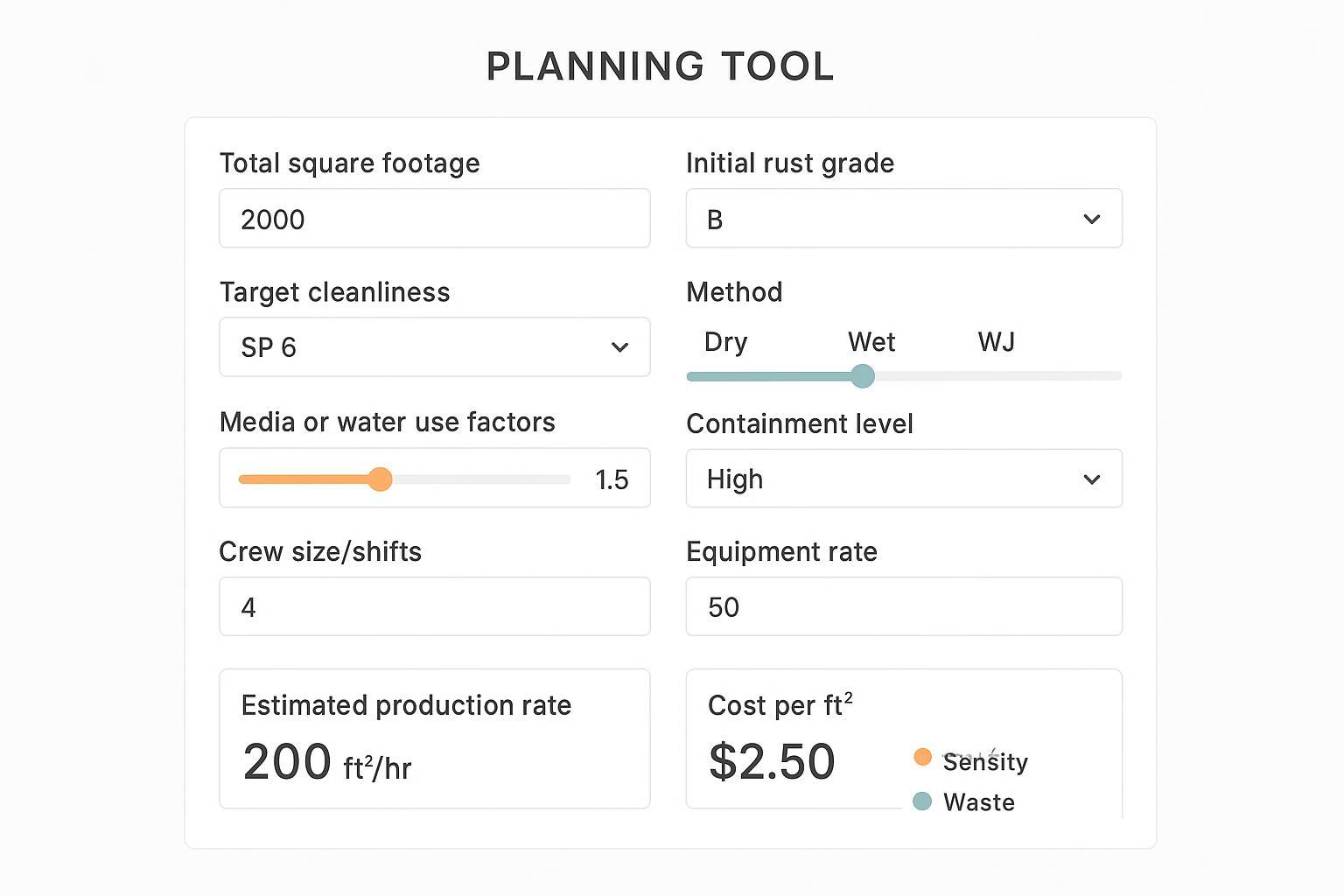
Production and cost
A widely used framing for abrasive operations expresses cost per area as a function of consumption, labor/equipment burden, disposal, and productivity. Industry calculators and explainers show how abrasive usage (lb/hr) and its delivered and disposal cost fold into total cost alongside labor and equipment—then divide by verified ft²/hr. Use the same logic for wet methods and waterjetting by substituting water/slurry handling for media consumption.
- See this industry explainer for the transparent cost logic and calculator examples: Formula for calculating true cost of abrasive blasting
After building the model, run a 2–4‑hour controlled time study on representative surfaces to calibrate production (ft²/hr) and consumption factors. Capture crew mix, containment state, rework, and any delays; those details often drive variance more than the method itself.
Media, water, waste
- Dry abrasive: Budget for delivered media, recovery/reclaim (if used), and spent‑media disposal plus coating solids. Characterize wastes as required (e.g., metals by TCLP) before selecting disposal routes.
- Wet abrasive: Add dewatering and media handling steps; plan for rinse‑water testing and containment that aligns with stormwater permits.
- HP/UHP waterjetting: Focus on slurry capture, filtration, and compliant discharge or disposal; ensure your stormwater plan addresses non‑stormwater discharges consistent with the EPA’s proposed 2026 MSGP.
EPA reference: Proposed 2026 MSGP fact sheet
Access, staffing, containment
Access method (scaffolds, MEWPs, rope access), crew size/skill, and containment design often dominate schedule and cost. In open yards with reclaim, dry blasting may win on throughput. In live plants or near neighbors, wet/waterjetting may offset slower production with simpler dust controls. Model sensitivities explicitly so stakeholders see where the plan is tight.
Safety and environment
PPE and respiratory
Match respiratory protection to assessed exposure per OSHA 1910.134/1926.103; abrasive blasters typically require Type CE supplied‑air helmets. HP/UHP waterjetting demands cut‑resistant suits, appropriate leg/foot/hand protection, and training in line with recognized recommended practices. Hearing protection should be included under a 1910.95/1926.52 program.
OSHA respiratory program reference: 1910.134
Ventilation and containment
Design enclosures and ventilation according to OSHA 1910.94(b) guidance for blast rooms and cabinets. For field containments, maintain negative pressure and capture/filtration appropriate to media flow. For wet/waterjetting, emphasize water/slurry capture and filtration in line with stormwater/NPDES obligations.
OSHA ventilation overview: 1910.94(b) publications index
Confined spaces and noise
Treat tanks and similar vessels as permit‑required confined spaces under 1910.146 (and construction Subpart AA as applicable). Implement entry permits, continuous atmospheric monitoring, attendants, rescue planning, and communication. Control noise exposure with engineering/administrative measures and hearing conservation programs per 1910.95/1926.52.
OSHA confined spaces reference: 1910.146
Conclusion
Rust removal for large metal objects rewards owners who standardize on clear cleanliness targets, choose a method that fits dust and site constraints, and document QC from the first solvent wipe to final profile and salt readings. Verify results against AMPP/SSPC grades or WJ classes using VIS comparators and instrumented checks; control dew point, accept only light to moderate flash rust where the coating allows, and re‑clean if heavy rust forms. Next steps: align your scope with 2026 OSHA/EPA expectations, build a transparent estimator, and run a short calibration study during mobilization so bids and schedules land where practice will. That disciplined approach keeps assets in service, coatings performing, and audits uneventful—exactly what tank owners and maintenance managers need from a 2026‑ready plan for rust removal for large metal objects.




