
When you use a laser welding machine, you use a tool that makes a strong beam of light. This light is special because it is monochromatic and coherent. That means all the light waves are the same and move together. The machine sends out this light to melt and join things. How the light acts depends on the laser type, how you use it, and what you weld. Knowing these things helps you make good welds, watch the process, and keep people safe.
Table: Key Light Emission Characteristics in Laser Welding Machines
| Definition/Characteristic | Description |
|---|---|
| Laser Welding Machine | Uses focused laser beams to join things with exact placement. |
| Laser Beam Properties | Makes a monochromatic, coherent beam with little spreading. |
| Main Laser Medium | CO2 is used a lot for strong steady beam power. |
Key Takeaways
- Laser welding machines use a strong, focused beam of light. This light is all one color and moves together. It helps make welds that are exact and strong.
- It is important to know how the laser light and the material work together. If the laser’s wavelength matches the material, energy is used better. This also makes the weld stronger.
- There are different kinds of lasers, like CO2 and solid-state lasers. Each type has special features that change how well they work. Pick the right laser for the material and how deep you want the weld.
- Watching the light during welding can help find problems early. If the color or brightness changes, there may be a problem with the weld.
- Safety is always important when using laser welding machines. Wear the right safety gear and follow rules to stay safe and avoid getting hurt.
Light Emission in Laser Welding Machines
Laser-Material Interaction
When you use a laser welding machine, you point a strong light beam at a small spot. This beam is not like normal light. It is coherent, monochromatic, and collimated. These things help you put energy right where you want it. The light waves move together and go in the same way. They also have the same color. This makes the energy very strong and focused.
How the laser beam works with the material decides how good the weld is. The wavelength of the laser is important. Some metals take in certain wavelengths better than others. If you match the laser’s wavelength to the material, you get better energy use. This means you can make stronger and cleaner welds.
Here are the main things that happen when you use a laser welding machine:
| Mechanism | Description |
|---|---|
| Absorption of Radiation | The material takes in the laser light, which melts and turns it into vapor. |
| Keyhole Formation | Strong heat makes a deep, thin hole that helps the laser go deeper. |
| Melt and Vapor Flow | Melted and vaporized material moves because of pressure from the vapor. |
| Heat Conduction | Heat spreads through the material and helps the weld form. |
| Heat Radiation of Plasma | The hot plasma gives off heat, which changes the welding area. |
| Surface Tension | The surface of the melted pool changes shape and stays steady because of surface tension. |
You use mirrors and lenses to aim the laser beam. This lets you hit the exact spot you want to weld. The focused energy melts the material fast. The melted part cools down and joins the pieces together.
- The laser welding machine makes a small, hot area where the materials join.
- The properties of the laser beam help you control the weld and make it exact.
- Different materials act in different ways, so you need to pick the right laser.
Plasma and Emission Spectrum
When you use a laser welding machine, the strong heat can make plasma above the weld pool. Plasma is a hot, glowing gas made of ions and electrons. The center of the plasma gets very hot. This high heat changes how light comes out during welding.
The emission spectrum is the range of light that comes from the plasma. The plasma temperature and the number of electrons decide what colors and how much light you see. The center of the plasma is the hottest, so it shines the brightest. The edges are cooler and give off less light. By looking at the emission spectrum, you can learn about the welding and make changes if you need to.
Tip: You can use special tools to check the emission spectrum. This helps you watch the welding and make it better.
The properties of the laser beam—coherent, monochromatic, and collimated—also help make good welds. Coherent light keeps the energy focused and steady. Monochromatic light lets you control how the material takes in energy. Collimated light keeps the beam tight, so you do not lose energy around the weld.
- Coherent light means all the waves move together, making the energy strong.
- Monochromatic light means the beam has one color, which helps with exact energy control.
- Collimated light means the beam does not spread out, so you get a sharp, focused weld.
When you know these light emission characteristics, you can use your laser welding machine better. You can make better welds, watch the process, and keep your work safe.
Laser Types and Emission Properties
CO2 vs. Solid-State Lasers
You will find two main types of lasers in welding: CO2 lasers and solid-state lasers. Each type has its own emission wavelength and power range. These differences affect how you use a laser welding machine and what results you get.
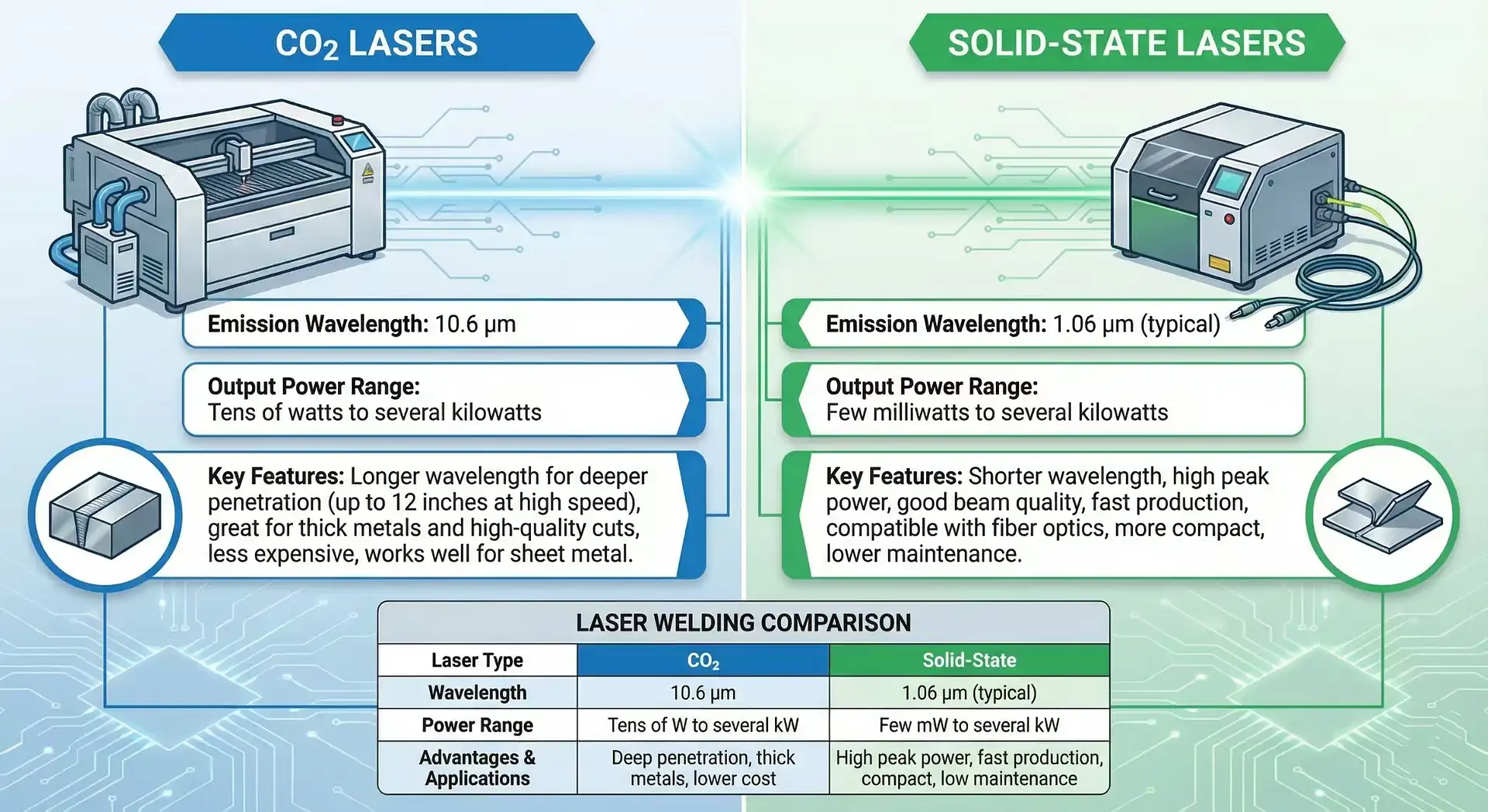
| Laser Type | Emission Wavelength | Output Power Range |
|---|---|---|
| CO2 Lasers | 10.6 µm | Tens of watts to several kilowatts |
| Solid-State Lasers | 1.06 µm (typical) | Few milliwatts to several kilowatts |
CO2 lasers work at a wavelength of 10.6 micrometers. This longer wavelength helps you reach deeper into materials. You can use a CO2 laser to make a weld up to 12 inches deep at high speed. This makes CO2 lasers great for thick metals and high-quality cuts. Solid-state lasers, like Nd:YAG or fiber lasers, use a shorter wavelength near 1.06 micrometers. These lasers give you high peak power and good beam quality. They work well for fast production and can be used with fiber optics. However, they may not cut as deep as CO2 lasers.
Note: CO2 lasers are less expensive and work well for sheet metal. Solid-state lasers are more compact and need less maintenance.
Continuous Wave and Pulsed Modes
You can run a laser welding machine in two main modes: continuous wave (CW) and pulsed. Each mode changes how the light comes out and how the weld forms.
| Feature | Continuous Wave (CW) Laser | Pulsed Laser |
|---|---|---|
| Energy Input | Continuous, lower peak power | High peak power, short bursts |
| Thermal Impact | Uniform heating, less cracking | High heat, risk of porosity |
| Applications | Smooth, uniform welds | Quick cleaning, deep keyholes |
| Weld Quality | Smoother surface, less spatter | Less porosity, but possible cracks |
CW lasers give you steady energy. This makes the weld area heat up evenly. You get smooth welds with fewer cracks. Pulsed lasers send energy in short, strong bursts. This helps you control the heat and reduce brittle layers in the weld. Pulsed lasers can also make deeper welds, but you need to watch for cracks if the heat gets too high.
- Pulsed lasers help you avoid brittle joints by controlling heat.
- CW lasers work best when you want a smooth, even weld.
When you choose the right laser type and mode, you improve the quality and safety of your welding process.
Material and Process Effects
Material Influence on Emitted Light
The kind of metal you weld changes the light you see. Each metal takes in and bounces back the laser beam in its own way. For example, steel and aluminum act differently. Aluminum moves heat faster and melts at a lower temperature than steel. This means aluminum gets hot and melts more quickly. You must change your welding settings for each metal.
Titanium and aluminum also act in special ways. When you weld them together, they can make new compounds called intermetallics. You can change how much melting happens by changing the laser settings. This helps you make strong and neat welds.
| Base Material Pair | Key Influences on Laser Welding |
|---|---|
| Steel and Aluminum | Aluminum moves heat fast, does not take in as much laser light, and melts at a lower temperature. You can control the weld area by changing the welding settings. |
| Titanium and Aluminum | New compounds can form, and you can control how much melting happens with the laser settings. Laser welding lets you control the way the metals mix. |
Copper is different from other metals. It bounces back most of the laser light, so welding is hard. Green lasers work better for copper because copper takes in green light more easily. You get better welds and fewer problems if you use the right laser.
- Green lasers have a wavelength of about 532 nm. Copper takes in this light much better than infrared light.
- Blue lasers also work well because copper takes in even more blue light.
- Fiber lasers use infrared light, but copper does not take in much of this light.
Welding Parameters and Light Output
You can change how the light looks by changing the machine’s settings. The power, speed, and focus of the laser all matter. If you use more power, the light gets brighter and hotter. This can make the weld deeper but may cause more splashes. Less power makes the weld cooler and gives off less light.
How fast you move the laser also matters. Moving fast makes the weld shallow and the light dimmer. Moving slow lets more heat build up, so the light gets brighter and the weld gets deeper.
The focus of the beam is important too. A tight focus puts more energy in one spot. This makes the light stronger and melts the metal faster. A wide focus spreads out the energy and makes a softer weld.
Tip: Watch the color and brightness of the light when you weld. If the light changes, you may need to change your settings.
When you know how materials and settings change the light, you can make strong and clean welds on many metals.
Practical Implications for Quality and Safety
Emission as a Quality Indicator
You can check your welds by looking at the light from the laser welding machine. Watching the light helps you find problems early. You can fix things before they get worse. Many factories use sensors to measure the light and sound during welding. These sensors help you find cracks, holes, or missing metal.
Researchers use special tools to study signals from welding. They use wavelet packet transforms and deep learning to look at the data. They also use laser back-reflection and acoustic emission signals to watch the weld as it happens. Some systems check the weld every 2 milliseconds. They can give you a quality score that is right almost all the time.
| Technique or Method | Details |
|---|---|
| Signal Analysis | Wavelet packet transforms, deep learning |
| Monitoring Methods | Laser back-reflection, acoustic emission |
| Real-Time Performance | Checks every 2 ms, fast classification |
| Quality Classification | Confidence between 71% and 99% |
| In Situ Observation | Hard X-ray radiography for critical event detection |
You can also look at the color and brightness of the plasma plume to find problems. If the light changes, there might be a problem. Louder sounds often mean the plasma is hotter. This can show cracks or holes in the weld. Good welds usually make sounds between 10 and 20 kHz.
Tip: Watch for changes in light and sound when you weld. These changes can help you find problems fast.
Monitoring and Safety Measures
You need to protect yourself when you use a laser welding machine. The light is very strong. It can hurt your eyes and skin. Always wear laser safety eyewear that matches the laser’s wavelength and optical density. Use a helmet or face shield to cover your whole face. Wear flame-resistant clothes to protect against sparks and heat.
| Protective Measure | Description |
|---|---|
| Laser Safety Eyewear | Blocks harmful wavelengths; must match the laser’s rating |
| Laser Welding Helmet | Gives full-face coverage from sparks and debris |
| Appropriate Clothing | Heat-resistant to prevent burns |
| Respirators | Needed if there are fumes or gases in the air |
| Laser Welding Curtains or Barriers | Keeps others safe by blocking stray laser light |
| Training and Maintenance | Regular training and checks keep everyone safe |
- Always follow safety rules like ANSI Z136.
- Use things like beam covers and good air flow.
- Make sure you and your team get training and check your equipment often.
Note: Never look straight at the laser beam. Even a quick look can hurt your eyes forever.
When you use the right tools and safety steps, you can make better welds and keep everyone safe.
You can change the light from a laser welding machine by adjusting different things. If you turn up the laser power, the weld gets deeper. When you change how fast you weld, it changes the heat. The focus and beam quality decide how much energy goes into one spot. The kind of material and how thick it is change how heat moves. Shielding gas and pulse time help make the weld better.
| Aspect | Explanation |
|---|---|
| Light Emission | It affects how strong the weld is and keeps people safe. |
| UV Radiation | You need special gear to protect your eyes and skin. |
| Energy Transfer | It helps you make welds that are strong and safe. |
If you know these things, you can make better welds. You can watch your work and keep safe. These skills help you in factories and in science.
FAQ
What makes laser welding light different from regular light?
Laser welding light is special because it is coherent, monochromatic, and collimated. You get a focused beam where all the light waves move together. This helps you make strong, precise welds.
How can you tell if your weld is good by looking at the light?
You can watch the color and brightness of the light. A steady, bright light usually means a good weld. Sudden changes in color or flickering can show problems.
Why do you need special glasses when using a laser welding machine?
Laser light can hurt your eyes very quickly. You must wear laser safety glasses that block the laser’s wavelength. This keeps your eyes safe from damage.
Can you use the same laser settings for all metals?
No, you cannot. Each metal absorbs and reflects laser light differently. You need to adjust the power, speed, and focus for each material to get the best weld.
Top Portable Laser Welding Machines for Stainless Steel and Their Prices
Fiber laser welding machine for 2mm aluminum




