Introduction
If you lead mold or equipment maintenance in a tire plant, this guide is for you. You’ll get a practical, shop‑floor playbook to protect appearance quality, stabilize cycle time, and keep presses running. We’ll connect specific maintenance routines to fewer vent‑related blemishes, cleaner parting lines, and more consistent dimensions—without creating new risks.
Why does tire mold maintenance matter so much? Because it shapes three levers at once: quality (venting, textures, sidewall clarity), uptime (cleaning frequency and duration), and cost (consumables, rework, and mold life). This guide covers the schedule you can run per shift, the cleaning methods that actually protect microfeatures, how to care for vents and mechanisms, which process controls prevent fouling, and the KPIs/ROI model you can take to your plant review.
Key takeaways
- Run a layered schedule: quick per‑shift checks, short in‑press refresh cleans, and scheduled offline deep cleans based on condition and volume.
- Favor non‑abrasive methods for delicate tread and sidewall features; protect microvents first to protect appearance.
- Standardize release‑agent application and curing discipline to slow fouling between cleans.
- Track a tight KPI set tied to appearance stability and uptime; log everything in your CMMS with photos and timestamps.
- Model ROI with your numbers: savings come from shorter downtime, zero/low consumables, and extended mold life.
Tire mold maintenance schedule
Shift and daily checks
A short, repeatable checklist keeps “tire mold maintenance” from becoming a fire drill. On every shift, operators or maintenance techs should:
- Inspect parting lines, lettering, and microvent fields for flash, staining, or buildup; clear visible debris safely.
- Verify smooth motion and home positions on segment slides/ejectors; listen for stick‑slip or binding.
- Capture two quick photos (same angles each time) and log condition, action taken, and operator ID in the CMMS.
- Confirm release‑agent discipline on the press: thin, even coats; documented pass count and dry time.
- Spot‑check press vacuum/vent back‑pressure if your line measures it; rising back‑pressure often predicts blemishes.
These simple steps align with industry maintenance guidance that frequent inspections stabilize tool life and quality over time, as highlighted in Chem‑Trend’s expert overview of mold maintenance practices in manufacturing contexts, see the manufacturer’s mould maintenance guide.
Cadence for in-press and offline cleaning
Use in‑press (online) refresh cleaning to reduce teardown frequency. Non‑abrasive options—laser or dry ice—can be performed with the mold hot and assembled, cutting downtime and limiting thermal cycles. Authoritative application notes from laser and dry‑ice vendors document in‑place cleaning benefits for molds, including tire molds, while emphasizing protection of delicate features. For context, see Adapt Laser’s tire mold cleaning application note and Cold Jet’s plastic & rubber mold cleaning overview.
Trigger in‑press refresh when you see any of the following:
- Increased vent back‑pressure or first‑pass yield dips linked to venting.
- Early signs of staining in lettering or texture loss on sidewalls.
- Flash that reappears soon after trimming.
Schedule offline deep cleaning based on production volume, contamination rate, and defect triggers. Many plants set a calendar guardrail (e.g., every 4–8 weeks) but let condition‑based signals pull the date forward. Document the actual interval in your CMMS to tune the cadence per mold family.
Deep disassembly intervals
A deep clean includes full teardown, thorough non‑abrasive cleaning of all surfaces, inspection of microvents and grooves, re‑lubrication of slides/ejectors, seal checks, and re‑assembly with alignment verification. Use calendar plus condition rules: for high‑volume molds, plan quarterly as a starting point and tighten/extend based on mean cycles between deep cleans and post‑clean FPY trends. After re‑assembly, run a short validation batch and re‑inspect parting lines and vent fields before releasing to full production.
Cleaning technologies
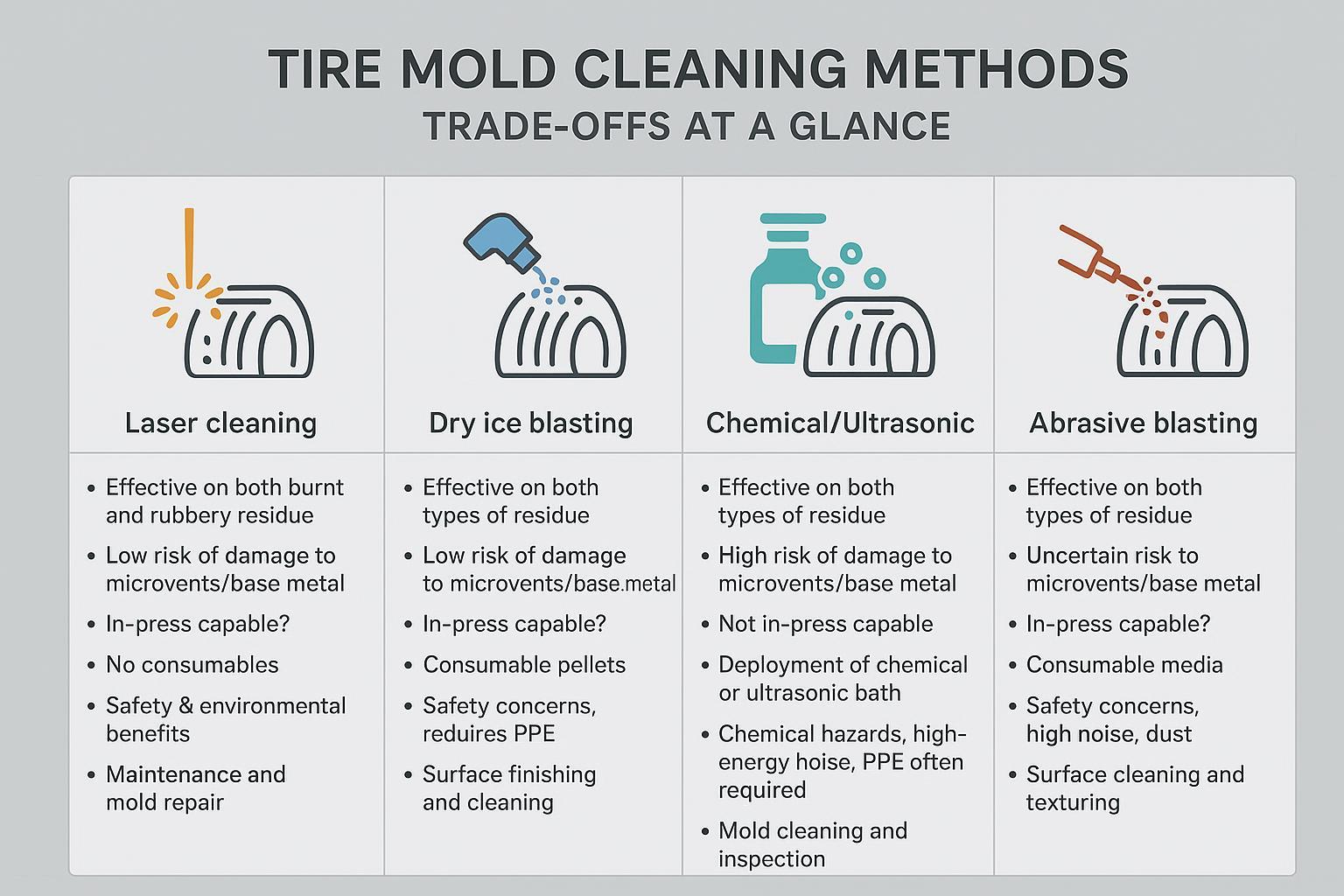
Laser cleaning vs dry ice
Laser cleaning selectively ablates residues without media or chemicals and is suitable for preserving microfeatures such as microvents and fine textures in tire molds. It can be performed in situ (hand‑guided or automated) with proper safety controls and fume extraction. For background, see CleanLASER’s tire mold application page and Adapt Laser’s tire mold cleaning overview describing protection of delicate geometries and reduced secondary waste.
Dry ice blasting is also non‑abrasive and leaves no secondary waste. It’s widely used on hot molds and can significantly reduce cleaning time compared with teardown methods. See Cold Jet’s application guidance for rubber/plastic molds and a general methods comparison note for pros/cons.
In practice, many plants deploy both: dry ice for fast general refresh and laser for precision areas (e.g., microvent fields, intricate sidewall markings) where geometry preservation is paramount.
Chemical and ultrasonic use cases
Chemical cleaning (often water‑based) and ultrasonic baths can help on stubborn residues during offline deep cleans. To limit risks, follow disciplined procedures: document chemical type and concentration; neutralize and dry thoroughly; and verify no residue remains in vents or grooves. Release‑agent suppliers emphasize that over‑application and poor drying drive fouling—tight application discipline reduces how often you’ll need chemicals. See Chem‑Trend’s application practice notes and their tire manufacturing solutions overview.
Methods to avoid and risks
Avoid abrasive methods such as bead/sand blasting or mechanical abrasion on mold surfaces. These can round edges, enlarge microvents, smooth intentional textures, and embed grit, all of which degrade appearance quality. Laser and dry‑ice application sources consistently warn against abrasive techniques for delicate mold features; see the cautions embedded in Adapt Laser’s tire mold guidance.
Laser safety note: When using Class 4 laser systems, implement an ANSI Z136‑based program with an appointed LSO, enclosures or interlocks, wavelength‑rated eyewear, and fume extraction/filtration for ablated materials. Useful overviews include ANSI Z136.1 summaries and guidance from the Laser Institute of America.
Neutral example — Oceanplayer non‑abrasive laser option (informational): Oceanplayer manufactures industrial laser cleaning systems designed for continuous operation with plug‑and‑play presets and portable formats. In a tire mold context, a non‑abrasive, media‑free laser step can target microvent fields or fine engravings during an in‑press refresh or offline deep clean, helping remove buildup while protecting the base metal and minimizing secondary waste.
Vent and mechanism care
Microvent and groove clearing
Treat vents and grooves as precision features. Prefer non‑abrasive clearing—focused laser passes with vision guidance where available, or gentle dry‑ice jets for broader areas. Verify that vent diameters and edges remain within spec; avoid wire‑poking or brushing that can enlarge or burr microfeatures. Leading application notes on tire‑mold laser cleaning and rubber‑mold dry‑ice cleaning both stress preserving delicate geometries and avoiding residue redeposit. See CleanLASER on tire molds and Cold Jet’s rubber mold guidance.
Add a simple verification step after any clean: measure representative vent back‑pressure (if instrumented) or perform a quick airflow check; confirm no discoloration or smear remains in lettering.
Lubrication of ejectors and slides
After cleaning, apply mold‑approved greases sparingly: heavier on the back half of ejector pins and lighter near the face to avoid transfer. Re‑lube slides and segment mechanisms after confirming surfaces are clean and dry. Practical guidance from molding maintenance sources emphasizes light, frequent lubrication to prevent sticking and contamination—for example, see ejector pin grease best practices and general maintenance tips.
Handling, alignment, and protection
Prevent impact damage to fit surfaces and alignment keys. Use soft covers and dedicated racks during transport. Before storage, confirm the mold is clean, bone‑dry, and treated with appropriate rust preventives; record condition and environment. General mold maintenance references highlight the link between careful handling, corrosion control, and longer tool life; see Quickparts’ maintenance overview.
Process controls and storage
Curing parameters and fouling prevention
Good curing discipline slows residue formation. Keep cure temperature, pressure, and time within validated ranges; use rheometer data and uniform heating to avoid over‑cure at edges that leaves stubborn deposits. If you lack published numbers, tune against your internal quality data. Pair this with in‑press refresh cleans to keep fouling from reaching defect‑trigger levels between deep cleans.
Release agent selection and discipline
Start with a clean, dry mold. Standardize application: thin, uniform coats, consistent distance and pass count, and full dry time before closing the press. Water‑based agents and compatible sealers can reduce buildup when applied correctly. Release‑agent manufacturers emphasize that over‑application is a prime cause of sticky residues and vent blockage; disciplined application helps maintain appearance quality. For practical guidance, see Chem‑Trend’s application FAQs and their tire industry solutions.
Corrosion prevention and storage standards
After deep cleaning and inspection, apply rust preventives where appropriate, protect critical surfaces, and store molds in a controlled‑humidity area. Log storage entry with photos, protective materials used, and next inspection date. These steps reflect widely accepted mold maintenance practice for preserving dimensional stability and readiness; see Quickparts’ guidance.
KPIs and ROI
Maintenance and quality KPIs
Track a compact set that ties directly to appearance stability and uptime:
- Mean cycles between in‑press refresh cleans
- Mean time to clean (in‑press and offline)
- Mold downtime hours per 1,000 tires
- Percentage of planned vs unplanned maintenance
- Defect rate attributable to mold (appearance/flash/blems) per mold/segment
- First‑pass yield in the first 200 tires post‑clean
Digital logs and traceability
Use your CMMS to standardize fields per event: mold ID; cavity/segment IDs; press ID; lot/batch; timestamps; operator/inspector IDs; method used (laser/dry ice/chemical/ultrasonic); time‑to‑clean; pre/post photos; vent back‑pressure reading (if available); post‑clean verification status. IATF/ISO frameworks require documented, risk‑based preventive maintenance and record retention; these fields make audits easier and trend analysis reliable. For background, see an overview of preventive maintenance in SAP PM and example inspection practices.
ROI modeling inputs and payback
Below is a simple, transparent 3‑year model based on common plant assumptions. Adjust with your data.
Assumptions (example):
- CapEx for automated laser cell: $120,000
- Annual molds cleaned: 600
- Avg downtime per traditional clean: 8.0 h; with in‑press laser refresh: 0.25 h
- Labor cost: $40/h
- Consumables avoided per traditional clean: $150
- Estimated mold life extension: +50% (from 4 to 6 years)
Annual savings (modeled):
- Downtime reduction: (8.0 − 0.25) × $40 × 600 = $186,000
- Consumables avoided: $150 × 600 = $90,000
- Mold life extension (amortized benefit): depends on your tooling accounting; conservatively exclude from simple payback or treat as an additional buffer.
Simple annual benefit (excluding life extension) ≈ $276,000
Simple payback ≈ $120,000 ÷ $276,000 ≈ 0.43 years (~5 months)
Sensitivity: If you clean 300 molds/year or your baseline downtime is lower, payback extends proportionally. Many manufacturing ROI discussions cite 12–24‑month paybacks for laser cleaning in varied contexts; your internal numbers should drive the decision. For a general perspective, see a laser efficiency overview; validate with your plant data.
Conclusion
This week, standardize per‑shift checks, schedule quick in‑press refreshes before defects climb, and lock down release‑agent discipline. Build your KPI dashboard and start logging photos with every clean. Then pilot a non‑abrasive method on a single high‑mix mold family and measure FPY and downtime improvements over two weeks.
Next steps: Form a cross‑functional pilot team (maintenance, process, quality), update SOPs with safety notes (including ANSI Z136 for any laser step), and run an ROI model with your volumes. If you’re evaluating non‑abrasive laser options, review Oceanplayer to understand formats and duty cycles.




