Introduction
Weld heat tint isn’t just cosmetic. Those iridescent bands are a visible clue that the passive chromium-oxide film has thickened and that subsurface chromium may have been drawn out, leaving a chromium-depleted zone (CDZ). The result can be reduced corrosion resistance, hygiene issues in wetted service, and rework during quality audits.
This guide links the observed color to what’s happening metallurgically—thin-film interference and oxide growth—then translates that into risk, acceptance logic, cleaning and passivation workflows, verification, and prevention. We also close with a brief note on titanium discoloration.
Key takeaways
- Weld heat tint colors correlate with oxide film thickening and potential chromium depletion beneath the surface.
- Treat color as a screening indicator; confirm acceptance using relevant standards and verification tests.
- Pale straw or lighter is often acceptable in some contexts; darker purple/blue/black typically warrants removal and repassivation.
- Proper cleaning (pickling/electropolishing) and ASTM A967 passivation can restore a chromium-rich surface; verify results.
- Prevention starts with purge quality, shielding, heat input control, and clean tooling.
How heat tint forms
Thin-film interference and oxide growth
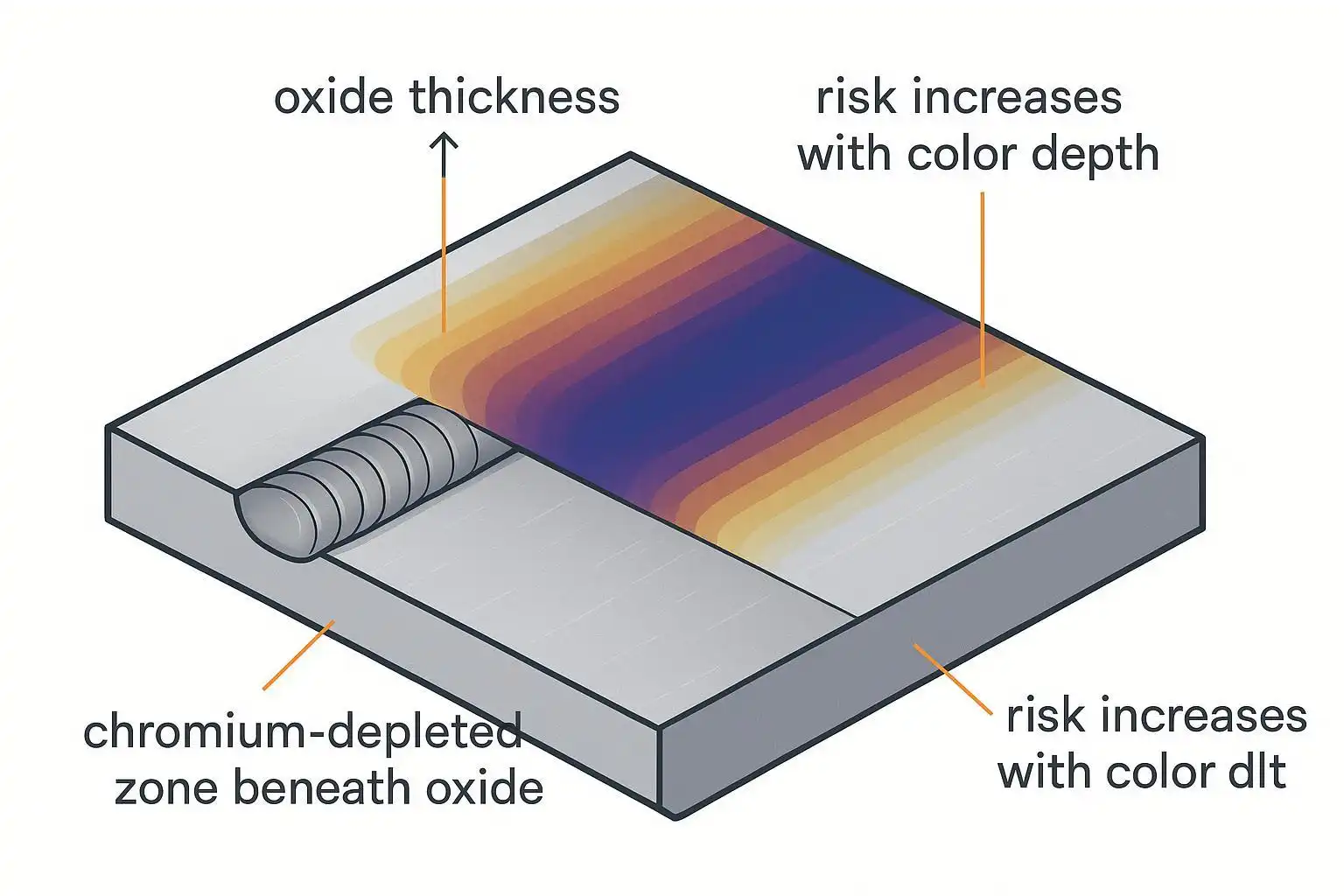
Stainless steels rely on a thin, transparent chromium-rich passive film. During welding in the presence of oxygen, that film thickens and becomes optically active. Light reflecting from the air/oxide and oxide/metal interfaces interferes, producing hues that shift from silver/no tint to straw, brown, purple, and blue as the oxide grows. The British Stainless Steel Association explains this temper color progression and presents it as a qualitative indicator of increased temperature/time and oxide thickness, with recommended removal practices in industry; see the BSSA’s overview in the article “Heat Tint (Temper) Colours on Stainless Steel Surface Heated in Air” (2007) and the broader guidance “Pickling and Passivating Stainless Steel” (BSSA, 2021).
Chromium depletion beneath the oxide
As chromium diffuses toward the surface to form oxides, the subsurface becomes chromium-depleted relative to the bulk alloy. That CDZ can impair the re-formation of a robust passive layer, elevating pitting/crevice risk until the oxide and depleted metal are removed. Associations and institutes emphasize removing both the oxide scale and the low-chromium layer to restore performance, particularly for sanitary, chloride-bearing, or marine environments; see the Nickel Institute’s design and surface-treatment guidance in the Structural Stainless Design Manual (4th ed., 2020) and the BSSA pickling/passivation document linked above.
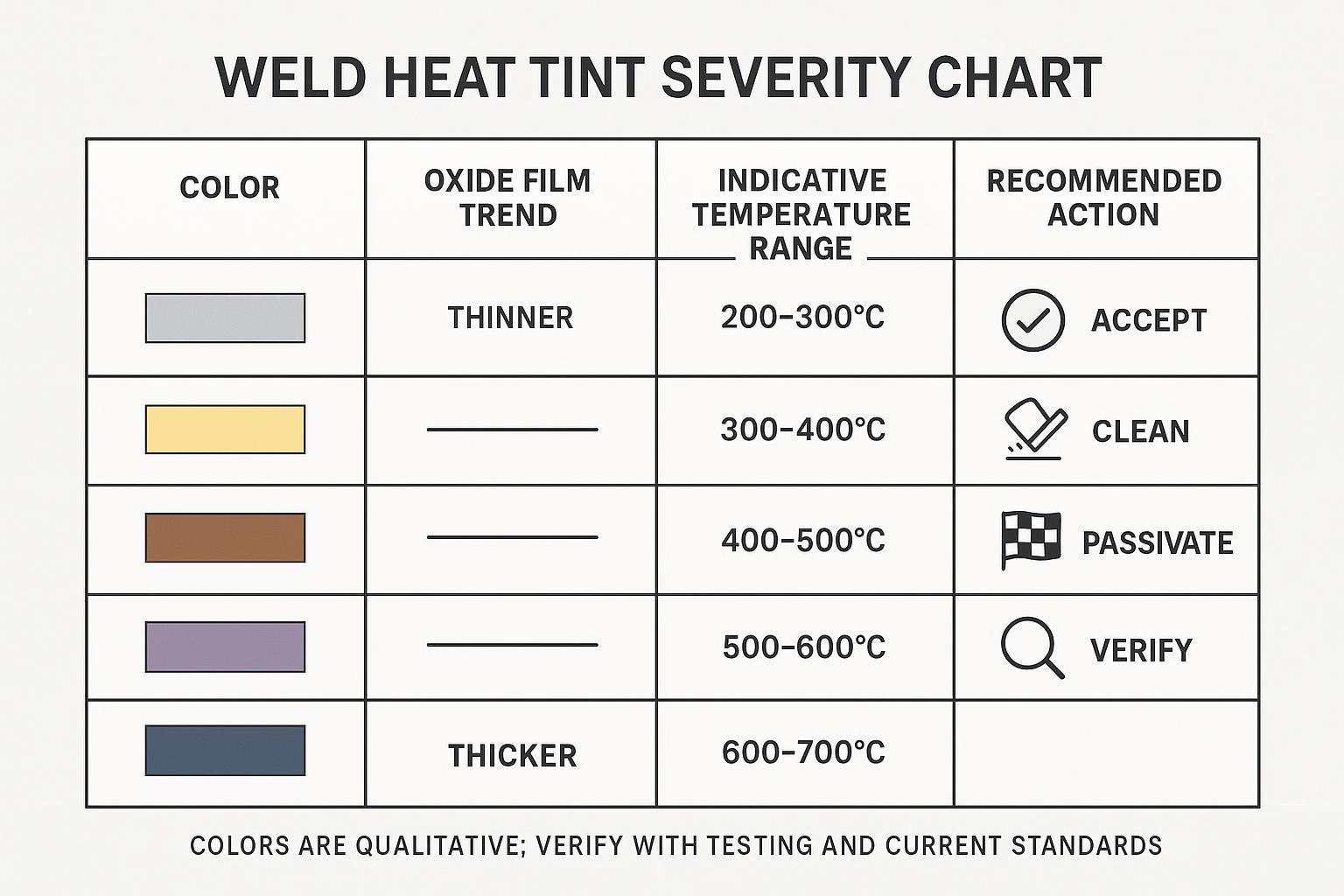
Temperature bands influencing color
Indicative color–temperature sequences for type 304 heated in air are widely cited: pale straw is associated with lower-temperature exposure, dark yellow/brown with higher, and purple/blue at the upper end of the visible interference range. Exact values vary with alloy, shielding, surface finish, and time at temperature, so treat these as qualitative indicators. The BSSA temper color reference (2007) is a useful conceptual frame; always document process conditions when making acceptance calls.
Decoding weld heat tint colors
Silver or no tint: near-passive, low risk
A bright metallic surface with little or no hue suggests minimal oxide growth. For non-aggressive service, this often indicates low risk. In high-spec applications (e.g., sanitary piping), still confirm cleanliness and passivity where required.
Straw yellow: thin oxide, minor depletion
Pale straw/gold typically reflects a thin interference film and relatively minor chromium depletion. Depending on the code and service, this band is sometimes considered acceptable. When in doubt or for critical wetted service, remove light tint and repassivate per project requirements.
Blue to purple: thicker oxide, higher risk
Purple/blue hues point to a thicker oxide and a greater likelihood of a deeper CDZ. Expect increased susceptibility to localized corrosion if left untreated. For critical service, remove the tint and depleted layer (chemical pickling or electropolishing), then passivate and verify.
Caution: Color is a qualitative indicator influenced by shielding, alloy, and finish. Verify with testing and current standards before final acceptance decisions.
Embrittlement and sensitization context
When thermal cycles drive carbide precipitation
Time–temperature exposure in the 450–850°C band can precipitate chromium carbides at grain boundaries in some stainless grades. This “sensitization” creates a network of chromium-depleted boundaries that are susceptible to intergranular corrosion.
Grain boundary effects and intergranular attack risk
A sensitized microstructure raises the risk of intergranular attack in corrosive environments. While heat tint alone does not prove sensitization, it signals that portions of the HAZ or bead saw elevated temperatures. Where procedures or alloy grades are at risk, consider metallurgical testing or conservative remediation.
Why darker tints signal higher embrittlement likelihood
Darker tints mean thicker oxide and, usually, higher peak temperatures or longer exposure. That raises the probability—not proof—of adverse metallurgical changes. Use color severity as a prompt to review heat input, interpass control, and cooling practices.
Standards and acceptance criteria
AWS D18.2 color reference for stainless
In sanitary contexts, AWS D18.2 provides a widely used visual reference for weld discoloration levels on stainless steel. Many practitioners treat pale straw (often corresponding to D18.2 Number 3 or lighter) as acceptable, with darker hues requiring removal. Always check the governing project specification and the current AWS edition before making acceptance calls. For practice context, the Nickel Institute summarizes sanitary/water acceptance cues in “Fabricating Stainless Steels for the Water Industry” (Nickel Institute, 2015).
AS/NZS 1554.6 cleaning expectations
This standard on welding stainless steel emphasizes removing heat tint beyond very light levels and, critically, removing the chromium-depleted layer—not just polishing the surface coloration. It distinguishes effective mechanical removal from mere brushing and points engineers to pickling/electropolishing plus subsequent passivation where appropriate. For aligned interpretations, see ASSDA’s practical guidance in “Guidelines to Using AS/NZS 1554.6 for Welding Stainless Steel” (ASSDA, 2016).
ASTM A380/A967 passivation frameworks
ASTM A380 outlines practices for cleaning, descaling/pickling, and preparing stainless weldments for service, including acid mixtures, rinsing, and inspection; see ASTM A380/A380M overview. ASTM A967 defines chemical passivation methods (nitric or citric families) and acceptance tests; see ASTM A967/A967M overview. Use the latest official editions referenced by your contract.
Cleaning, pickling, and repassivation
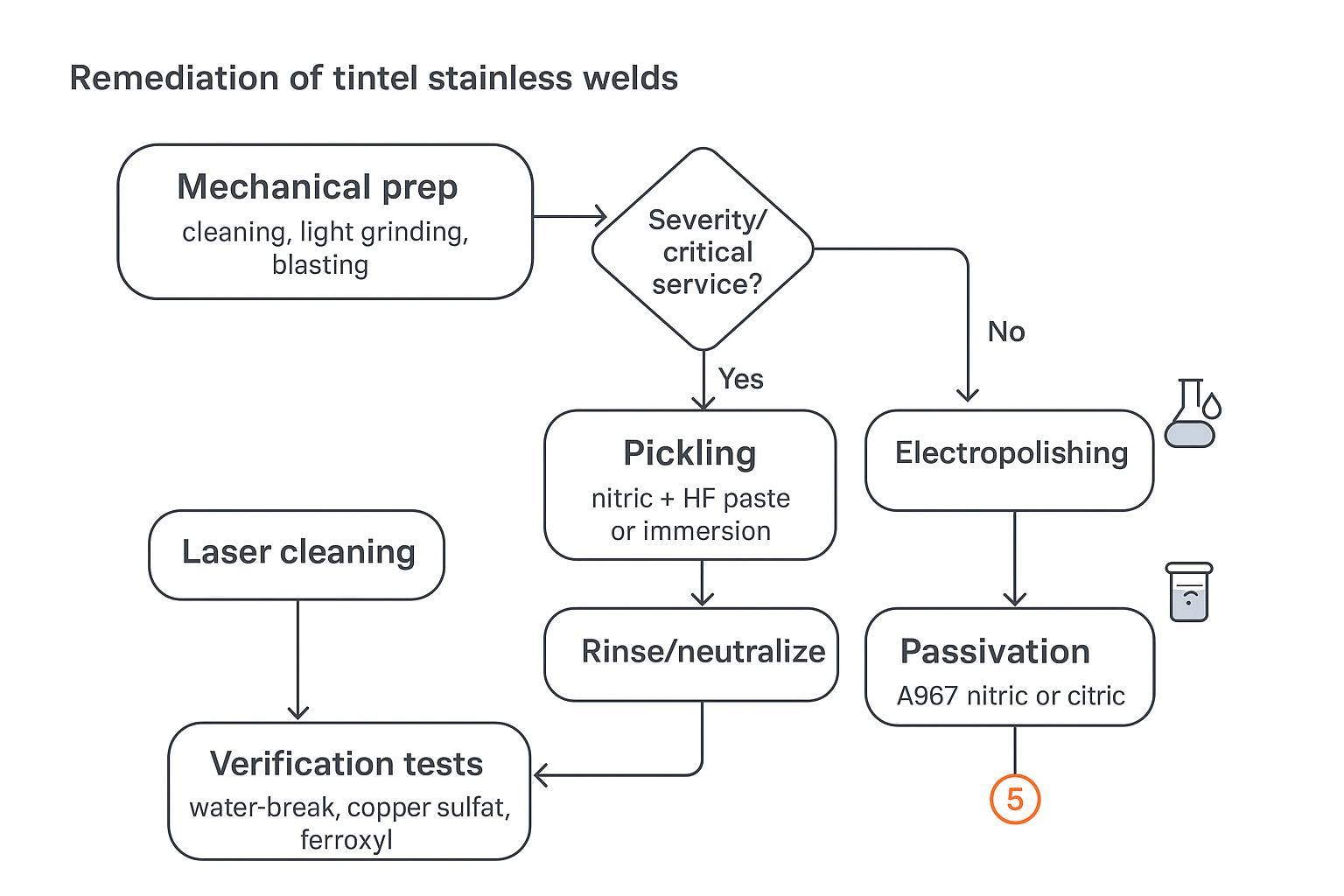
Mechanical prep vs. chemical pickling
- Mechanical: Grinding/linishing/polishing or controlled blasting can remove visible tint, but ensure the low-chromium layer is also eliminated. Brushing alone is insufficient for critical service.
- Chemical pickling: Nitric–hydrofluoric blends (immersion, gels, or pastes) dissolve the oxide and attack the chromium-depleted layer. Control exposure times, neutralize thoroughly, and rinse to conductivity targets per procedure. See BSSA’s “Pickling and Passivating Stainless Steel” for process guidance and cautions.
Passivation and electropolishing for critical service
- Passivation: After cleaning, apply a nitric or citric passivation per ASTM A967 to promote a chromium-rich passive film. In benign environments, air re-passivation may occur, but specifications for sanitary or chloride service typically require chemical passivation.
- Electropolishing: Electrochemical removal smooths micro-roughness, removes residual low-Cr metal, and improves cleanability. It’s often paired with pickling for high-spec wetted surfaces.
Verification of restored passivity
Confirm restoration using recognized tests (see ASTM A967):
- Water-break-free surface (cleanliness screen)
- Copper sulfate (free-iron indicator)
- Ferroxyl (very sensitive iron contamination screen)
- Lot tests as specified (e.g., water immersion, high humidity, salt spray)
Educational note: For oxide removal without abrasives, Oceanplayer laser cleaning can be used as a controlled, non-contact option before chemical passivation.
Prevention and process control
Shielding gas, purge quality, and oxygen monitoring
High-quality torch shielding and backside purge minimize oxide growth—especially on root passes. Many sanitary/biopharma practices target ≤50 ppm O2 at purge outlets before welding and maintain low oxygen through cool-down; some projects go lower based on the current ASME BPE edition and contract specs. Log purge readings for QA; see context in ASME BPE companion materials for why low O2 limits tint formation.
Heat input and interpass temperature control
Follow the qualified WPS/PQR. Limit time in the sensitization band and avoid excessive heat input or long interpass delays that increase oxidation risk. For duplex/austenitic grades, observe alloy-specific restrictions.
Clean tooling and surface preparation
Keep hydrocarbons, paint, and iron contamination off weld surfaces. Use stainless-only brushes and dedicated abrasives. Clean between passes as required, especially for sanitary service.
Titanium weld discoloration (brief)
Acceptable vs. rejectable colors under AWS D17.1/NASA
In aerospace-focused guidance, bright silver and light straw are typically acceptable; violet, blue, grey/white, and frosted appearances are rejectable because they indicate oxygen contamination and embrittlement risk. For process parameters and visual acceptance cues, see NASA’s process spec PRC‑0015: GTAW of Titanium (NASA, 2023) and consult the current AWS D17.1/D17.1M.
Purge and trailing shield requirements
Use high-purity shielding (argon/helium), maintain very low oxygen (often ≤50 ppm), and keep the trailing shield engaged until the metal cools below roughly 600°F (~316°C). Backside purge is mandatory for tubing and thin sections—requirements are outlined in NASA PRC‑0015 referenced above.
Rework steps for contaminated welds
Remove the discolored layer, restore purge/shielding, and re-weld per qualified procedures. Many programs require color coupon/strip verification before returning to production per aerospace process specs.
Conclusion
Use weld heat tint colors as a fast, conservative screening tool—not a final verdict. When tint appears, remove the oxide and chromium-depleted layer, then passivate and verify to standards. Finally, document your acceptance thresholds, remediation, and prevention controls in job specifications and ITPs so decisions are consistent and auditable.




