
Imagine you just started your first welding class. The instructor asks you to read a chart filled with numbers and letters. You see codes like 2G and 3F, but you do not know what they mean. If you want to pass your certification test or work safely, you need to understand welding position and joint type designations. Knowing these codes helps you plan your work and avoid mistakes.
Key Takeaways
- Learn welding position codes like 1G, 2G, and 6G. Each code shows a certain welding position. It also shows the skill you need.
- Know the difference between groove welds (G) and fillet welds (F). Pick the right type for the job’s strength and cost.
- Practice each welding position by how hard it is. Start with flat (1G). Move up to overhead (4G) as you get better.
- Get to know AWS/ASME and ISO standards. Knowing both helps you work in other countries. It also helps you talk with others about welding.
- Always put safety first. Wear the right gear and use safe methods. This is very important in hard positions like overhead welding.
Welding Position and Joint Type Designations Explained
Number Codes: 1G to 6G
When you look at welding position and joint type designations, you often see number codes like 1G, 2G, or 6G. These codes tell you the position of the weld and help you understand what skills you need for each job. The number shows the position, and the letter shows the type of weld. Here is a table that explains the most common number codes:
| Code | Position | Description |
|---|---|---|
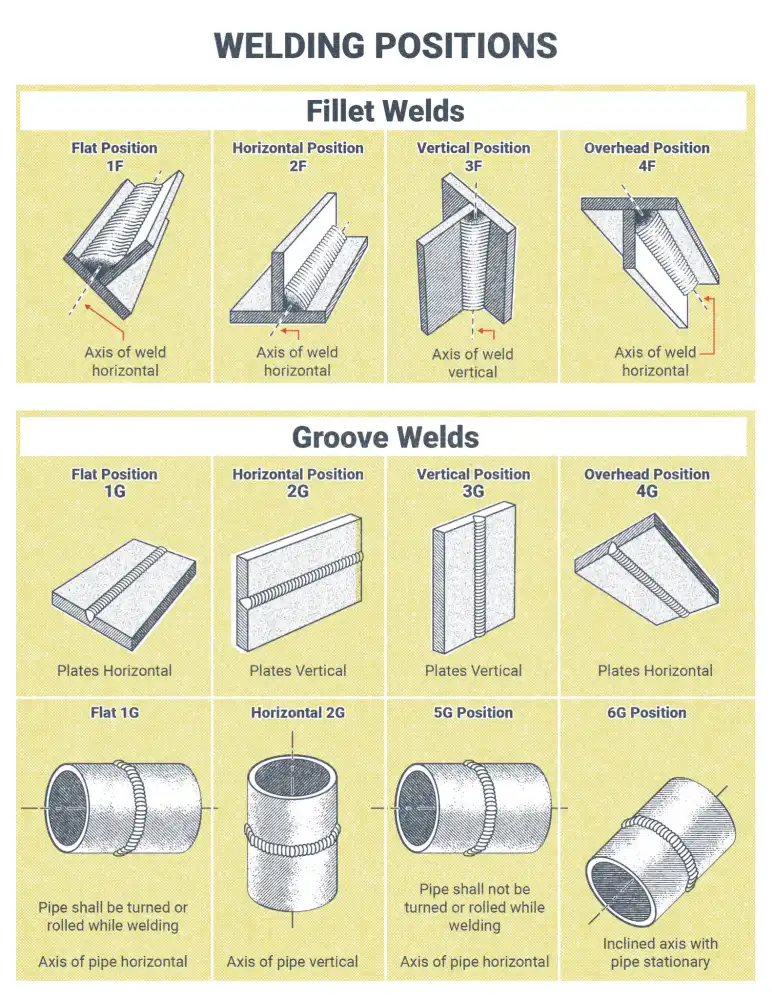
| 1G | Flat | Simplest position. Gravity helps the weld pool. Used in manufacturing and construction. |
| 2G | Horizontal | Used for structural welds. You need to control the weld against gravity. |
| 3G | Vertical | Common in shipbuilding and construction. You must control molten metal as it moves. |
| 4G | Overhead | You weld from above. Gravity makes this position challenging. |
| 5G | Pipe Fixed | Used in oil and gas. You weld around a fixed horizontal pipe. |
| 6G | Pipe Angled | Most challenging. You weld at a 45-degree angle, combining vertical and horizontal skills. |
Source/version note: The numeric code table above references commonly used industry standards (examples: AWS D1.1:2025, ASME BPVC Section IX:2023, ISO 6947:2021). Standards are periodically revised—please confirm and apply the edition required by your project documents and procurement to ensure traceability and compliance.
Each number code matches a specific welding position. For example, 1G is the flat position. You find it easy to manage and see your work clearly. 2G is the horizontal position. You use it for butt welds and need to keep the molten metal from dropping. 3G is the vertical position. You move the electrode up or down and must control the flow of metal. 4G is the overhead position. You work above your head and need to control the shape of the weld pool. 5G and 6G are for pipe welding. These positions require you to weld around pipes that do not move, and 6G is the most difficult because you work at an angle.
Letter Codes: G, F, R
You also see letter codes in welding position and joint type designations. The most common letters are G, F, and R. Each letter stands for a different type of weld:
G = groove weld and F = fillet weld. Note: the letter “R” in a designation such as 6GR stands for “Restricted” — a restriction (for example a ring, plate, or fixture) added during testing to simulate limited access or other site constraints, not “root.”
For example, 6GR is the 6G pipe position with a restriction that increases difficulty during certification. AWS/ASME position codes normally use only G or F; do not generalize R as meaning “root.”
Why Designations Matter
Welding position and joint type designations play a big role in your training and work. You need to learn these codes for several reasons:
- You must know the codes to pass certification tests. Each test checks your skill in different positions and weld types.
- You use the codes to plan your work. Some positions are easier and faster, like flat welds. Others, like overhead or pipe welds, need more skill and time.
- You follow the codes to meet industry standards. Companies use these designations to make sure welders are qualified for specific jobs.
- You improve your versatility by learning different positions. This helps you work on many types of projects.
- You use the codes for documentation. When you finish a weld, you record the position and type to show quality and safety.
Tip: Knowing welding position and joint type designations helps you choose the right technique and tools for each job. It also helps you avoid mistakes and improve the quality of your welds.
Welding positions affect how you control the weld and the final strength of the joint. For example, flat positions let you work quickly and easily. Vertical and overhead positions challenge you to control the molten metal against gravity. Joint types, like groove and fillet welds, change how strong the weld will be and what it can handle. You need to understand these designations to plan your projects and make sure your welds meet safety and quality standards.
Welding Positions and Challenges
Flat, Horizontal, Vertical, Overhead

Every welding position has its own problems. You must change how you hold the torch for each one. The way you control the weld pool is different too. Safety steps also change with each position. Here is a table that shows what makes each position special and what is hard about them:
| Welding Position | Characteristics | Challenges |
|---|---|---|
| Flat Position | Workpiece lies flat; easy to access; gravity helps the weld pool. | Easiest position; few challenges. |
| Horizontal Position | Welding axis stays horizontal; needs steady hand; risk of sagging. | Molten metal can sag if too hot; requires practice. |
| Vertical Position | Weld axis is vertical; metal flows downward. | Hard to control molten metal; needs careful technique. |
| Overhead Position | Welding from below; sparks fall down; metal can drip. | Most difficult; risk of falling metal and safety issues. |
The flat position (1G) is the easiest for most people. Gravity keeps the molten metal where you want it. In the horizontal position (2G), you have to watch out for sagging metal. The vertical position (3G) is harder because gravity pulls the metal down. Overhead welding (4G) is the toughest. You work above your head and must stop sparks and hot metal from falling on you.
Tip: Always wear the right safety gear. This is very important when welding overhead. Sparks and hot metal can fall on your body.
For authoritative guidance, follow OSHA (29 CFR 1910 Subpart Q on welding, cutting and brazing) and NFPA 51B (hot work permits and fire‑watch procedures), and always comply with your company WPS and safety manual—this strengthens on‑site protection and auditability.
Welding gets harder as you move from flat to overhead. You start with flat, then try horizontal, then vertical, and last is overhead. Each new step takes more skill and practice.
Pipe Welding: 5G, 6G, and Restrictions
Pipe welding is different and has its own problems. You cannot always turn the pipe, so you must move around it. The 5G and 6G positions test if you can weld in many ways.
| Welding Position | Description | Unique Requirements and Restrictions |
|---|---|---|
| 5G | Pipe fixed horizontally; you weld around it. | You must weld through flat, vertical, and overhead positions. |
| 6G | Pipe fixed at a 45° angle; no rotation allowed. | You face all positions in one joint; requires advanced skill. |
In the 5G position, the pipe stays still and flat. You must change your welding style as you go from the top, sides, and bottom. Gravity changes how the weld pool acts at each spot. The 6G position is even harder. The pipe sits at an angle, and you must weld all the way around it. You cannot move the pipe. This means you use flat, horizontal, vertical, and overhead welding in one job.
Many companies use the 6G test to see if welders are skilled. If you pass the 6G test, you show you can weld in almost any position. This can help you get better jobs and more pay. 6G welders often work on oil rigs, power plants, and other tough jobs.
Note: Some jobs need restricted positions, like 6GR. You may have to weld around things or in small spaces. These tests show you have skill and patience.
Special Cases and Skill Levels
Some welding jobs need special skills and tools. For example, the 6GR position adds a ring or block near the weld. You must control the torch very carefully. Sometimes you switch between TIG, stick, or MIG welding. These jobs are found in places like nuclear plants or airplanes, where safety is very important.
Some shops use welding positioners. These machines turn or tilt the workpiece for you. This makes welding easier and safer. It also helps you not get tired so fast. But in the field, you often cannot use these machines. You must know how to weld by hand.
Here are some important things about special cases:
- Overhead welding needs good skill and focus. You must stop drips and keep the arc steady.
- Restricted positions, like 6GR, need great hand control. You must weld around things and keep the weld strong.
- Multi-pass welding is common for pipes. You may start with a TIG root pass, then use stick or MIG to fill.
- High-skill jobs can help you earn more money and get better work.
You must know welding position and joint type designations to plan your learning and career. Each new position you learn builds your skill and confidence. When you master more positions, you become a better welder.
Remember: Practice every position until you feel sure of yourself. Start with flat, then try harder ones. Take your time and always think about safety and quality.
Groove vs Fillet Welds
Groove Welds Overview

Groove welds are used to join steel members and are commonly applied where steel‑to‑concrete connections exist by welding to embedded steel anchors or studs in the concrete. Do not interpret this as welding to concrete itself—welds must be made to the metal components only to meet safety and code requirements. See references at the end.
Groove welds come in different types. Some common ones include:
- Square Groove Weld
- V-Groove Weld
- Bevel Groove Weld
- U-Groove Weld
- J-Groove Weld
- Flare Groove Weld
Each type has a special shape. For example, a V-groove weld has edges shaped like a “V”. A U-groove weld has a curved edge. You choose the type based on the job and the materials.
Fillet Welds Overview
A fillet weld joins two pieces of metal at a right angle or another angle that is not straight. The weld forms a triangle shape where the metals meet. You see fillet welds in many places. They are common in buildings, bridges, cars, airplanes, and machines. Fillet welds help hold pipes together in high-pressure systems. You use them because they are strong and reliable.
Fillet welds are popular because they do not need much preparation. You can use them on many types of joints, like T-joints and lap joints. The triangular shape gives the weld strength and helps keep structures safe.
Choosing the Right Weld Type
You must think about several things when you choose between groove welds and fillet welds. Here is a table to help you compare:
| Factor | Groove Welds | Fillet Welds |
|---|---|---|
| Joint Preparation | Needs careful edge prep | Needs little prep |
| Weld Parameters | Needs more control | Easier to set up |
| Application | Best for high-strength jobs | Good for simple, less critical jobs |
| Welding Process | Uses advanced methods like GTAW or SMAW | Uses MIG or FCAW, which are simpler |
| Material Thickness | Works well for thick materials | Works for many thicknesses |
Groove welds cost more because you must prepare the edges and use skilled workers. Fillet welds are faster and cheaper. You use groove welds when you need a very strong joint. You use fillet welds when you want to save time and money. Always match the weld type to the job’s needs.
Tip: If you need speed and low cost, choose a fillet weld. If you need strength and safety, choose a groove weld.
AWS/ASME vs ISO Standards
Designation Equivalents
Welding codes look different in many countries. In the U.S., you use AWS or ASME standards. These codes use numbers and letters like 1G or 2G. Other countries use ISO codes, such as PA or PB. Both systems show welding positions and joint types. The codes do not always match.
Here is a comparison table:
| AWS/ASME Code | ISO Code | Position |
|---|---|---|
| 1G | PA | Flat |
| 2G | PC | Horizontal |
| 3G | PF | Vertical Up |
| 4G | PE | Overhead |
| 5G | PH | Pipe Horizontal |
| 6G | H-L045 | Pipe 45° Angle |
You should know both systems. This helps if you work on jobs in other countries or read drawings from different places.
Regional Differences
Welding standards change by location. AWS and ASME are used in North America. ISO standards are common in Europe and Asia. Certification tests are different too. You may need an AWS test in the U.S. In Europe, you might take an ISO test. If you know both, you can read blueprints and plan work without mistakes.
Knowing AWS/ASME and ISO standards helps you:
- Work on jobs in other countries.
- Pass the right tests for your work.
- Talk clearly with welders and inspectors from other places.
- Avoid delays and earn trust from clients.
Importance of Standardization
Standardization helps everyone use the same codes. Welders, engineers, and inspectors all understand each other. This keeps you safe and helps you do good work. Using standard codes helps you pass inspections and avoid mistakes.
Here are reasons why standardization is important:
- It keeps welding practices the same everywhere.
- It helps you talk clearly with your team and clients.
- It makes tests fair for everyone.
If you use the wrong standards, you can have big problems. Look at the table below:
| Consequence | Description |
|---|---|
| Project Delays | Bad welds can slow down the job. |
| Increased Costs | Fixing welds costs time and money. |
| Safety Risks | Bad welds can cause accidents or injuries. |
| Reputational Damage | Poor welding can hurt your company’s name. |
Learning the right standards protects you and your team. This helps you stay safe, pass inspections, and do well in your welding career.
When you know welding position and joint type designations, you get a big advantage. This helps you stay safe and do well on tests. You can plan your work better and show employers what you can do.
Keep learning and practicing. Each new position you learn gives you more chances in welding. 🔧
FAQ
What does the “G” mean in welding codes like 2G or 3G?
“G” stands for groove weld. You use groove welds to join two pieces edge to edge. These welds give strong joints and are common in structural work.
How do I know which welding position to practice first?
You should start with the flat position (1G or 1F). This position is the easiest. You can see your work clearly and control the weld pool with less effort.
Why do some jobs require 6G certification?
Employers want to see if you can weld in all positions. The 6G test checks your skill on a pipe at an angle. If you pass, you show you can handle tough jobs.
Can I use the same welding process for all positions?
No. Some processes work better in certain positions. For example, MIG welding is easier in flat and horizontal positions. Stick welding works well in vertical and overhead positions.
References
- American Welding Society (AWS), AWS D1.1/D1.1M: Structural Welding Code — Steel (2025). See the AWS standards page: https://www.aws.org/standards
- ASME, BPVC Section IX: Welding, Brazing, and Fusing Qualifications (2025). See ASME standards: https://www.asme.org/codes-standards
- International Organization for Standardization (ISO), ISO 6947: Welding and allied processes — Designation of welding positions (check ISO catalogue for edition): https://www.iso.org/standard/ISO6947.html
- International Organization for Standardization (ISO), ISO 9606-1: Qualification testing of welders — Fusion-welders — Part 1: Steels (check ISO catalogue for edition): https://www.iso.org/standard/ISO9606-1.html
- U.S. Occupational Safety and Health Administration (OSHA), 29 CFR 1910 Subpart Q: Welding, Cutting, and Brazing (eCFR/OSHA): https://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.252
- National Fire Protection Association (NFPA), NFPA 51B: Standard for Fire Prevention During Welding, Cutting, and Other Hot Work (check NFPA catalog for edition): https://www.nfpa.org/Standards/All-Standards/List-of-Standards
These authoritative references improve traceability and make it easier to verify standards and update compliance requirements; consult the publisher pages above for the exact edition and purchase/download details.




