
When you want to check a laser welding seam, you need to do some tests. These tests help you know if the seam is strong and safe. There are two main types of tests. Some are destructive tests like tensile and bend testing. Others are non-destructive tests like visual and ultrasonic inspection. Each test gives you different information about the weld. For example, tensile testing shows how much force the seam can take before it breaks. Here is a quick look at the most common tests:
| Test Type | Method Description |
|---|---|
| Destructive Testing | Tensile testing (DIN EN ISO 4136) |
| Bending testing (DIN EN ISO 5173) | |
| Hardness testing (various methods) | |
| Non-Destructive Testing | Visual inspection |
| Radiographic inspection | |
| Eddy current inspection | |
| Ultrasonic inspection | |
| Magnetic powder inspection (DIN EN ISO 17638) |
These tests help you find weak spots. They also make sure the weld will last a long time.
Key Takeaways
- Use both destructive and non-destructive tests to check laser welding seams. Each test gives special information about the weld’s strength and safety.
- Tensile testing shows how much force a weld can take before it breaks. This test is very important for checking if the weld is good.
- Visual inspection is a fast and cheap way to find problems on the weld’s surface. Always do this test first before trying harder tests.
- Pick tests based on what material you use and what you need the weld for. Different metals and jobs may need special tests to get the right results.
- Following industry rules keeps your welding safe and strong. Always look at the rules to make sure you do things right and follow the law.
Mechanical Tests for Laser Welding Seam
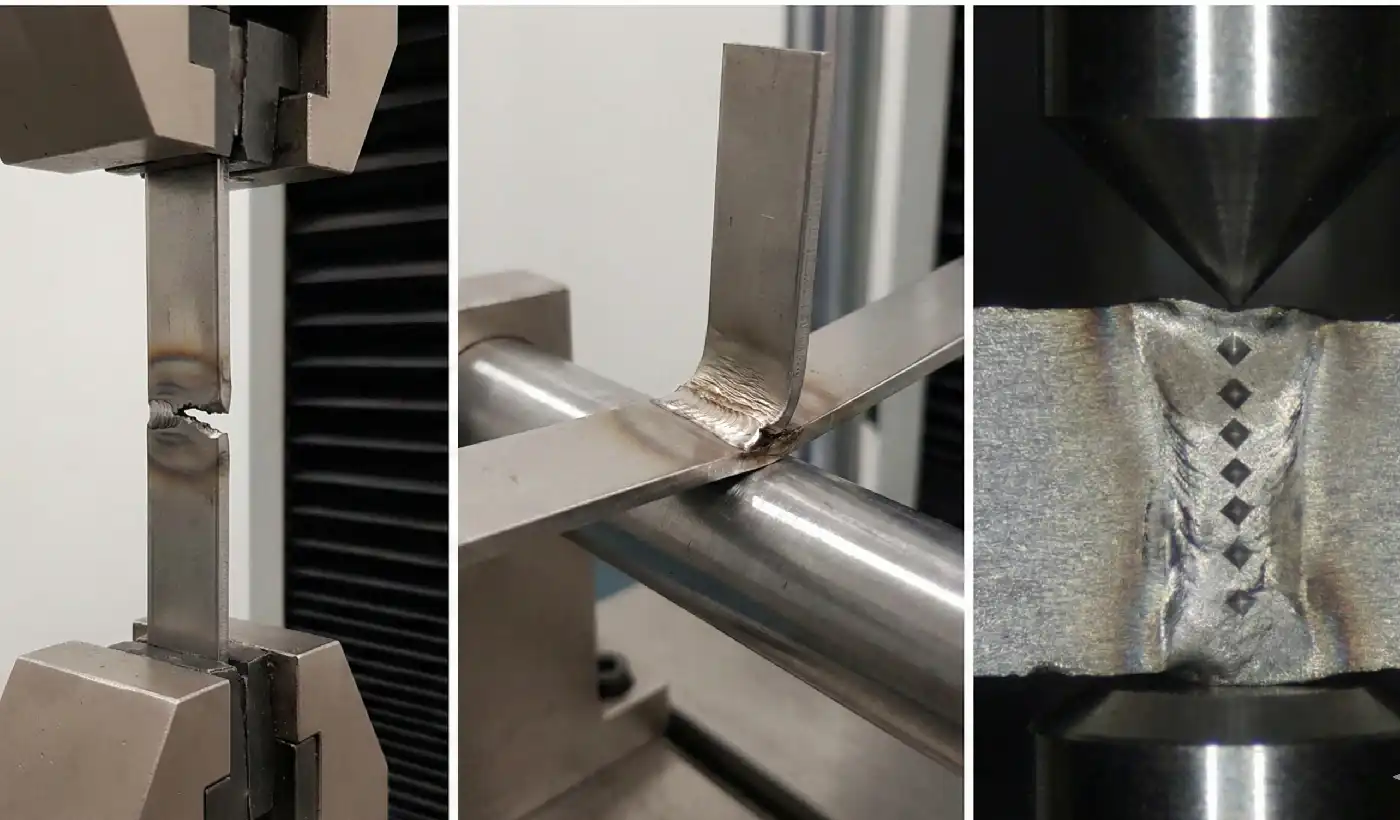
When you want to know how strong or reliable a laser welding seam is, you need to use mechanical tests. These tests help you see how the weld holds up under different forces. Most of these tests are destructive, which means you break or damage the sample to get results. Let’s look at the main types of mechanical tests you might use.
Tensile Testing
Tensile testing is one of the most common ways to check a laser welding seam. You pull the welded sample apart until it breaks. This test tells you how much force the seam can handle before it snaps. Here’s what you learn from tensile testing:
- You find out the tensile strength of the weld.
- You see the breaking point and the maximum load the seam can take.
- You can check where the weld breaks and how much it stretches before it fails.
- This test helps you judge the quality and reliability of your weld.
Here’s a table showing typical tensile strength values for laser-welded joints in different metals:
| Sample | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|
| A-HSLA | 319 ± 4 | 422 ± 4 |
| B-DP600 | 372 ± 3 | 620 ± 5 |
| C-TRIP | 448 ± 4 | 764 ± 4 |
For some special alloys, like a new Al–Zn–Mg–Cu alloy, the ultimate tensile strength of the laser-welded joints can reach about 436.2 MPa. This shows that a laser welding seam can be very strong if you use the right materials and settings.
Bend Testing
Bend testing checks how well your laser welding seam can bend without cracking. You bend the welded sample over a set angle and look for any signs of breaking or flaws. This test helps you see if the weld is ductile and sound.
Here’s a quick look at the types of bend tests:
| Type of Bend Test | Description | Purpose |
|---|---|---|
| Longitudinal Bend | Bend along the weld axis | Checks ductility and soundness of the weld |
| Transverse Bend | Bend across the weld axis | Finds defects like lack of root fusion |
| Side Bend | Bend thick plate slices with cut side convex | Tests integrity of thick plate welds |
If your weld passes the bend test, you know it can handle bending and shaping during use.
Impact Testing
Impact testing shows how tough your laser welding seam is when hit suddenly. You use a hammer or pendulum to strike the weld and see how much energy it absorbs before breaking. This test is important for parts that might face shocks or sudden loads.
Usually, laser welds can lose some toughness because of brittle phases that form in the weld zone. For example, the impact toughness of some steel welds can drop by 20–30% compared to the base metal. This happens when the metal changes from austenite to martensite. If you lower the heat input during welding, you can help keep the weld tougher.
Here’s a table with typical Charpy impact values for different welding processes:
| Welding Process | Charpy Impact Value (J) |
|---|---|
| GMAW | 38.5 |
| PL + GMAW | 32.9 |
| Base Material | 69.1 |
You can see that the base material is usually tougher than the welded seam, but you can improve the toughness by adjusting your welding process.
Chisel Test
The chisel test is a quick way to check the bond of a laser welding seam. You use a chisel and hammer to try to separate the weld. If the seam holds up and doesn’t break apart easily, you know the weld is strong. This test is simple and fast, but it doesn’t give you exact numbers. It’s good for checking spot welds or small joints.
Shear and Peel Tests
Shear and peel tests help you see how well your laser welding seam can resist forces that try to slide or peel the joint apart. These tests are common in electronics and thin sheet metal work.
- The tensile shear strength of laser-welded joints in electronics is usually around 424 ± 21 MPa.
- Peel strength can change if the weld faces corrosion. For example, a sample welded at 1.2 kW had a maximum peel strength of 158.8 N, but after corrosion, it dropped to 57 N.
These tests help you know if your weld will last in real-world use, especially where peeling or sliding forces are common.
Break Test
The break test is simple. You apply force to the welded sample until it breaks. Then, you look at where and how it failed. This test helps you spot weak areas in the laser welding seam.
Here’s a table showing common failure modes during break testing:
| Specimen Type | Stress Amplitude | Primary Crack Location | Secondary Crack | Cycle Life |
|---|---|---|---|---|
| 0.8+1.5-N | Low | Welding fusion boundary | No | 1.01×10^6 |
| 0.8+1.5-N | High | Welding fusion boundary | Yes | 3.84×10^4 |
| 1.5+0.8-P | Low | Welding fusion boundary | No | 1.68×10^6 |
| 1.5+0.8-P | High | Welding fusion boundary | No | 1.51×10^4 |
Most cracks start at the welding fusion boundary. If you see a short cycle life or cracks forming quickly, you know the seam needs improvement.
Tip: Use a mix of these mechanical tests to get a full picture of your laser welding seam’s strength and reliability. Each test tells you something different, so you can catch problems before they cause failures.
Non-Destructive Testing of Laser Welding Seam
Non-destructive testing lets you check your welds without damaging them. You can spot hidden problems and make sure your laser welding seam is safe and strong. Let’s look at the main non-destructive tests you can use.
Ultrasonic Testing
Ultrasonic testing uses high-frequency sound waves to find defects inside your weld. You don’t need to touch the weld with this method. A special device sends sound waves into the seam and listens for echoes. If there’s a crack or hole, the sound bounces back differently.
Here’s why you might choose ultrasonic testing for your laser welding seam:
- You don’t need to touch the weld, so you avoid extra wear or damage.
- You get real-time results, so you can fix problems right away.
- You can check narrow or tricky spots that other tools can’t reach.
- You see detailed information about what’s happening inside the weld.
- You can spot hidden defects that you might miss with other tests.
- You improve safety and reliability, which can save you money in the long run.
- You can even use lasers to send the sound waves, which works well for in-process checks.
Ultrasonic testing can find defects as small as 1 mm. Sometimes, it even picks up tiny holes just 0.4 mm wide. This makes it a great choice if you want to catch small problems before they get bigger.
Tip: Use ultrasonic testing when you need to check inside the weld, especially for safety-critical parts.
X-ray Inspection
X-ray inspection, also called radiographic testing, lets you see inside the weld using X-rays. You place the welded part between an X-ray source and a detector. The X-rays pass through the metal and create an image that shows any gaps, cracks, or holes.
You can use X-ray inspection to:
- Find internal defects that you can’t see from the outside.
- Check the size and shape of the weld.
- Make sure the weld meets safety standards.
X-ray inspection works well for thick or complex welds. It gives you a permanent record of the weld quality. You might use this test for parts that need to be extra safe, like in aerospace or medical devices.
Visual Inspection

Visual inspection is the simplest way to check your laser welding seam. You look at the weld with your eyes or a magnifier. Sometimes, you use special lights or cameras to see better.
When you do a visual inspection, you look for signs that the weld is good or bad. Here’s a table of what to watch for:
| Indicator | Description | Root Cause |
|---|---|---|
| Undercut | Groove or notch along the weld toe | Too much laser power or tight beam focus |
| Incomplete Fill / Underfill | Weld surface sits below the base material | Not enough energy or filler; laser moves too fast |
| Concavity and Convexity | Weld shape doesn’t match the design | Unstable process or changing laser speed |
| Spatter | Small metal drops on the surface | Unsteady keyhole or bad gas flow |
| Surface Porosity | Small pits on the weld bead | Poor shielding gas or gas contamination |
| Surface Cracks | Fractures that could grow under stress | Fast cooling or thermal stress |
| Oxidation and Discoloration | Rainbow colors or dull gray surface | Bad shielding gas flow or wrong nozzle position |
You can spot many problems just by looking. This test is quick and cheap, so you should always start here.
Leak Testing
Leak testing checks if your weld keeps liquids or gases inside. You might use this test for tanks, pipes, or sealed parts. You fill the part with air, water, or another gas, then watch for leaks.
You can use soap bubbles, pressure drops, or special sensors to find leaks. If you see bubbles or the pressure drops, you know there’s a problem. Leak testing helps you make sure your welds are airtight or watertight.
Pressure Bomb Testing
Pressure bomb testing takes leak testing a step further. You put your welded part in a sealed chamber and fill it with gas under high pressure. Then, you watch for leaks or bursts.
This test is important for parts that must handle high pressure, like fuel tanks or hydraulic lines. You can see if your laser welding seam will hold up under tough conditions. If the part leaks or bursts, you know you need to fix the weld.
Note: Pressure bomb testing is more extreme than regular leak testing. Use it when safety is critical.
Non-destructive tests help you find problems without ruining your work. You can use these tests to check every weld, keep your products safe, and avoid costly failures.
Factors Affecting Test Selection
When you pick tests for your welds, you need to think about a few important things. The type of material, how you plan to use the part, and the rules for your industry all play a big role. Let’s break it down so you can make the best choice for your laser welding seam.
Material Type
Different metals need different tests. If you join dissimilar metals, like aluminum and copper, you might need special methods to see the weld quality. For example, when you want to analyze Al-Cu weld seams, you can use certain etchants to get the best contrast for metallurgical analysis. Here’s a quick table to show which etchants work best:
| Etchant | Effectiveness in Analyzing Al-Cu Weld Seams |
|---|---|
| #09 | Best contrast for metallurgical analysis |
| #14 | Best contrast for metallurgical analysis |
| #16 | Best contrast for metallurgical analysis |
If you use the right test for your material, you get more accurate results and spot problems faster.
Application Requirements
How you use the welded part changes which tests you need. Some parts must hold pressure or keep out air and water. Others need to survive big temperature swings or heavy loads. Here are some common tests based on what your part needs to do:
- Helium leak testing helps you find tiny leaks. You need this for military or space parts that must stay airtight.
- Water leak testing is simple. You dunk the part in water and look for bubbles.
- Thermal shock or temperature cycling checks if the weld can handle fast temperature changes.
Pick tests that match your real-world needs. This way, you know your weld will work when it matters most.
Industry Standards
Every industry has rules to keep people safe and products reliable. You should follow these standards when you test your welds. Here’s a table that shows what these standards cover:
| Aspect | Description |
|---|---|
| Exposure Limits | Standards set safe limits for laser radiation. |
| Protective Equipment | Rules tell you what gear to wear to stay safe. |
| Safe Operation Protocols | Protocols help you work safely and avoid mistakes. |
When you follow industry standards, you make sure your welds are safe and meet all the right requirements.
Tip: Always check the material, how you will use the part, and the industry rules before you pick a test. This helps you get the best results and keeps your work safe.
You want your laser welding seams to last and stay safe. When you use the right tests, you spot flaws early and make sure your welds meet industry rules. Here’s what you get from a good testing program:
- Higher-quality products with fewer defects
- Better safety for everyone
- Fewer breakdowns and less waste
- Proof that your work meets standards
If you’re not sure which tests to pick, talk to a welding expert or check the latest standards. That way, you’ll always get the best results.
FAQ
What is the difference between destructive and non-destructive testing?
Destructive testing breaks or damages the weld to check strength. Non-destructive testing finds flaws without harming the weld. You use destructive tests for deep analysis and non-destructive tests for quick checks.
How do I know which test to choose for my laser weld?
You look at your material, how you use the part, and your industry rules. If you need to keep the weld intact, pick non-destructive tests. For full strength checks, use destructive tests.
Can I use visual inspection alone for quality control?
Visual inspection helps you spot surface problems fast. You should not rely on it alone. Combine it with other tests to catch hidden defects and make sure your weld is safe.
Why do some welds need leak or pressure bomb testing?
You need leak or pressure bomb testing for parts that hold liquids or gases. These tests show if your weld keeps everything inside. If your part must be airtight or watertight, use these tests.
What Is Laser Welding of Thin Plates and How to Prevent Burn-Through
What Are the Effects of Power Density on Laser Welding Quality
What You Need to Know About Energy Density in Laser Welding
What is the average width of the heat affected zone for steel welding




