
If your MIG welding machine keeps spitting and sputtering, you are not alone. Many welders run into this problem and feel annoyed. Most of the time, the reasons are simple. Take a look at the most common causes:
| Cause of Spitting/Sputtering | Description |
|---|---|
| Wire Feed Problems | Issues with the wire feed speed can lead to stuttering and spitting at the start of the weld. |
| Poor Electrical Connections | A poor connection, such as a faulty earth lead or worn tip, can cause initial spitting. |
| Mechanical Issues with Wire Reel | Mechanical drag or a dying wire feed motor can also contribute to sputtering during welding. |
You might think only the machine is to blame, but sometimes user technique or settings cause these issues. The good news? You can fix most problems with easy checks and tweaks.
Key Takeaways
- Check wire feed speed and tension often. Right settings stop spitting and make the arc smooth.
- Look at gas flow and connections before you weld. Good gas flow keeps welds strong and lowers spatter.
- Take care of your contact tip and liner. Clean or change old parts to keep the arc steady and make welds look better.
- Change machine settings like voltage and amperage. Match these to your material to stop problems and make welds strong.
- Keep up with maintenance. Check and clean your machine often to help it last longer and work better.
Wire Feed Problems
Wire feed problems are one of the main reasons your MIG welding machine spits and sputters. If you notice the wire jumping, stopping, or making a stabbing sound, you probably have a wire feed issue. Let’s break down why these problems happen and what you can do about them.
Incorrect wire speed
When the wire speed is too fast, the wire can pile up at the tip. You might hear a loud popping or see the wire burn back into the contact tip. If the speed is too slow, the arc becomes unstable and sputters. You need to set the wire speed so it matches your voltage and the thickness of the metal. Try adjusting the wire speed knob in small steps. Watch for a smooth, steady arc. If you see spitting or hear crackling, the wire speed is likely off.
Wire tension and reel slack
Wire tension and reel slack can cause big headaches. If the drive roll tension is too tight, the wire may deform or even break. If it’s too loose, the wire slips and feeds unevenly. You want the tension just right—not too high, not too low. Here are some tips:
- Check the drive roll tension regularly.
- Make sure the wire reel isn’t too loose or too tight.
- Adjust the tension until the wire feeds smoothly without slipping or snagging.
Proper wire tension keeps the wire moving at a steady pace. If you ignore this, you’ll get erratic feeding and burnback.
Kinked liner or wire tangling
A kinked liner can make the wire hard to push through. Friction builds up, and the wire may tangle or birdnest inside the feeder. This wastes wire and causes downtime. If your hose bends or gets damaged, the liner can kink. You can check for kinks by snipping the wire and pulling it back out. If you feel resistance, you probably have a kink or blockage. Using the right liner for your wire size helps prevent these problems.
Tip: Always keep your wire path straight and inspect the liner if you notice feeding issues. A smooth wire feed means less spitting and sputtering.
If you pay attention to wire speed, tension, and liner condition, you’ll solve most wire feed problems with your MIG welding machine.
Gas Supply Issues
Gas supply problems can make your MIG welding machine spit and sputter. Shielding gas protects your weld from contamination. If something goes wrong with the gas flow, you will notice more spatter, popping sounds, and ugly welds. Let’s look at why these issues happen and how you can spot them.
Low or inconsistent gas flow
You need a steady flow of shielding gas for smooth welding. If the flow drops or changes, the arc gets unstable. You might see more spatter or even holes in your weld. Sometimes, the regulator is set too low. Other times, the hose gets kinked or blocked. Always check your regulator and hoses before you start. If you hear hissing or see bubbles, your gas flow might be too low.
Tip: Use a flow meter to check your gas rate. Most welders set it between 20–25 CFH for mild steel.
Gas leaks
Gas leaks are a sneaky cause of spitting and sputtering. Leaks can happen at many places in your MIG welding machine. Here are some common sources:
- Gas escaping back into the machine instead of reaching the torch.
- Leaks inside the machine, especially near the wire feed motor or torch attachment bracket.
- Disconnected plastic hoses inside the euro torch umbilical.
- Missing retaining nuts in the connector or socket.
You can find leaks by listening for hissing sounds or using a soapy water solution. If you see bubbles, you found the leak. Fixing leaks helps keep your welds clean and reduces spatter.
Wrong shielding gas type
Using the wrong shielding gas can ruin your weld. If you use pure CO₂, you get more spatter and a rougher arc. Argon or argon mixes give you a smoother, more stable arc. The wrong gas leads to contamination, porosity, and cracking. You will spend more time fixing bad welds. Always check your gas type before you start. Picking the right shielding gas keeps your welds strong and clean.
Note: Different metals need different gases. Mild steel works best with argon-CO₂ mixes.
If you pay attention to your gas supply, you will avoid most spitting and sputtering problems.
MIG Welding Machine Settings
Getting the settings right on your MIG welding machine makes a huge difference. If you notice spitting and sputtering, you might need to check your voltage, amperage, polarity, or drive-roll tension. Let’s break down why these settings matter and how they can mess up your weld.
Voltage and amperage
You want a stable arc for smooth welding. If your voltage or amperage is off, the arc gets unstable and spits. Here’s why:
- Low voltage with high wire speed creates a narrow, lumpy weld. You’ll see the wire pile up and hear popping.
- High voltage can make the arc jump around. This leads to more spatter and unpredictable welds.
- Wrong settings cause defects like porosity and incomplete penetration. Your weld won’t hold up.
If you set the voltage and amperage correctly, you get a steady burn-off rate and a clean weld. Always match your wire speed to your voltage for the best results.
Electrode polarity
Polarity matters more than you think. If you use the wrong polarity, the arc becomes unstable. You’ll notice more spitting and sputtering. Most MIG welding uses DC electrode positive (DCEP). If you switch to DC electrode negative (DCEN) by mistake, the wire melts too slowly. This causes poor fusion and lots of spatter. Always double-check your polarity before you start welding.
Drive-roll tension
Drive-roll tension controls how the wire feeds. If the tension is too tight, the wire gets squished and feeds unevenly. If it’s too loose, the wire slips and stops. Both problems make the arc unstable and cause spitting. Here’s what happens:
- The wire can deform, leading to burnback and erratic feeding.
- Slipping wire means the arc sputters and the weld looks messy.
- Bad tension wears out your machine faster.
Tip: Adjust the drive-roll tension until the wire feeds smoothly. Listen for a steady sound and watch for a consistent arc.
When you set your MIG welding machine correctly, you avoid most spitting and sputtering problems. Good settings help your welds look better and keep your equipment running longer.
Consumables and Maintenance
Dirty or worn contact tip
A dirty or worn contact tip is a common reason your MIG welding machine spits and sputters. The contact tip transfers electricity to the welding wire. If it gets dirty or changes shape, the arc becomes unstable. You might see the arc jump or hear popping sounds. Here’s why you should check your contact tip:
- If you notice changes in the quality of your arcs or welds, replace the tip right away.
- The opening at the end of the tip should stay round. If it turns ovular, it’s time for a new tip.
- A worn tip can cause the wire to feed unevenly, leading to more spatter and poor welds.
Tip: Always look at the end of your contact tip before you start welding. A clean, round tip helps keep your welds smooth.
Liner cleaning
The liner guides the wire from the reel to the torch. If it gets dirty, the wire can snag or feed unevenly. This causes the arc to sputter and the weld to look messy. You want to keep the liner clean for the best results.
- Make sure the liner is the right size for your wire.
- Keep the liner off the floor during installation to avoid dirt.
- Blow compressed air through the liner often to remove dust and debris.
A clean liner helps the wire move smoothly. This means fewer problems with spitting and sputtering.
Regular maintenance
Regular maintenance keeps your MIG welding machine running well. If you skip maintenance, you get more spatter and poor welds. Clean the nozzle often, but avoid rough tools that can damage it. Use a nozzle dip to prevent spatter from sticking. Only dip the tip of the nozzle to protect the insulator. Store your nozzle in a safe place to avoid dents or cracks.
Small changes to your welding settings, like adjusting amperage or gas flow, can also help reduce spatter. If you use the right habits and tools, you will see fewer problems and better welds.
Troubleshooting
When your MIG welding machine spits and sputters, you want answers fast. You also want to know why these problems happen and how to fix them. This section will walk you through simple steps to find the cause, quick fixes to get you welding again, and tips to keep your machine running smooth.
Step-by-step diagnosis
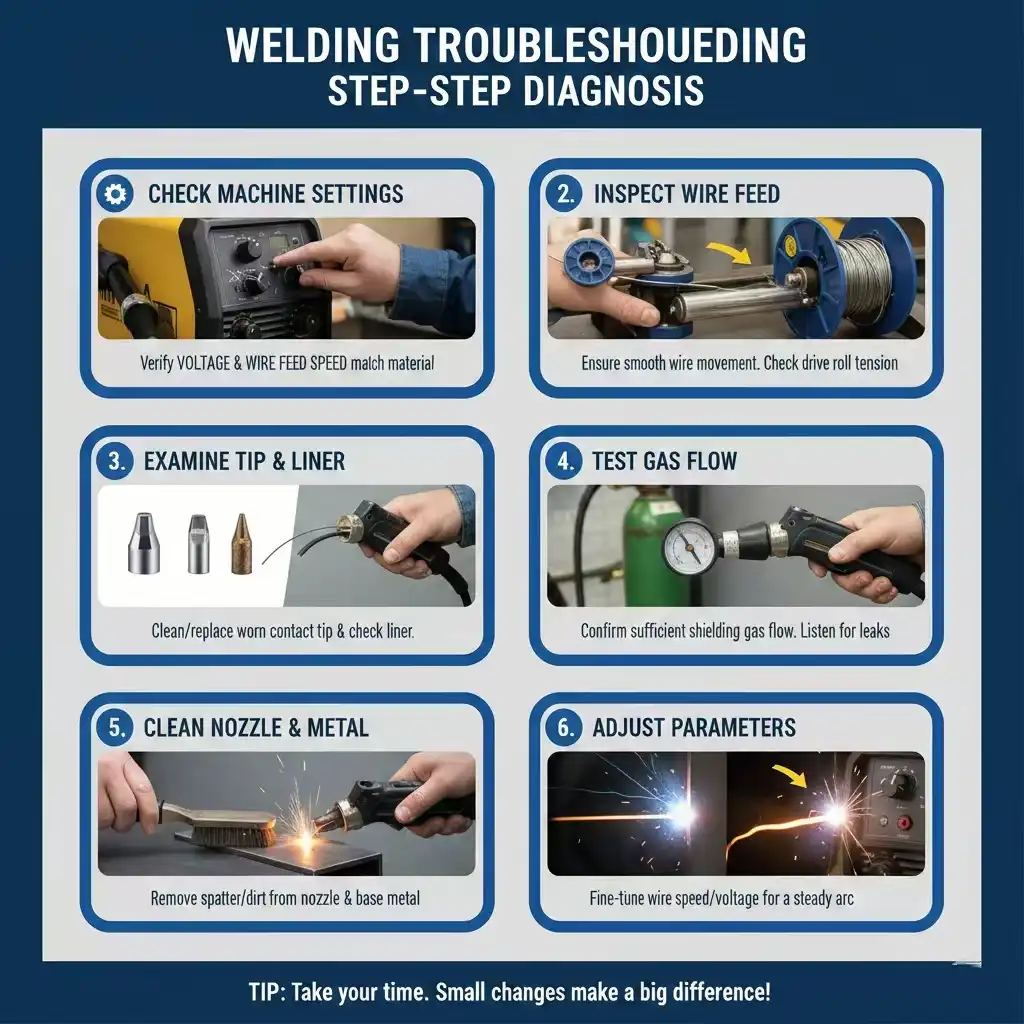
You can solve most spitting and sputtering issues by following a clear process. Here’s how you can track down the problem:
- Check your machine settings. Look at the voltage and wire feed speed. If these settings don’t match your material or joint, the arc will act up.
- Inspect the wire feed. Make sure the wire moves smoothly. If you see jerking or hear odd noises, check the drive roll tension and wire reel.
- Look at the contact tip and liner. A dirty or worn tip can cause the arc to jump. Pull out the liner and see if it’s clean and straight.
- Test the gas flow. Turn on the gas and listen for leaks. Use a flow meter to check if you have enough shielding gas.
- Clean the nozzle and base metal. Spatter and dirt block the flow of electricity and gas. Wipe down the metal and remove any buildup from the nozzle.
- Adjust your parameters. If you still see spitting, try lowering the wire speed or voltage a little. Watch for a steady arc and less spatter.
Tip: Take your time with each step. Small changes can make a big difference in how your weld looks and sounds.
Quick fixes
Sometimes you need a fast solution to get back to work. Here are some quick fixes you can try:
- Lower the wire feed speed if you hear popping or see wire piling up.
- Increase the shielding gas flow if you notice porosity or holes in your weld.
- Replace a worn or dirty contact tip to restore a steady arc.
- Shorten the stickout (the length of wire from the tip to the workpiece) to help control the arc.
- Clean the base metal with a wire brush to remove rust, oil, or mill scale.
- Tighten any loose connections, especially the ground clamp.
If you try these fixes and the problem goes away, you’ve found the cause. If not, go back to the diagnosis steps and check each part again.
Preventative tips
You can avoid most spitting and sputtering by taking care of your MIG welding machine and using good habits. Here’s what you can do:
- Set the right parameters. Use the correct wire diameter and power settings for your project. This helps keep the arc stable and reduces spatter.
- Clean your materials. Dirt, rust, and mill scale cause spatter and weak welds. Always clean the base metal before you start.
- Try metal-cored wires. These wires can help control spatter and give you smoother welds.
- Practice good technique. Training and practice make a big difference. Hold the torch steady and keep a consistent travel speed.
- Use pulsed MIG welding if possible. This method controls heat and metal transfer, which means less spatter.
- Maintain your equipment. Check the liner, contact tip, and drive rolls often. Replace worn parts before they cause trouble.
Note: A little maintenance and the right setup go a long way. You’ll spend less time fixing problems and more time making great welds.
If you follow these steps, you’ll know why your MIG welding machine spits and sputters—and you’ll know how to stop it.
Your MIG welding machine can spit and sputter for many reasons. Some causes are wire feed issues, gas problems, or worn parts. If you check your machine often, you can find problems early. Small fixes help keep your welds strong and safe. Here’s how taking care of your machine helps:
| Benefit | Why It Matters |
|---|---|
| Find problems early | You can stop mistakes before welds get ruined |
| Welds stay good | Your welds will be safe and work well |
| Machine lasts longer | You save money and have less time fixing it |
Try these steps to keep your machine working well:
- Make sure gas flows right and check hoses
- Clean the contact tips and liners often
- Look at the drive rollers to see if they are okay
If you keep up with maintenance, your welds will be smoother every time.
FAQ
Why does my MIG welder spit when I start a weld?
Your welder spits at the start because the wire speed or voltage might not match the metal. You may also have a dirty contact tip. Check your settings and clean the tip for a smoother start.
Why do I hear popping sounds while welding?
Popping sounds happen when the wire speed is too fast or the gas flow is too low. You can fix this by adjusting the wire speed knob and checking your gas regulator. Listen for a steady arc.
Why does my weld look rough and have lots of spatter?
A rough weld with spatter means you might use the wrong shielding gas or have poor machine settings. Try switching to an argon mix and set the voltage and wire speed to match your metal thickness.
Why does my wire keep tangling or birdnesting?
Wire tangles because the drive roll tension is off or the liner is kinked. You should check the wire path and adjust the tension. Make sure the liner is straight and clean for smooth feeding.
Common Nozzle Types for Handheld Laser Welding
Shielding Gas: Nitrogen vs. Argon in Laser Welding




