
Many welders see weak welds when settings are wrong. You may have trouble if you use the wrong power. Wire speed that is too slow can cause problems. The contact tip should not be too far away. Wrong polarity can also make welding hard. Poor fusion at the weld toes is another issue. Studies in welding show more problems:
| Cause | Description |
|---|---|
| Inadequate gas shielding | Not enough shielding gas lets air in. This causes tiny holes called porosity. |
| Contamination | Rust, oil, or water on metal makes gases during welding. These gases cause defects. |
| Incorrect welding parameters | Low voltage or fast speed can break the gas shield. This lets in contamination. |
| Quality of flux cored wire | Using flux cored wire that is damaged or stored badly weakens the shield. This leads to porosity. |
You can fix these problems. Learn what causes them to make your welds stronger.
Key Takeaways
- Set the right power for your flux cored wire. Change voltage and amperage so the weld is not weak.
- Keep the wire speed steady. A smooth wire feed stops burnback and helps the weld stick well.
- Hold the contact tip about 3/4 inch from the workpiece. This space keeps the arc steady and makes the weld go deeper.
- Look at the polarity settings before you start welding. The correct polarity makes the weld better and lowers spatter.
- Practice welding often to get better. Doing it a lot helps you learn how to make strong welds.
Flux Cored Wire Welding Issues
When you weld with flux cored wire, several technical problems can make your welds weak. Understanding these issues helps you avoid mistakes and create stronger joints. Below, you will find the most common problems and how they affect your welds.
Incorrect Power Settings
You need the right voltage and amperage for strong welds. If you set the power too low, the weld may not fuse well with the base metal. Too much power can cause the weld to burn through or create too much spatter. Each wire size has a recommended range. For example:
| Flux Core Wire Diameter | Recommended Amperage Range |
|---|---|
| 0.030 inch | Up to 125 amperes |
| 0.035 inch | 140 amperes or higher |
| 5/64 inch | 400-450 amperes |
| 3/32 inch | 400-450 amperes |
| T-11 wires | 17-22 volts, 50-275 amps |
Check your machine settings before you start. This step helps you avoid weak welds and wasted material.
Low Wire Speed
Wire speed controls how much filler metal enters the weld. If you set the wire speed too low, you may see burnback, where the wire melts back into the contact tip. You might also notice slag inclusions and poor fusion. Signs of low wire speed include:
- Porosity (tiny holes in the weld)
- Worm tracking (grooves or lines on the weld surface)
- Undercutting (grooves along the weld toe)
- Lack of penetration (weld does not go deep enough)
You should adjust the wire speed until the weld sounds steady and looks smooth.
Excessive Contact Tip Distance
The distance from the contact tip to the workpiece, called CTWD, affects weld strength. If you hold the tip too far away, the arc becomes unstable and the weld loses penetration. Poor penetration means the weld does not bond well with the base metal. To avoid this, keep a steady arc and use visual cues to judge the right distance. Listen for a crisp, steady sound from the arc. This helps you keep the correct CTWD and produce strong welds.
Tip: Most welders keep the contact tip about 3/4 inch from the workpiece for flux cored wire. This distance gives you better control and stronger welds.
Wrong Polarity
Using the wrong polarity can ruin your weld. Flux cored wire usually needs direct current electrode negative (DCEN) or direct current electrode positive (DCEP), depending on the wire type. If you use the wrong setting, you may see poor penetration, uneven bead shape, and more spatter. The arc may become hard to control, and the electrode can overheat. Always check the wire label and your machine before you start.
Poor Fusion At Weld Toes
Fusion means the weld metal melts and joins with the base metal. Poor fusion at the weld toes creates weak spots. These areas can crack or break under stress. Poor fusion often happens when you use the wrong settings, move too fast, or do not prepare the joint well. Make sure the weld metal flows into the joint sides and previous beads. Good fusion keeps your welds strong and safe.
| Welding Process | Issues Identified |
|---|---|
| Gas Shielded Flux Cored Process | Lack of weld fusion, trapped slag, excess porosity, worm-tracks, excess spatter, weld fume concerns. |
| Pulsed MIG Process | Lack of weld fusion, unacceptable porosity, slight spatter, weld fume concerns. |
| General FCA Welds | Extensive lack of weld fusion, excess trapped slag, porosity, and poor weld fluidity. |
When you pay attention to these issues, you improve your results with flux cored wire. You also reduce the risk of weld failure in your projects.
Fixing Weak Welds
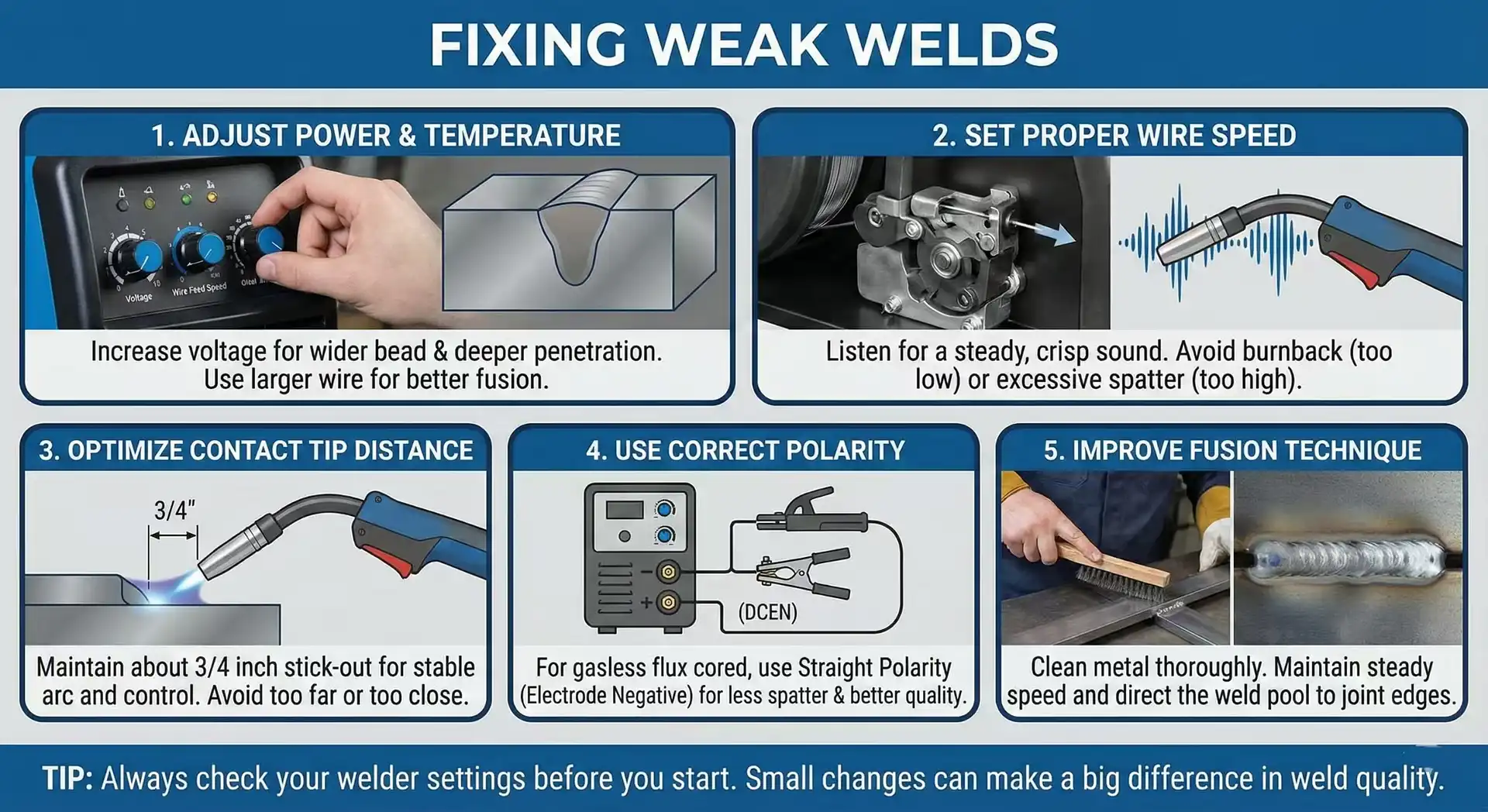
Adjust Power And Temperature
You can make your welds stronger by adjusting the voltage and wire feed speed. When you increase the voltage, the weld pool spreads wider. This helps the weld join better with the base metal. If you use a larger wire diameter, you get a wider arc cone. This gives you deeper penetration and better fusion. You should also keep the right travel angle and stay on the leading edge of the weld pool. These steps help you avoid cold lap and overlapping, which often cause weak welds.
Tip: Always check your welder settings before you start. Small changes in voltage or wire speed can make a big difference in weld quality.
Set Proper Wire Speed
Wire speed controls how much filler metal goes into the weld. If you set the wire speed too low, you may see burnback or poor fusion. If you set it too high, you get too much spatter and a rough bead. You should listen for a steady, crisp sound while welding. This sound means you have the right wire speed. Try different speeds until your weld looks smooth and strong.
Optimize Contact Tip Distance
The distance from the contact tip to the workpiece affects arc stability. If you hold the tip too far away, the arc becomes weak and the weld does not penetrate well. If you hold it too close, you risk burnback. Most welders keep the contact tip about 3/4 inch from the workpiece. This distance helps you control the arc and make stronger welds.
Use Correct Polarity
You need to use the right polarity for flux cored wire welding. Most gasless wires work best with straight polarity (electrode negative). This setting gives better heat distribution, less spatter, and improved weld quality. Many welding machines have a switch for polarity. You can also reverse the leads if needed.
- Use straight polarity for gasless flux cored wire.
- Check your machine before you start.
- Change the leads or switch if you see poor welds.
Improve Fusion Technique
Good fusion means the weld metal melts and joins with the base metal. You should move at a steady speed and keep the weld pool on the joint edges. Clean the metal before welding to remove rust and oil. Practice your technique to make sure the weld flows into the sides and toes. Strong fusion keeps your welds safe and long-lasting.
Preventing Weak Flux Cored Wire Welds
Maintain Equipment
You should check your welding equipment often. Clean the contact tips and nozzles to stop dirt and metal from building up. This helps you avoid problems during welding. Inspect each part for signs of wear or damage. Replace any worn parts right away. Make sure the wire feeder system works smoothly. Adjust the shielding gas flow so you get the best results. When you keep your tools in good shape, you prevent many common welding issues.
- Inspect contact tips and nozzles for wear.
- Clean parts to stop contamination.
- Check and adjust the shielding gas flow.
- Test the wire feeder system for smooth operation.
Practice Consistently
Practice helps you become a better welder. Each time you weld, you learn more about how to control the arc and move the gun. You should try different travel speeds and angles. This helps you find what works best. Over time, you will master the art of welding with flux cored wire.
- Use anti-spatter spray to keep your work clean.
- Set the right wire feed speed and keep the gun at the right distance.
- Use knurled drive rolls to stop the wire from tangling.
- Clean the metal before welding to avoid porosity.
- Keep a steady travel speed for smooth welds.
- Remove slag with a chipping hammer or wire brush before each new pass.
Control Environment
The place where you weld can affect your results. Moisture in the air can get into the wire and cause cracks in your weld. You should store your wire in a dry place. Keep the temperature below 30 °C and the humidity under 80%. Good ventilation is important because welding fumes can be harmful. Use local exhaust systems to remove fumes from the air. Some new wires make fewer fumes, which helps keep the air cleaner.
Moisture can be absorbed into the flux of flux-cored wire, producing hydrogen that can lead to cracking in the weld. Proper storage and handling of the wire are essential to prevent moisture absorption, especially in humid environments.
By taking care of your equipment, practicing often, and controlling your environment, you can make strong and reliable welds every time.
You can make strong welds if you know what causes weak ones. Some common problems are wire feed issues, porosity, slag inclusions, and poor fusion. Here are some things you can do:
- Clean your workpiece so gas pockets do not form.
- Change welding settings for better fusion and deeper welds.
- Set the wire feed speed right to stop burnback and birdnesting.
| Factor | How It Helps You Weld Stronger |
|---|---|
| Wire Feed Speed | Makes the weld go deeper and wider |
| Arc Voltage | Changes the weld shape and how deep it goes |
| Travel Speed | Changes how the weld looks and flows |
If you use these good habits, you will work faster and make better welds. You will also fix things more quickly and safely. Try these tips to get stronger welds with flux cored wire.
FAQ
Why does my flux cored wire weld have holes or porosity?
Porosity often comes from moisture, dirty metal, or poor gas shielding. You should clean your workpiece and store wire in a dry place. Check your shielding gas flow and settings before you start welding.
What is the best contact tip distance for flux cored wire welding?
You should keep the contact tip about 3/4 inch from the workpiece. This distance helps you control the arc and get strong welds. Listen for a steady, crisp sound while welding.
How do I choose the right polarity for flux cored wire?
Check the wire label. Most gasless flux cored wires need straight polarity (DCEN). Gas-shielded wires often use reverse polarity (DCEP). Set your machine to match the wire type for best results.
Can I weld outdoors with flux cored wire?
Yes, you can weld outdoors with flux cored wire. The flux creates a shield that protects the weld from wind and weather. You should still avoid wet conditions and keep your wire dry.
Laser Welding in Kitchenware Manufacturing: Sealing & Aesthetics
Laser Welding of 304 vs 316 Stainless Steel




