The steel you pick for an injection mold determines everything downstream — cycle time, part quality, maintenance frequency, and ultimately your per-unit cost. Most project engineers default to P20 because it’s cheap and available, but that shortcut can backfire spectacularly when you’re running corrosive PVC or chasing optical-grade surface finishes. Here’s the short version: P20 handles economy and mid-volume runs, H13 delivers long-life durability for high-volume and hot-runner systems, S136 stainless steel is your go-to for mirror polish and corrosive resins, and NAK80 owns the high-precision niche where tight tolerances and polishability matter most. The detailed breakdown below will help you match each steel type to your exact project requirements.
Quick Guide to Matching Injection Mold Steel Types to Project Requirements
Before diving into metallurgical details, here’s a practical decision matrix. Pin this to your desk — it covers about 80% of real-world selection scenarios.
| Steel Grade | Best For | Typical HRC | Volume Range | Key Advantage |
|---|---|---|---|---|
| P20 | Prototypes, mid-volume production | 28–34 | Up to ~500K shots | Low cost, easy machining |
| H13 | High-volume, hot runners, abrasive resins | 44–52 | 1M+ shots | Hot hardness, thermal fatigue resistance |
| S136 | Mirror-finish parts, corrosive resins | 48–54 (hardened) | 500K–1M+ shots | Corrosion resistance, SPI-A1 polishability |
| NAK80 | Optical parts, precision electronics | ~37–43 (as-supplied) | 300K–500K shots | No heat treatment needed, excellent polish |
The right choice depends on three variables working simultaneously: your production volume (are you running 100,000 shots or 2 million?), the resin you’re molding (does it release corrosive gases?), and the surface finish your part demands (textured housing vs. optical lens). Get any one of these wrong, and you’ll either overspend on steel you don’t need or — worse — watch your mold degrade halfway through a production run.
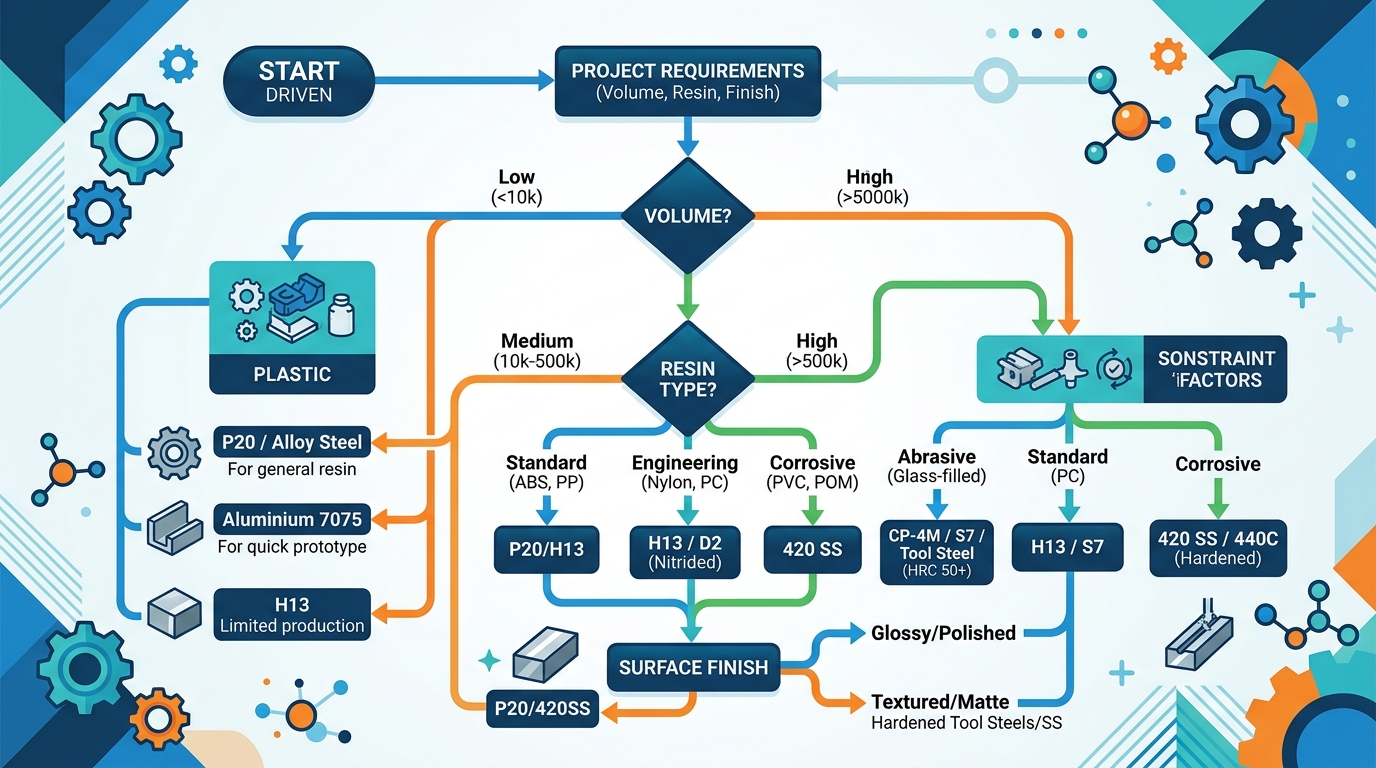
Injection mold steel selection decision flowchart for P20 H13 S136 NAK80
Common Injection Mold Steel Types Explained
The injection molding industry relies on a surprisingly small roster of steel grades for the vast majority of tooling. While specialty steels exist for extreme applications, four grades dominate global mold shops: P20, H13, S136 stainless steel, and NAK80. Understanding what makes each one tick — at the metallurgical level — gives you a real advantage when specifying tooling.
P20 is a chromium-molybdenum pre-hardened steel. It arrives from the mill already heat-treated to 28–34 HRC, which means your mold maker can machine it directly without an additional hardening step. That’s a big deal for lead time. The carbon content sits around 0.28–0.40%, giving it decent strength without excessive brittleness.
H13 belongs to the hot-work tool steel family. Its composition — roughly 0.32–0.45% carbon, 5% chromium, 1.3% molybdenum, and 1% vanadium — is engineered to retain hardness at elevated temperatures. After proper heat treatment, H13 reaches 44–52 HRC and maintains that hardness even when mold surfaces hit 200°C or higher during processing.
S136 stainless steel (equivalent to AISI 420 modified) contains approximately 13% chromium, which pushes it past the threshold for stainless classification. When hardened and tempered, it reaches 48–54 HRC. The high chromium content forms a passive oxide layer that resists attack from acidic off-gases — a critical feature when molding PVC or flame-retardant compounds.
Then there’s NAK80, a precipitation-hardened (age-hardened) steel developed in Japan. It ships at approximately 37–43 HRC without requiring any post-machining heat treatment. Its nickel-aluminum-copper precipitation mechanism produces an exceptionally uniform microstructure, which translates directly into superior polishing performance. For parts where you need mirror-like clarity but can’t risk the dimensional distortion that heat treatment sometimes introduces, NAK80 is the answer.
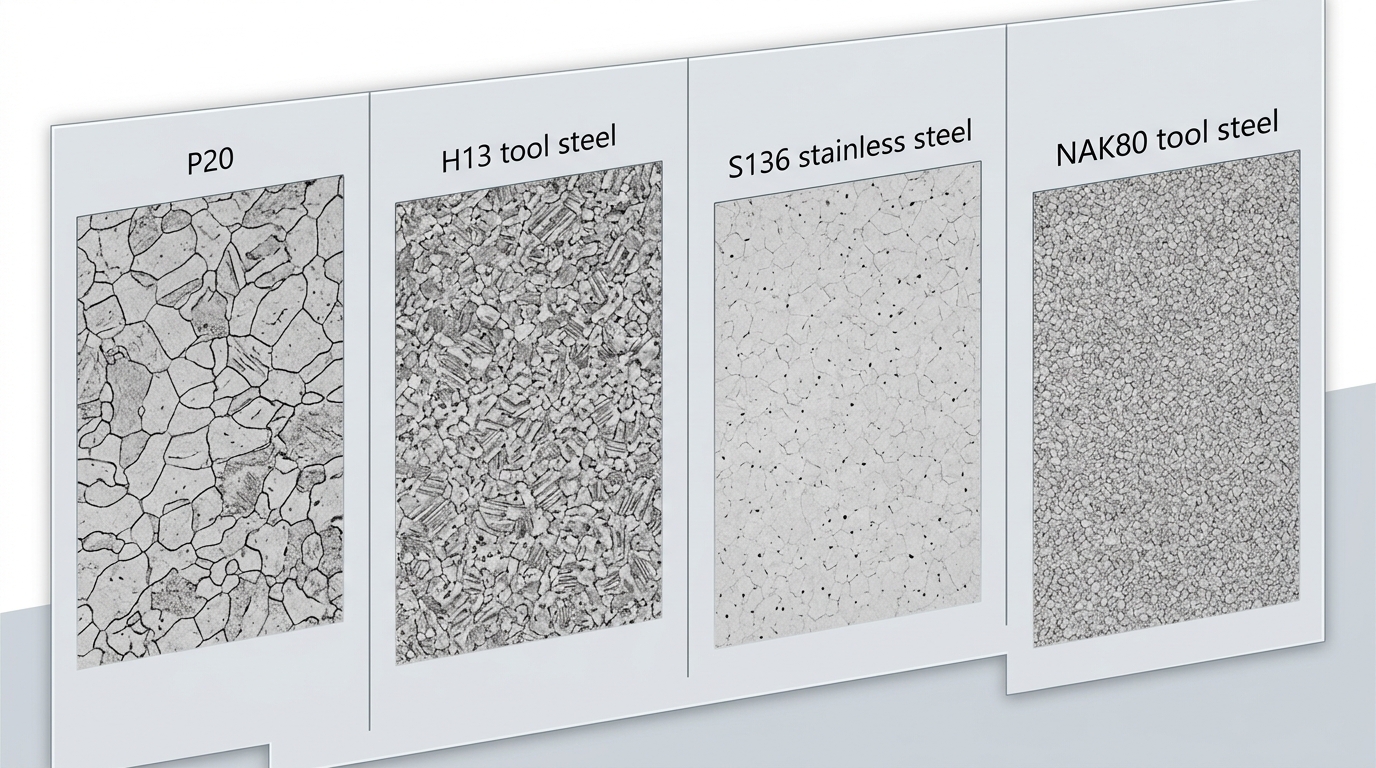
Microstructure comparison of P20 H13 S136 and NAK80 injection mold steels
P20 Steel as the Go-To Economical Option
If injection mold steel had a “default setting,” it would be P20. Roughly 60–70% of all injection molds worldwide use some variant of P20, and for good reason.
The economics are straightforward. P20 costs significantly less per kilogram than H13 or S136 — typically 40–60% less depending on your supplier and plate size. Because it arrives pre-hardened, you skip the heat treatment cycle entirely. That saves 1–2 weeks of lead time and eliminates the risk of distortion during hardening, which would require additional grinding to correct.
Machinability is where P20 really shines. At 28–34 HRC, it cuts cleanly on CNC mills without excessive tool wear. Welding repairs are also practical with P20 — if a cavity gets damaged during production, a skilled mold technician can weld-repair and re-machine the area without catastrophic changes to the surrounding hardness. Try that with a fully hardened H13 cavity and you’re asking for trouble.
But P20 has clear limits. Its relatively low hardness means it wears faster when processing glass-filled or mineral-filled resins. The abrasive fillers act like sandpaper against the cavity surface, and P20 simply doesn’t have the wear resistance to handle that over hundreds of thousands of cycles. For unfilled commodity resins like ABS, PP, or PE in runs under 500,000 shots? P20 is perfectly adequate. Push it beyond that, and you’ll start seeing dimensional drift and surface degradation.
One more thing worth noting: P20’s polishing ceiling is limited. You can achieve SPI B-1 or B-2 finishes with careful work, but getting to a true A-1 mirror finish is extremely difficult due to the steel’s microstructure. If your part spec calls for optical clarity, look elsewhere.

P20 steel mold cavity being CNC machined showing good machinability
H13 Hot-Work Steel for Long-Life and High-Temperature Applications
H13 is the marathon runner of mold steels. Where P20 taps out around half a million shots, H13 molds routinely survive 1 million cycles and beyond — sometimes reaching 2–3 million with proper maintenance.
The secret is in its thermal fatigue resistance. Every injection cycle subjects the mold surface to rapid heating (when molten plastic enters) and cooling (when the cooling circuit extracts heat). This thermal cycling creates micro-stresses that eventually propagate into surface cracks — a phenomenon called heat checking. H13’s vanadium and molybdenum content forms stable carbides that resist this crack propagation far better than P20’s simpler microstructure.
Hot-runner mold components benefit enormously from H13. The areas around valve gates and manifold pockets see sustained temperatures of 200–300°C, sometimes higher. At those temperatures, P20 begins to soften (a process called tempering back), gradually losing hardness and dimensional stability. H13 maintains its 44–52 HRC hardness at these temperatures without flinching.
The trade-off? H13 requires a full heat treatment cycle — austenitizing, quenching, and double or triple tempering — to reach its working hardness. This adds cost and lead time. It’s also harder to machine after heat treatment, so most shops rough-machine the cavities, send them out for heat treatment, then finish-machine and polish. Any design changes after heat treatment become expensive.
For automotive parts, consumer electronics housings produced in the millions, or any application involving glass-filled nylon (which is brutally abrasive), H13 pays for itself many times over. The math is simple: one H13 mold lasting 1.5 million shots versus three P20 molds that each last 400,000 shots. Factor in the downtime for mold changes, and H13 wins decisively on total cost.
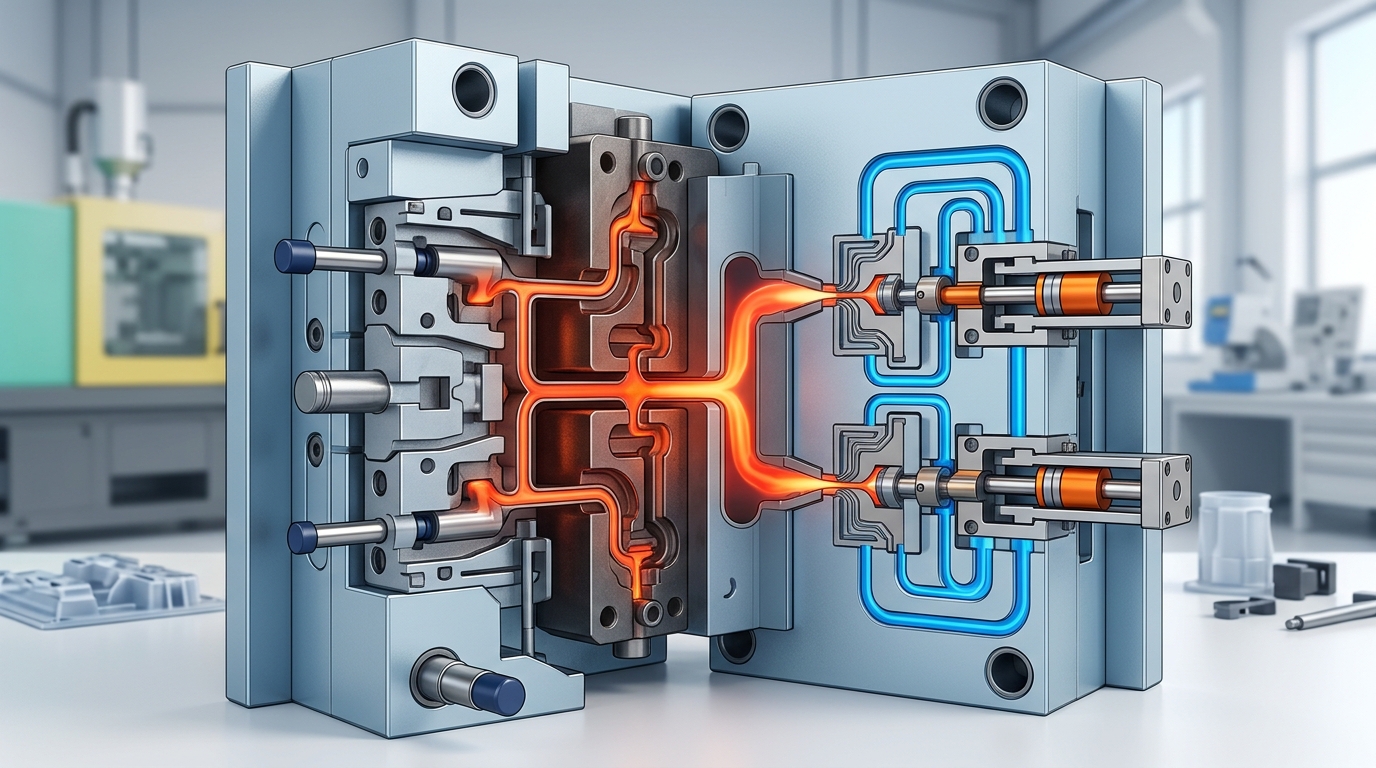
H13 hot-work steel injection mold with hot runner system and valve gates
S136 Stainless Steel for Mirror Polishing and Corrosion Resistance
S136 occupies a unique position in the mold steel lineup. It’s the only grade among these four that qualifies as stainless steel, and that distinction matters far more than most project engineers realize.
The 13% chromium content in S136 creates a self-healing passive oxide layer on the steel surface. When corrosive gases from resins like PVC, POM (acetal), or flame-retardant ABS attack the mold cavity, this oxide layer absorbs the initial assault and regenerates. Standard tool steels like P20 have no such protection — they pit, corrode, and transfer those surface defects directly onto your molded parts.
Polishing performance is where S136 truly separates itself. The steel’s extremely low sulfur content and clean microstructure (achieved through ESR — Electro-Slag Remelting — in premium grades) allow skilled polishers to achieve SPI A-1 mirror finishes consistently. This isn’t a theoretical capability; it’s a daily reality in mold shops producing optical lenses, medical device components, and cosmetic packaging.
After hardening to 48–54 HRC, S136 also delivers excellent wear resistance — not quite at H13 levels for abrasive compounds, but substantially better than P20. This combination of corrosion resistance, polishability, and wear resistance makes S136 the premium all-rounder.
The catch is cost. S136 typically runs 2–3 times the price of P20 per kilogram. For a large mold with multiple cavities, the steel cost difference alone can reach thousands of dollars. But here’s what the cost-conscious buyers miss: if you’re molding medical-grade polycarbonate or clear PMMA parts that require mirror cavities, using P20 and hoping for the best is a false economy. You’ll spend more on rework, re-polishing, and eventual cavity replacement than you would have spent on S136 from the start.
NAK80 Pre-Hardened Steel for High-Precision Molds
NAK80 solves a problem that frustrates mold makers constantly: how do you get a hard, polishable mold cavity without the dimensional risk of heat treatment?
The answer lies in its precipitation hardening mechanism. Unlike conventional steels that require quenching (rapid cooling that can cause warping), NAK80 achieves its working hardness of approximately 37–43 HRC through an aging process during manufacturing. The steel arrives at your mold shop already at its final hardness. Machine it, polish it, run it. No heat treatment step, no distortion risk, no additional grinding to correct warped surfaces.
This makes NAK80 particularly valuable for molds with tight tolerances — think lens housings for smartphone cameras, light guides for automotive dashboards, or connector molds for electronics where pin positions must hold within ±0.01mm. Any dimensional shift from heat treatment could push these features out of spec.
NAK80’s polishing performance rivals S136 in many applications. Its uniform precipitation-hardened microstructure contains very few inclusions or carbide clusters that could cause pitting during polishing. Achieving SPI A-1 or A-2 finishes is routine for experienced polishers working with NAK80.
Where NAK80 falls short is durability for very high-volume runs. At 37–43 HRC, it’s harder than P20 but softer than heat-treated H13 or S136. For production volumes beyond 500,000 shots — especially with filled resins — NAK80 will show wear. It also lacks the corrosion resistance of S136, so it’s not the right choice for PVC or other chemically aggressive materials.
Think of NAK80 as the precision specialist: perfect for moderate-volume, high-accuracy, high-finish applications where dimensional stability during manufacturing is non-negotiable.
How Hardness and Wear Resistance Affect Mold Tool Life
Hardness, measured on the Rockwell C scale (HRC), is the single most referenced specification in mold steel selection. But hardness alone doesn’t tell the full story — it’s the relationship between hardness, the type of wear your mold faces, and the resin you’re processing that determines actual tool life.
There are two primary wear mechanisms in injection molds:
- Abrasive wear — caused by hard particles in the resin (glass fibers, mineral fillers, carbon fiber) physically grinding against the cavity surface. This is the dominant wear mechanism for filled compounds and directly correlates with steel hardness.
- Adhesive wear — caused by molten plastic sticking to and pulling material from the cavity surface during ejection. This is more related to surface finish quality and steel chemistry than raw hardness.
Here’s where the numbers get real. A mold running 30% glass-filled nylon (PA66-GF30) at 28 HRC (P20 territory) might show measurable cavity wear after just 50,000–100,000 shots. The same cavity in H13 at 48 HRC could run 500,000+ shots before reaching the same wear level. That’s not a marginal difference — it’s a 5–10x improvement in tool life from a steel upgrade that costs maybe 50% more upfront.

According to data published by Bohler (voestalpine), one of the world’s leading tool steel producers, the relationship between hardness and abrasive wear resistance follows a roughly exponential curve. Going from 30 HRC to 50 HRC doesn’t double wear resistance — it can improve it by 4–6 times depending on the abrasive medium.
But here’s the counterintuitive part: for unfilled resins like ABS, polypropylene, or HDPE, the dominant wear mechanism shifts from abrasion to adhesion and corrosion. In these cases, jumping from P20 to H13 provides diminishing returns. You’d be better off investing in superior surface finish or corrosion protection rather than raw hardness.
Rule of thumb: If your resin contains more than 15% glass or mineral filler, specify a minimum of 44 HRC. Below that threshold, you’re replacing cavities on a schedule that will eat your profit margin.
Balancing Hardness, Toughness, and Thermal Conductivity
Mold steel selection is fundamentally a balancing act among three competing properties. Optimize one, and you typically sacrifice another. Understanding this trade-off triangle separates experienced tooling engineers from those who just pick whatever their supplier recommends.
Hardness vs. Toughness: As hardness increases, the steel’s ability to absorb impact energy without cracking (toughness) decreases. A mold cavity hardened to 52 HRC resists wear beautifully but becomes more susceptible to chipping at sharp corners or cracking under high injection pressures. This is why mold designers add generous radii to corners in H13 cavities — sharp internal corners in a 50+ HRC steel are stress concentrators waiting to fail.
Hardness vs. Thermal Conductivity: Higher-alloy steels (more chromium, vanadium, molybdenum) generally conduct heat less efficiently. S136, with its 13% chromium content, has noticeably lower thermal conductivity than P20. In practical terms, this means S136 molds may require more aggressive cooling circuit designs or slightly longer cycle times to achieve the same part quality.
Here’s a comparative performance table that puts real numbers to these trade-offs:
| Property | P20 | H13 | S136 | NAK80 |
|---|---|---|---|---|
| Hardness (HRC) | 28–34 | 44–52 | 48–54 | 37–43 |
| Toughness (Impact) | High | Moderate-High | Moderate | Moderate-High |
| Thermal Conductivity (W/m·K) | ~29 | ~24 | ~20 | ~39 |
| Polishability | Fair (SPI B-1) | Good (SPI A-2) | Excellent (SPI A-1) | Excellent (SPI A-1) |
| Corrosion Resistance | Low | Low | Excellent | Low |
| Machinability | Excellent | Moderate | Moderate | Good |
Notice something interesting? NAK80 has the highest thermal conductivity of the four — approximately 39 W/m·K compared to just 20 W/m·K for S136. That’s nearly double. For thin-wall parts where cooling efficiency directly controls cycle time, NAK80 offers a cycle time advantage that’s rarely discussed in steel selection guides. A 2-second reduction in cycle time across a million-shot production run translates to significant machine-hour savings.
The practical takeaway: don’t just pick the hardest steel you can afford. Map your actual failure modes first. If your molds are failing from wear, increase hardness. If they’re cracking at cores or thin sections, you need more toughness. If cycle time is killing your profitability, thermal conductivity might be the lever that matters most.
Choosing Steel Based on Polishing and Surface Finish Requirements
Surface finish requirements are one of the most underestimated factors in mold steel selection. Too many projects specify a steel grade based on volume and cost alone, then discover during polishing that the steel can’t deliver the surface quality the part design demands.
The Society of the Plastics Industry (SPI) defines standard mold finish grades from A-1 (mirror, 1 Ra μin) through D-3 (textured, blast finish). Here’s how each steel grade maps to achievable finishes:
- SPI A-1 (Mirror/Lens Grade): Requires S136 or NAK80. Period. P20 cannot reliably achieve this level, and H13 requires exceptional polishing skill with inconsistent results.
- SPI A-2 to A-3 (High Gloss): S136, NAK80, and well-processed H13 can all deliver this range. P20 struggles with A-2 but can sometimes reach A-3.
- SPI B-1 to B-3 (Semi-Gloss): All four steels handle this range comfortably. P20 is perfectly adequate here.
- SPI C and D (Matte/Textured): Steel selection barely matters for textured finishes since the texture itself masks the underlying steel quality. P20 is the obvious economic choice.
Why can’t P20 achieve mirror finishes? It comes down to microstructure. P20 contains manganese sulfide inclusions that create micro-pits during polishing. No matter how skilled your polisher is, these inclusions pull out of the surface and leave tiny voids visible under magnification — and very visible on the molded part as “orange peel” defects.
S136 produced via the ESR (Electro-Slag Remelting) process has dramatically fewer and smaller inclusions. NAK80’s precipitation-hardened structure is similarly clean. Both steels allow the polisher to work through progressively finer diamond compounds without the frustrating “one step forward, two steps back” experience that P20 causes at high polish levels.
One critical detail that catches people off guard: hardness uniformity matters as much as average hardness for polishing. A steel block with hardness varying by ±3 HRC across the cavity surface will polish unevenly, creating visible banding or waviness. NAK80’s age-hardening process produces exceptionally uniform hardness throughout the block, which is a major reason polishers prefer it.
Corrosion Resistance Needs for Specific Plastic Resins
This is where steel selection can make or break a mold — sometimes literally. Certain plastic resins release corrosive byproducts during processing, and if your mold steel can’t handle the chemical attack, cavity surfaces degrade rapidly.
The worst offenders:
- PVC (Polyvinyl Chloride): Releases hydrochloric acid (HCl) gas during processing. This is the most corrosive common resin. P20 and H13 molds running PVC can show visible pitting within weeks of continuous production.
- POM (Acetal/Delrin): Generates formaldehyde gas, which is both corrosive and creates deposits on mold surfaces.
- Flame-retardant compounds: ABS, PC, or nylon with brominated or chlorinated flame retardants release halogen acids that aggressively attack non-stainless steels.
- Bio-based and recycled resins: Often contain higher moisture and volatile content, creating acidic condensation on mold surfaces.
Here’s a practical resin-to-steel compatibility guide:
| Resin Type | Corrosion Risk | Recommended Steel | Alternative |
|---|---|---|---|
| PP, PE, ABS (unfilled) | Low | P20 | Any |
| PA (Nylon), PC | Low-Moderate | P20 or H13 | S136 for optical parts |
| Glass-filled PA, PBT | Low (abrasive, not corrosive) | H13 | S136 for dual protection |
| PVC (rigid or flexible) | Very High | S136 (mandatory) | Chrome-plated H13 (compromise) |
| POM (Acetal) | High | S136 | Chrome-plated P20 (short runs) |
| FR-ABS, FR-PC | High | S136 | Nickel-plated H13 |
Can surface treatments substitute for stainless steel? Sometimes. Hard chrome plating (industrial chrome, not decorative) adds a corrosion-resistant layer to P20 or H13 cavities at a fraction of S136’s cost. The plating is typically 25–75 μm thick and provides reasonable protection against moderately corrosive resins.
But chrome plating has limitations. It can chip or flake under high injection pressures, especially at gate areas where the resin enters at high velocity. Once the plating is compromised, corrosion attacks the exposed base metal aggressively — often worse than if the cavity had been unplated, because galvanic corrosion accelerates at the boundary between plated and unplated areas. For high-volume PVC production, S136 isn’t optional. It’s the only responsible choice.
Selecting Mold Steel by Production Volume and Part Complexity
Production volume is the most straightforward selection criterion, but it’s not as simple as “more shots = harder steel.” Part complexity introduces variables that can override pure volume-based logic.
Prototype and Bridge Tooling (Under 100K shots): P20 dominates this tier. The mold’s purpose is validation, not longevity. Some shops even use aluminum (7075-T6) for prototype molds under 10,000 shots. At this stage, spending extra on S136 or H13 is almost always wasteful unless the part requires mirror finish or the resin is corrosive.
Mid-Volume Production (100K–500K shots): P20 remains viable for unfilled commodity resins. But this is the decision zone where the resin and finish requirements start pushing you toward better steels. A mid-volume mold running glass-filled nylon should already be in H13. A mid-volume medical device mold requiring high polish should be S136 or NAK80.
High-Volume Production (500K–1M+ shots): H13 or S136 become the baseline. The cost of mold failure or mid-run maintenance at this volume is severe — every hour of downtime on a high-cavitation mold can cost thousands in lost production. Investing in premium steel is insurance against unplanned shutdowns.
Ultra-High-Volume (Multi-Million shots): H13 at maximum hardness (50–52 HRC), sometimes with surface treatments like nitriding or PVD coatings for additional wear protection. Some automotive and packaging molds in this tier use specialty steels beyond our core four, but H13 remains the most common foundation.
Now, part complexity. Thin-wall sections (under 1mm) create extreme injection pressures that stress the steel. Cores and pins in these areas need higher toughness to resist bending and cracking — which might favor NAK80 or even P20 over a very hard but brittle H13. Deep ribs and tall cores also demand good toughness because they act as cantilevers during ejection.
Conversely, parts with large flat surfaces and minimal features are less demanding on the steel mechanically but more demanding on surface quality — any imperfection shows. These applications favor S136 or NAK80 for their superior polishability across large, uninterrupted surfaces.
Cost vs Long-Term Performance When Selecting Mold Materials
The biggest mistake in mold steel procurement is treating it as a line-item cost rather than a lifecycle investment. Upfront steel price accounts for only 15–25% of total mold cost — the rest goes to machining, EDM, polishing, fitting, and assembly. Yet steel selection influences every single one of those downstream costs, plus maintenance and replacement costs over the mold’s entire production life.
Let’s run the numbers on a realistic scenario. Assume you’re building a 4-cavity mold for a consumer electronics housing, expected production of 1.2 million parts, running ABS resin with a semi-gloss finish requirement.
| Cost Factor | Option A: P20 Mold | Option B: H13 Mold |
|---|---|---|
| Steel cost | $4,000 | $6,500 |
| Machining + finishing | $18,000 | $22,000 |
| Heat treatment | $0 (pre-hardened) | $2,500 |
| Total mold build cost | $22,000 | $31,000 |
| Expected tool life | ~400K shots | ~1.5M shots |
| Molds needed for 1.2M parts | 3 molds | 1 mold |
| Total tooling investment | $66,000 | $31,000 |
| Production downtime for mold swaps | ~6 days total | 0 days |
The P20 option looks cheaper at the purchase order stage. But across the full production run, it costs more than double. And this example doesn’t even account for the quality inconsistency between three different P20 molds — dimensional variation between Tool #1, #2, and #3 creates sorting headaches and potential customer complaints.
S136 presents an even more dramatic case. For a medical device mold running 800,000 shots of POM (acetal), a P20 mold would require re-polishing every 50,000–80,000 shots due to corrosion-induced surface degradation. Each re-polish means pulling the mold from the press, disassembling it, sending cavities to the polish shop, reassembling, and requalifying. That’s 10–16 maintenance cycles over the production run, each costing $1,500–$3,000 in direct polishing costs plus 2–3 days of lost production time. An S136 mold running the same resin might need re-polishing only 2–3 times total.
The formula that experienced tooling managers use is cost per part, not cost per mold:
Cost per part = (Total mold cost + Maintenance costs + Downtime costs) ÷ Total parts produced
When you calculate it this way, premium steels almost always win for production volumes above 300,000–500,000 shots. Below that threshold, P20’s lower upfront cost makes it the rational choice — provided the resin and finish requirements don’t demand something better.
One nuance that procurement teams often overlook: lead time has a cost too. If choosing H13 adds 3 weeks to your mold delivery because of heat treatment, and that delay pushes back your product launch, the opportunity cost might outweigh the steel savings. NAK80 exists partly to solve this problem — it delivers better performance than P20 without the heat treatment delay of H13 or S136.
Frequently Asked Questions About Injection Mold Steel Selection
What is the best steel for injection molds?
There’s no single “best” — it depends entirely on your application. For general-purpose molding under 500K shots with unfilled resins, P20 offers the best value. For high-volume production exceeding 1 million cycles, H13 is the standard. For corrosive resins or mirror-finish requirements, S136 stainless steel is the only reliable choice. And for precision optical or electronic parts where dimensional stability is critical, NAK80 delivers the best combination of polishability and accuracy without heat treatment risk.
Can P20 be used for high-volume production?
It depends on what you mean by “high volume.” P20 can handle up to approximately 500,000 shots with unfilled commodity resins like ABS or polypropylene. Beyond that, expect measurable cavity wear, dimensional drift, and increasing maintenance frequency. For glass-filled or mineral-filled resins, P20’s practical limit drops to 100,000–200,000 shots. If your production plan calls for 1 million+ parts, P20 is almost certainly the wrong choice — you’ll end up building multiple replacement molds that collectively cost more than a single H13 tool.
What HRC hardness is recommended for glass-filled nylon?
A minimum of 44 HRC, which puts you in H13 territory after heat treatment. Glass fibers (especially at 30%+ loading) are extremely abrasive and will erode softer steels rapidly. For heavily filled compounds like 50% glass-filled PPA, some tooling engineers specify 48–52 HRC or add nitriding surface treatments for additional protection. Running glass-filled nylon in a 30 HRC P20 mold is one of the most common — and most expensive — mistakes in injection molding.
Is NAK80 better than S136 for polishing?
They’re comparable for most polishing applications, both capable of achieving SPI A-1 mirror finishes. The difference lies in secondary properties. NAK80 arrives pre-hardened, so there’s zero risk of heat treatment distortion affecting your polished surfaces. S136 requires hardening and tempering before final polishing, which adds process steps. However, S136 offers corrosion resistance that NAK80 completely lacks. If your part requires both mirror finish and corrosion protection (like a clear PVC medical component), S136 is the only option. If corrosion isn’t a concern and you want the fastest path to a polished cavity, NAK80 has the edge.
When should you upgrade from P20 to H13?
Three scenarios should trigger the upgrade conversation: (1) Your production volume exceeds 500,000 shots. (2) You’re processing any resin with more than 15% glass or mineral filler. (3) Your mold includes hot-runner components that see sustained temperatures above 180°C. If any one of these conditions applies, the total cost of ownership calculation almost always favors H13 over P20. If two or three apply simultaneously, H13 isn’t just recommended — it’s the only defensible choice.
How does thermal conductivity affect cycle time in injection molding?
Higher thermal conductivity means the steel transfers heat from the molten plastic to the cooling channels faster, which directly reduces cooling time — typically the longest phase of the injection cycle. NAK80 at ~39 W/m·K can offer cooling-phase reductions of 10–15% compared to S136 at ~20 W/m·K, assuming identical cooling circuit designs. Over a million-shot run, even a 1–2 second cycle time reduction adds up to substantial machine-hour savings. This is why some high-volume thin-wall packaging molds use specialty high-conductivity steels or copper alloy inserts in critical cooling zones.
Actionable Steel Selection Checklist for Your Next Mold Project
Strip away all the metallurgical theory, and steel selection comes down to answering five questions in sequence. Work through this checklist before you send your next RFQ to a mold maker, and you’ll specify the right grade with confidence.
- What resin are you molding? If it’s PVC, POM, or any flame-retardant compound, start with S136 and only consider alternatives if budget absolutely prohibits it. For all other resins, proceed to question 2.
- What surface finish does the part require? If SPI A-1 or A-2 mirror finish is specified, your options narrow to S136 or NAK80. For SPI B or rougher, all four steels are viable. Proceed to question 3.
- What is your total production volume? Under 100K shots: P20. Between 100K–500K: P20 for unfilled resins, H13 or NAK80 for filled resins or higher-finish parts. Above 500K: H13 or S136. Above 1M: H13 at maximum hardness with potential surface treatments.
- Does your resin contain glass or mineral fillers above 15%? If yes, specify minimum 44 HRC — which means H13 or hardened S136. P20 and NAK80 will wear too quickly.
- What is your budget and timeline constraint? If lead time is critical and you need better-than-P20 performance, NAK80 eliminates the heat treatment bottleneck. If budget is tight but volume is high, run the total cost of ownership calculation from the previous section — the “expensive” steel often costs less per part.
One final recommendation: don’t make this decision alone if you’re not a tooling specialist. Share your part design, resin specification, annual volume forecast, and surface finish requirements with your mold maker’s engineering team. A good tooling engineer will recommend the steel grade that optimizes your specific balance of cost, quality, and longevity — and they’ll push back if you’re over-specifying or under-specifying. That 30-minute conversation can save you tens of thousands of dollars over the life of the tool.
If you’re sourcing molds and want a second opinion on steel selection for a complex project, reach out to a qualified tooling engineer or materials specialist before locking in your specification. The right steel choice made early prevents expensive corrections later.






