
You can solve undercut defects in laser welding by understanding their causes and implementing the right solutions. Undercut defects create small notches at the weld toe, which weaken the weld and compromise safety. Research indicates that these defects lead to increased stress buildup and accelerate weld wear, as illustrated in the table below:
| Aspect | Description |
|---|---|
| Notch Effect | Undercuts function like notches, reducing the longevity of the weld. |
| Stress Concentration | Deeper notches and larger root radii contribute to weld weakness. |
Addressing undercut problems can be costly, requiring additional labor, more materials, and potentially introducing safety issues. By identifying and solving undercut defects, you can ensure that your welds remain strong and safe.
Key Takeaways
- Learn what causes undercut defects, like too much laser power and fast welding speed. Knowing these things helps stop problems before they happen.
- Change laser power and welding speed so the melted metal fills the joint well. This easy fix can lower the chance of undercuts a lot.
- Always clean and get surfaces ready before welding. Taking away dirt and making sure parts fit well can stop undercut defects.
- Make sure shielding gas covers the weld pool to keep out air and dirt. Good gas flow is needed for strong welds without defects.
- Look at your welds often and check your welding settings. Finding defects early helps you make better welds and keeps them safe.
Main Causes of Undercut Defects
Laser welding can make strong joints. But undercut defects can happen if you do not control the process well. Knowing the main causes helps you stop problems and keep welds good.
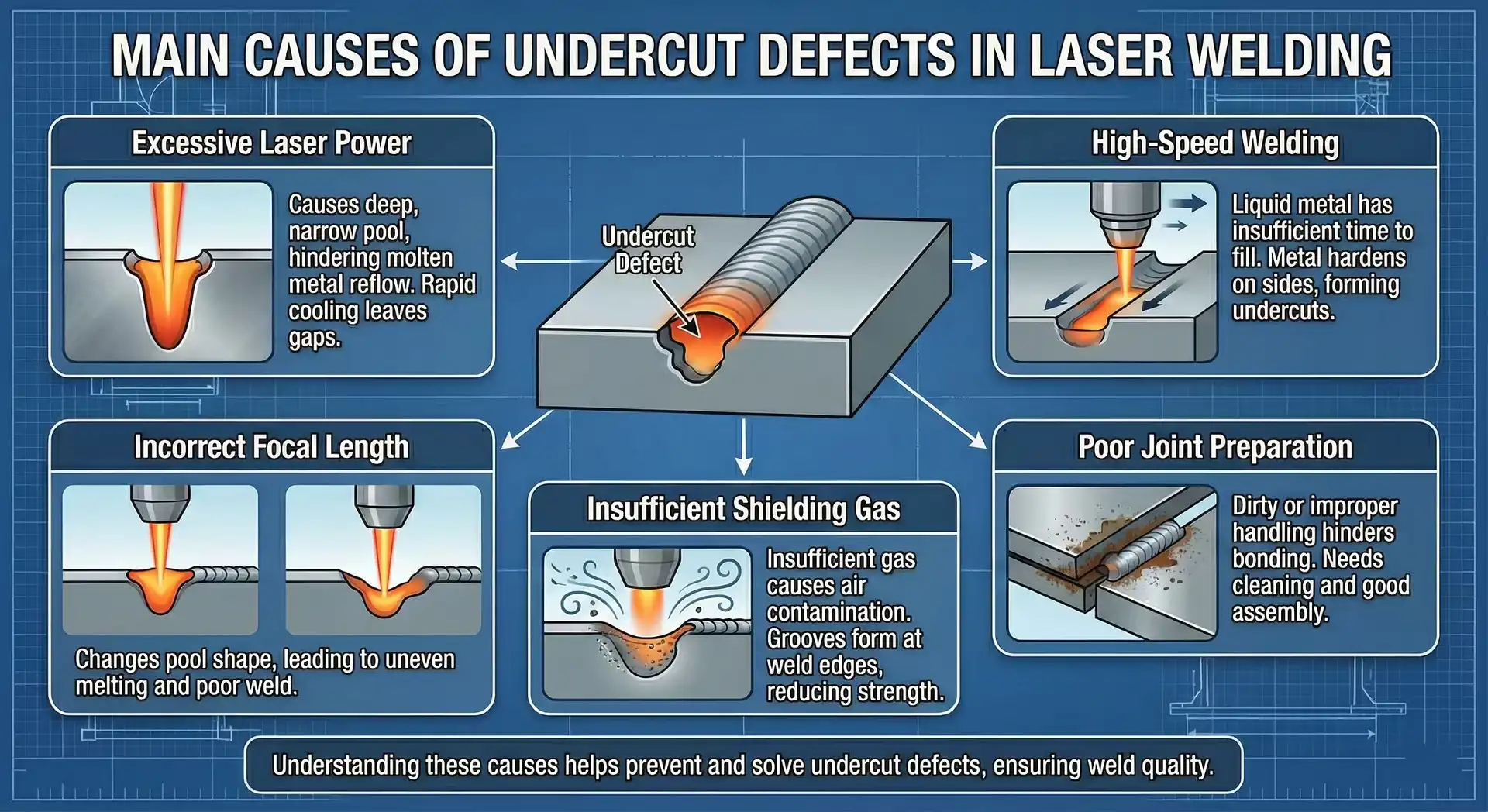
Excessive Laser Power
Too much laser power makes the molten pool deep and narrow. This shape stops the molten metal from flowing back and filling the weld. Fast cooling can freeze the metal before it moves back, leaving notches at the weld edge. If you lower the power too quickly at the end, a small hole may close and cause undercuts. You can stop these problems by matching the power to the material and thickness.
- Excessive laser power can:
- Make a deep, narrow molten pool.
- Stop molten metal from flowing back.
- Cause fast cooling and collapse at the weld end.
High Welding Speed
Moving the laser too fast does not give the liquid metal enough time to fill the joint. The metal hardens on both sides and makes undercuts. You should set the speed to match the material and joint type.
If welding speed is too fast, the liquid metal from the back of the small hole pointing toward the center of the weld will not have time to move back, and will harden on both sides of the weld to make undercuts.
Incorrect Focal Position
If you put the laser focus too high or too low, it changes the molten pool shape. This can cause uneven melting and bad welds. You need to set the focus right for each job to stop undercut defects.
Poor Joint Preparation
Dirty or badly prepared surfaces stop the weld metal from sticking to the base metals. If you do not clean the joint, you risk undercutting. Cleaning and good fit-up help you Solve Undercut Defects before they start.
The weld metal not sticking to the base metals often happens because of poor joint preparation, like not cleaning enough.
Inadequate Shielding Gas
Shielding gas keeps the weld pool safe from air and dirt. If you do not use enough gas, moving air can cause problems like holes and undercut. A groove can form along the weld edge, making the joint weak and easy to rust. Always check your gas coverage before welding.
- Most common causes of undercut defects:
- Wrong speed control
- Process parameters that do not match
- Problems from fluidity and low surface tension of liquid aluminum alloys
If you know these causes, you can stop and Solve Undercut Defects in your laser welding work.
Solve Undercut Defects: Solutions
Adjust Laser Power and Speed
You can fix undercut defects by changing laser power and welding speed. Using too much power or going too fast can make deep welds that do not fill right. Try these steps:
- Match laser power to your material’s thickness and type.
- Change welding speed so molten metal fills the joint.
- Use the wobbling technique to move the laser in a small pattern. This makes the weld wider and stronger.
- Clean surfaces before welding so the laser works evenly.
- Check the laser focus to stop spatter and keep the weld smooth.
- Pick argon as your shielding gas to protect the weld pool and make it better.
Tip: If you see undercut defects, slow down and lower the power a little. This lets the molten metal fill gaps and stops notches.
Optimize Focal Position
Set the laser focus in the right spot to fix undercut defects. If the focus is too high or low, the weld pool shape changes and can make notches. The angle of the laser and where you focus it can change how many undercuts you get. Negative defocus can make full penetration but also more defects. You should:
- Change the focal position so energy goes into the joint.
- Use tests like response surface methodology or central composite design to try different settings.
- Mix focal position changes with speed changes for best results.
- Add filler metal if you need to make undercuts smaller.
Note: Always check the focal position before you start welding. Small changes can make welds much better.
Clean and Prepare Surfaces
Cleaning and getting ready helps you fix undercut defects before you weld. Dirty surfaces or bad alignment can make weak welds and notches. Follow these tips:
- Take off oil, grease, dust, rust, and paint from all surfaces.
- Use jigs or fixtures to hold parts and keep joints tight.
- Bevel the edges for a clean weld area.
- Make joints fit well and do not leave big gaps.
- Pick laser settings based on how thick your material is.
- Choose the right shielding gas to protect the weld pool.
Tip: Clean parts well. Even a little dirt can cause defects and make your weld weak.
Improve Shielding Gas Coverage
Shielding gas keeps the molten pool safe from air and dirt. If you do not use enough gas, you might see grooves or rust on the weld edge. To fix undercut defects, you should:
- Use argon or another shielding gas that works for your material.
- Check gas flow and coverage before you start welding.
- Make sure the gas nozzle is close to the weld pool.
- Look for leaks or blockages in the gas system.
Alert: Bad gas coverage can cause oxidation and undercut defects. Always test your setup before you start.
Adjust Torch Angle and Technique
The angle of your torch or laser head changes how the weld forms. If you use an angle over 45° in fillet welds, you can get undercuts. Use these tips:
| Technique | Angle Recommendation |
|---|---|
| Electrode Angle | 30° to 45° |
| Push Travel | 10–20° forward |
| Pull Travel | 5–15° backward |
| Work Angle | Do not use over 45° in fillet welds |
- Hold the torch at the right angle for your weld.
- Do not use steep or flat angles that make melting uneven.
- Move steady to keep the weld pool even.
Tip: Use a push angle for smoother welds and less chance of undercut.
Control Heat Input
Controlling heat input helps you fix undercut defects by keeping the weld pool steady. Too much heat can make the pool collapse. Too little heat can make poor fusion. Try these steps:
- Change laser power, speed, and focus to control the heat affected zone (HAZ).
- Go faster to lower heat and stop defects.
- Focus the beam so energy goes where you want it.
- Watch the weld area for signs of too much heat or bad fusion.
Note: Controlling heat input is very important to stop undercut defects.
Repair Methods: Polishing and Re-welding
If you find undercut defects after welding, you can fix them with these methods:
| Repair Method | Description |
|---|---|
| Re-welding | Add another weld pass where the undercut happened to fill the notch. |
| Grinding | Grind down to the root pass and re-weld if the defect is inside. |
| Cutting and Restarting | If it is very bad, cut the joint apart and start welding again. |
- Look at the weld with your eyes and tools.
- Use grinding or polishing to smooth small notches.
- Re-weld places with deep undercuts to make them strong again.
- Follow rules like ISO 15609-4 and ISO 13919 to fix and stop defects.
Tip: Always write down your repair steps and check the weld after you fix it.
You may have problems like welding too fast, big gaps, or needing to change settings carefully. By using these solutions, you can fix undercut defects and make strong, safe welds.
Troubleshooting and Quick Tips
Visual Inspection Steps

You can find undercut defects early if you check your welds often. Follow these easy steps to look for problems:
- Look at the weld. It should look smooth and not have notches or bumps.
- Use a straightedge or profile gauge. Put it on the weld to see if the shape is right.
- Look for grooves or sharp edges at the weld toe. These can mean there is undercut.
- Check both sides of the weld. Sometimes defects are only on the back.
Tip: Good lighting helps you see small problems. Use a flashlight or lamp to see better.
Parameter Review Checklist
Checking your welding settings helps you Solve Undercut Defects before they get worse. Use this checklist to find problems quickly:
| Checklist Item | Description |
|---|---|
| Welding Procedure Variables | Check electrode size, material thickness, amp and volt settings. |
| Incorrect Welding Parameters | High amperage or voltage can melt too much base metal and cause undercut. |
| Skills of the Welder | Make sure you use the right technique to avoid undercut. |
| Electrode Compatibility | Use electrodes that match your material for good fusion. |
| Work Angle | Keep the torch at the correct angle to fill the joint properly. |
Maintenance and Calibration
Taking care of your laser welding machine keeps your welds strong. If you keep your machine clean and set up right, you get steady power and a focused beam. This helps stop undercut defects.
- Watch for wrong settings. Going too slow or using too much power can cause undercut.
- Make sure the Tool Center Point (TCP) is set right in robots. Bad alignment can make mistakes.
- Measure your material thickness. Thin materials can make undercut happen more.
- Clean and check your machine often. This keeps the energy steady.
Note: A machine that works well helps you get good welds and fewer defects.
Operator Training Tips
You can use new technology to help you find and stop undercut defects. These tools make your work easier and your welds better.
| Technology | Description |
|---|---|
| 2-D Laser Scanner | Checks weld quality and finds undercut defects after welding. |
| CNN-based Methods | Uses cameras and AI to find undercuts, burn-through, and pores. |
| Multi-Sensor System | Uses sensors and AI to find many kinds of welding defects. |
| Heuristic Algorithm | Looks at weld bead shapes to sort out defects. |
| Neural Network | Uses smart AI to help find defects better. |
Alert: Training with these tools helps you find defects faster and make better welds.
You can fix undercut defects in laser welding by using good methods and checking your work often.
- Change the laser power, speed, and where the beam points to control heat and stop notches from forming.
- Clean and look at surfaces a lot to get rid of oil, grease, and rust.
- Pick the best welding way for your material and the kind of joint you have.
- Keep learning new skills and always follow safety rules.
Doing these things helps you make welds that are strong and safe every time.
FAQ
What is the easiest way to spot undercut defects in a weld?
You can spot undercut defects by looking for grooves or notches along the weld toe. Use a flashlight for better visibility. A straightedge helps you check for uneven surfaces.
How do you prevent undercut defects when welding thin materials?
Lower the laser power and slow down the welding speed. Clean the surfaces well before you start. Use proper shielding gas coverage to protect the weld pool.
Can you fix undercut defects after welding?
Yes, you can fix them. Use grinding or polishing for small notches. For deeper undercuts, re-weld the area. Always inspect the repair to make sure the weld is strong.
Does shielding gas type affect undercut defects?
Yes. Argon works well for most metals. It protects the molten pool from air and dirt. Poor gas coverage can cause oxidation and more undercut defects.
Why does changing the torch angle help reduce undercut?
Changing the torch angle controls how the molten metal flows. A proper angle helps fill the joint and prevents notches. Avoid steep angles to keep the weld smooth.
How Does Laser Wire Feeding Technology Improve Welding Precision
What is Wobble Laser Welding? Solving Fit-up Gaps
Wire Feeding vs No Wire Feeding Laser Welding: Which Is Better?




