
Introduction
Selecting the right laser cleaning wavelength is the single biggest lever you have for absorption, selectivity, and substrate safety. The wavelength determines how energy couples into rust, paint, polymers, stone, concrete, or delicate electronics—and how much heat diffuses into the base material. Get it right and you’ll remove contaminants quickly with minimal risk. Get it wrong and you can drive discoloration, microcracks, or unwanted substrate ablation.
Who should use this guide: industrial maintenance and production engineers evaluating handheld or robotic systems (especially 1064 nm and 532 nm), plus EHS leaders and conservators who need substrate-safe methods.
How to read: we’ll start with wavelength fundamentals, then a practical material map, followed by parameter windows and scan strategies, and finally a standards-and-safety snapshot with validation steps you can use to lock in a repeatable process.
Key takeaways
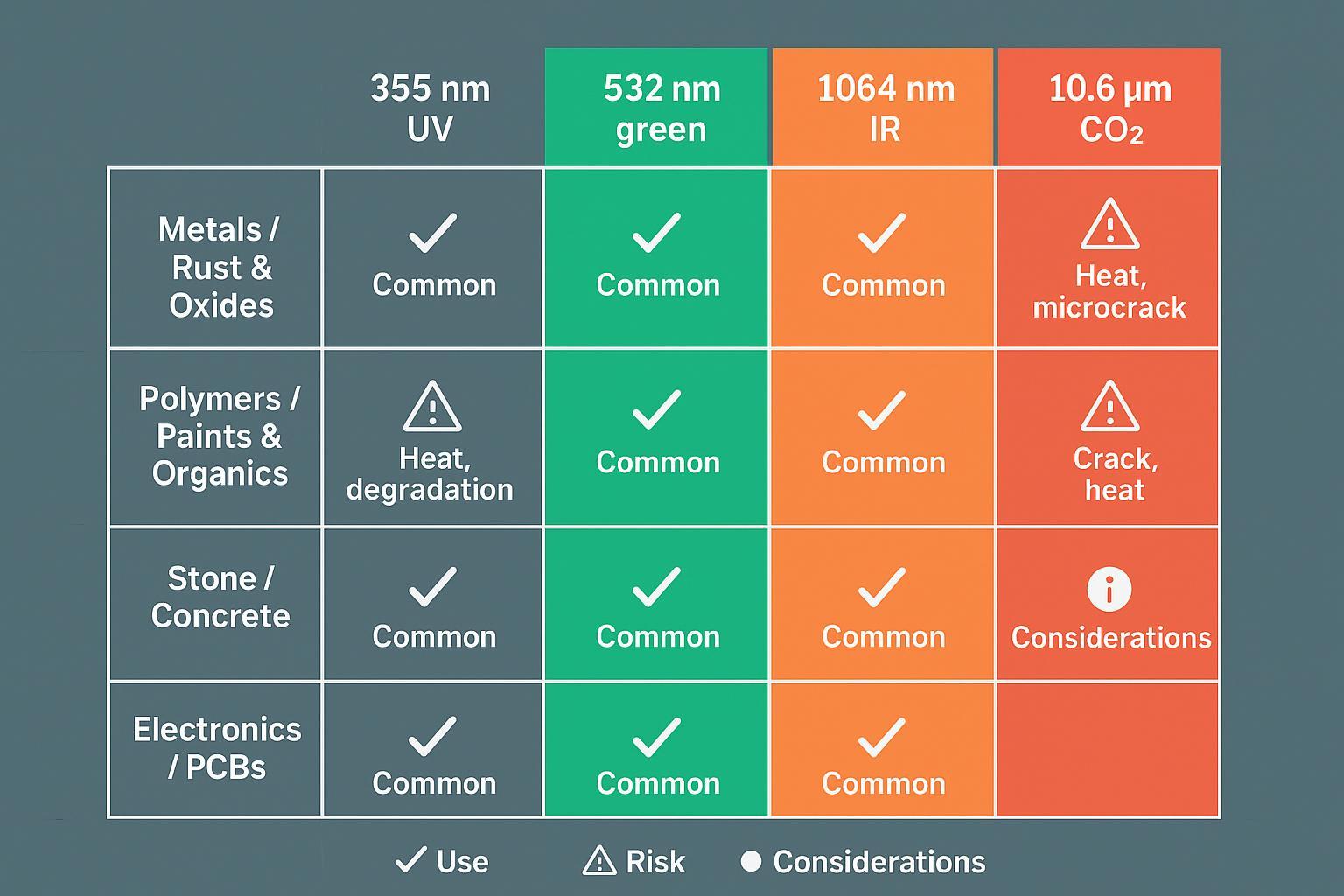
- Match the laser cleaning wavelength to the contaminant and substrate: 1064 nm often favors metallic oxides/rust; 355/532 nm can improve selectivity on delicate or pigmented layers; CO₂ (10.6 µm) is strongly absorbed by many organics.
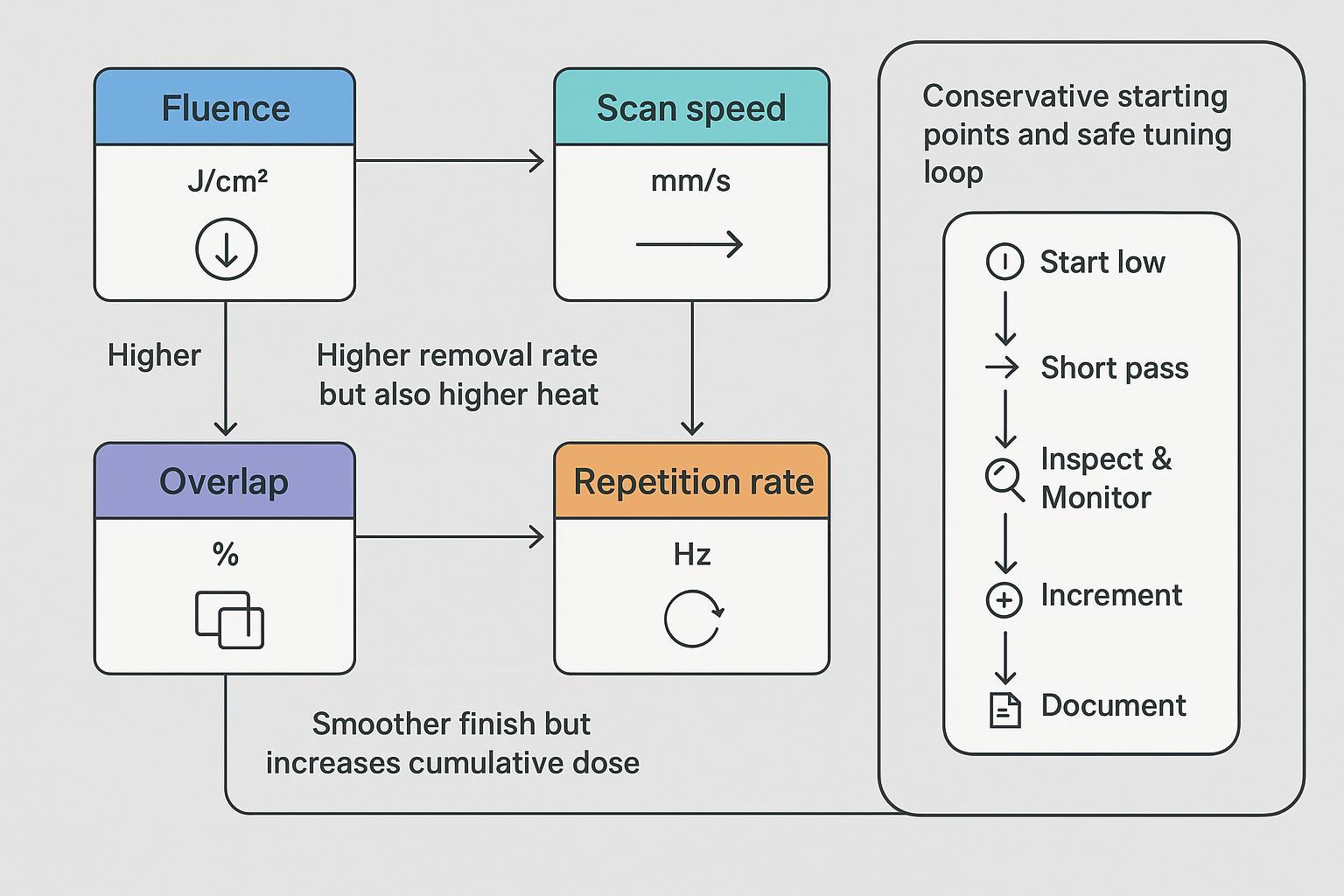
- Substrate safety improves when you control cumulative dose: start with low fluence, higher scan speeds, and multi-pass strategies while monitoring temperature and surface change.
- For stone/concrete graffiti, UV (355 nm) typically offers lower thermal diffusion and finer control; IR (1064 nm) can increase rate on dark paints but elevates substrate-heating risk—validate on coupons first.
- Build to standards: anchor your laser safety program to ANSI Z136.1/.9 and relevant OSHA/NFPA requirements; use eyewear OD, NHZ, LEV, and administrative controls.
- Document everything: parameter sweeps, thermal/color change limits, inspection photos, and sign-offs make the process auditable and repeatable.
Wavelength basics
Absorption and contrast
At the core of laser cleaning is absorption contrast: you want the contaminant to absorb more than the substrate so the contaminant ablates first. Shorter wavelengths (UV at 355 nm, visible green at 532 nm) tend to be absorbed by many pigments, oxides, and organics, enabling selective removal at lower thermal diffusion. Near‑IR at 1064 nm couples well to numerous metal oxides and darker coatings and is widely used for industrial rust and oxide removal. Long‑wave IR (CO₂ at 10.6 µm) is strongly absorbed in many polymers and organic paints, driving efficient photothermal removal but with broader heat penetration.
For fundamentals on ablation mechanisms and wavelength roles, see the industrial overview in the Laserax explainer on ablation (contextual background) in the post “What Is Laser Ablation,” which outlines how wavelength and material properties set removal behavior: Laserax — What Is Laser Abllation. For UV selectivity examples, Keyence’s UV laser processing page provides general absorption context: Keyence — UV Laser Processing Overview.
Photothermal vs. photochemical
Most industrial laser cleaning with nanosecond pulses is predominantly photothermal: the contaminant heats rapidly and ejects, carrying away heat and debris. UV at 355 nm can add photochemical components—breaking bonds and reducing the heat-affected zone (HAZ). Academic conservation literature shows that UV vs. IR can present different damage thresholds and selectivity on minerals like marble. A representative open-access review presents the “two-wavelength methodology,” showing how 355 nm and 1064 nm interact differently with stone and how to tune fluence to avoid surface alteration: Pouli (2016), The two-wavelength laser cleaning methodology — Heritage Science.
Pulse duration and repetition
Pulse duration shapes how energy stays confined. Nanosecond (ns) pulses are common in handheld/robotic cleaning and work well for many industrial oxides and paints. Picosecond (ps) and femtosecond (fs) pulses can further confine energy and reduce HAZ but at greater complexity and cost. Repetition rate (Hz or kHz) and scan speed together control average power and cumulative dose. Practical rule: start with modest repetition, keep scan speeds high enough to limit dwell, and prefer multiple light passes over one heavy pass.
Material guide
Metals: rust and oxides
Industrial practice commonly favors 1064 nm for rust/oxide removal on carbon and low-alloy steels because many oxides absorb in near‑IR and removal rates are robust. On highly reflective bare metals, 532 nm can improve initial coupling and aid in thin-contaminant removal. UV (355 nm) can be used for precision oxide or passivation-film work but is less typical for heavy rust. CO₂ (10.6 µm) is generally poor for metallic surfaces due to reflection/low coupling. These patterns align with industry explainers and application notes; see the ablation overview for context: Laserax — What Is Laser Ablation.
Process notes:
- Start conservatively on polished or heat-sensitive substrates to avoid discoloration.
- Use overlapping hatch patterns (50–70%) to avoid striping; increase line spacing before increasing fluence.
- Where oxides vary in thickness, plan a two-stage approach: light descaling pass, inspect, then targeted higher‑dose passes only where needed.
Polymers, paints, organics
CO₂ (10.6 µm) couples strongly to many organics and can be efficient for bulk paint and polymer removal. Green (532 nm) and UV (355 nm) enable more selective removal of thin films, labels, or pigmented layers at lower thermal diffusion, often preferred when the substrate is heat‑sensitive. Parameter control is critical: excessive dwell or overlap can warp or gloss the substrate. For UV selectivity context, see Keyence — UV Laser Processing Overview.
Process notes:
- Use gas assist and extraction to manage sticky plume and redeposition.
- On composites, validate that the matrix and fibers tolerate the chosen wavelength and dose; coupon tests are mandatory.
Stone and concrete
For porous mineral substrates, UV (355 nm) often provides better selectivity for pigmented graffiti and soiling with lower thermal diffusion into the matrix. IR (1064 nm) can accelerate removal on darker paints but raises the risk of localized heating, whitening, or microcracking—especially on carbonates and highly porous concrete. The conservation literature documents wavelength‑dependent thresholds on stones (e.g., marble) and supports conservative UV starts with careful monitoring: Pouli (2016) — Heritage Science.
Practical approach:
- Begin with UV at low fluence and higher scan speeds; use multi‑pass strategies and frequent inspections.
- If IR is used for rate on stubborn, dark paints, implement tighter thermal monitoring, limit dwell, and increase standoff or airflow to dissipate heat.
Parameter windows
Fluence starting points
Use conservative, equipment‑agnostic ranges and validate on coupons. Fluence F = energy per pulse divided by spot area. Keep repetition rates modest at first and prefer multiple light passes.
- Metals: rust and oxides (1064 nm typical)
- Start around 0.8–1.8 J/cm²; 10–50 Hz; 50–70% overlap. On thin oxides or reflective base metal, consider 532 nm with proportionally lower fluence.
- Indicators to increase dose: residual oxide after two passes with no substrate color change; plume thinning without endpoint.
- Polymers/paints/organics
- CO₂ (10.6 µm): start 1.0–2.5 J/cm² equivalent energy density; balance average power with scan speed to avoid scorching.
- 355/532 nm for selective film removal: 0.3–1.0 J/cm²; prioritize higher scan speeds; repetition 10–60 Hz.
- Stone/concrete graffiti — UV vs IR starting windows (hero decision)
- 355 nm (ns): ≈ 0.6–1.5 J/cm²; 10–60 Hz; 5–15 mm/s; 50–70% overlap; prefer 2–5 light passes.
- 1064 nm (ns): ≈ 0.5–1.2 J/cm²; 10–30 Hz; 10–20 mm/s; 50–70% overlap; tighten thermal monitoring.
- Rationale and caution: UV often yields lower HAZ and improved selectivity; IR can raise removal rate on dark pigments but increases substrate‑heating risk—aligns with open‑access conservation findings on stone such as Pouli (2016). Always verify on representative coupons.
Scan strategy and heat
- Overlap: 50–70% is a practical starting band to avoid striping while controlling cumulative dose. For porous substrates, err toward the lower end and add passes.
- Path planning: Use cross‑hatch (0°/90°) or 0°/60°/120° sequences to average out directional effects. For robotics, synchronize galvo/robot speeds to maintain constant linear velocity across contours.
- Dwell control: Avoid pausing the beam on edges/corners; program lead‑in/lead‑out and accelerate across gaps to prevent hot spots.
- Thermal management: Keep temperature rise conservative (field practice often targets ≤ 30–50 °C on stone/concrete); if hot spots appear, increase speed, reduce repetition, widen hatch, or add airflow.
Gas assist and monitoring
- Gas assist and LEV: Use local exhaust ventilation (LEV) at the source with HEPA filtration for particulates and activated carbon where VOCs are expected. This reduces redeposition and controls laser‑generated airborne contaminants (LGAC). OSHA highlights non‑beam hazards and ventilation fundamentals in the Technical Manual: OSHA OTM — Lasers, Section III, Chapter 6 and OSHA OTM — Industrial Ventilation, Section III, Chapter 3.
- Monitoring modalities: IR thermography or spot pyrometry for ΔT; in‑process camera/vision for color change; plume/photodiode signal to detect endpoint; acoustic emission shifts when the coating clears. Use a simple loop: Start Low → Short Pass → Inspect & Monitor → Increment → Document.
Standards and safety
US standards snapshot
Anchor your program to the ANSI Z136 series and OSHA, and align electrical work with NFPA 70E. Summaries and institutional manuals provide accessible context while the standards themselves remain the governing documents.
- ANSI Z136.1-2022 — Safe Use of Lasers: Establishes the laser safety program, Laser Safety Officer (LSO) authority, Maximum Permissible Exposure (MPE), Accessible Emission Limits (AEL), Nominal Hazard Zone (NHZ), eyewear selection, signage, training, and controls. See overview context in ANSI Z136.1-2022 — Safe Use of Lasers (ANSI blog) and institutional manuals like Stanford’s Laser Safety Manual and UC Berkeley’s Laser Safety Manual.
- ANSI Z136.9 — Manufacturing environments: Adds industrial/robotic cell specifics, enclosures, authorization, and maintenance/service controls. Scope references via the standards body: LIA — Z136.1 & Z136.9 Set.
- OSHA 29 CFR 1910 (relevant parts): Lockout/Tagout 1910.147; Electrical Subpart S 1910.303–.399; Respiratory Protection 1910.134; PPE 1910.132; Hazard Communication 1910.1200; and silica 1910.1053 for concrete work. See consolidated references at OSHA — Laser Hazards Standards.
- NFPA 70E — Electrical Safety in the Workplace: Requires energized work permits and arc‑flash risk assessments where justified energized work occurs around power cabinets or robot cells. See explanatory materials from NFPA: NFPA — Electrical Safety Program Overview.
Secondary international cross‑references (note as secondary):
- FDA/CDRH 21 CFR 1040.10/.11 — Laser product compliance for manufacturers; harmonization guidance via FDA Laser Notice No. 56.
- IEC 60825 (product safety/classification) and ISO 11553 (laser processing machines) provide global baselines; see scope/preview: IEC 60825‑1 and ISO 11553‑1.
PPE and engineering controls
- Eyewear: Select optical density (OD) for the operating wavelength(s) and worst‑case exposure, verify labels, and maintain inspection logs. Institutional appendices and calculators support OD selection; for example, UC Berkeley — Eyewear Selection Appendix and the LIA OD calculator (The Evaluator). LSO approval is required.
- NHZ and access control: Define NHZ, post signage, and implement barriers/interlocks per ANSI Z136.1/.9. See OSHA’s technical chapter on lasers for NHZ context: OSHA OTM — Lasers.
- Ventilation and LGAC: Use LEV with HEPA and, where appropriate, carbon. For concrete or masonry, plan for respirable crystalline silica (RCS) assessment and controls; OSHA’s general industry silica standard is 1910.1053 (see OSHA standards landing pages).
Validation and QA
- Coupon tests: Use representative materials (substrate + coating/contaminant). Record baseline photos, colorimetry, and roughness (if available). Run parameter sweeps with conservative increments.
- Acceptance criteria: Target minimal ΔE (e.g., <2–3, project‑specific), no microcracks under magnification, controlled ΔRa (e.g., <10% change, substrate‑specific), and ΔT within conservative limits (field practice often ≤ 30–50 °C on stone/concrete).
- Documentation: Store parameter matrices, thermal/visual data, inspection images, and final SOPs with LSO sign‑off. Train operators and re‑validate after hardware changes.
Conclusion
Choosing the best laser cleaning wavelength by material starts with absorption contrast and ends with controlled dose. For metals and oxides, 1064 nm is a proven workhorse; for delicate films and pigmented layers, 355/532 nm can increase selectivity; for thick organics, 10.6 µm often couples strongly. On stone and concrete, especially for graffiti, UV (355 nm) tends to limit thermal diffusion while IR (1064 nm) can lift dark paints faster but with higher substrate‑heating risk—always validate on coupons and monitor temperature, color, and surface integrity.
Next steps: assemble representative coupons; set conservative fluence and high scan speeds; run short, multi‑pass trials with thermal and visual monitoring; increment carefully; and document the resulting window into a standards‑aligned SOP. Keep a safety‑first mindset by anchoring your program to ANSI Z136.1/.9 and applicable OSHA/NFPA requirements, and maintain ventilation, PPE, access control, and training as non‑negotiables.








