
Introduction
The heat-affected zone (HAZ) is the region of base metal that does not melt but experiences temperature excursions high enough to alter its microstructure and properties. A wider HAZ often translates to greater distortion, residual stress, and local softening or hardening—problems that drive rework, tolerance loss, and qualification headaches.
Under comparable penetration and joint geometry, laser welding typically produces a HAZ that is about 75–85% smaller than TIG (GTAW). This guide explains why that reduction happens, what quantitative ranges you can expect in steels and aerospace aluminum sheet (2–4 mm), how to calculate and interpret heat input (J/mm) and cooling behavior, which parameters matter most, and where the limits and exceptions sit.
Key takeaways
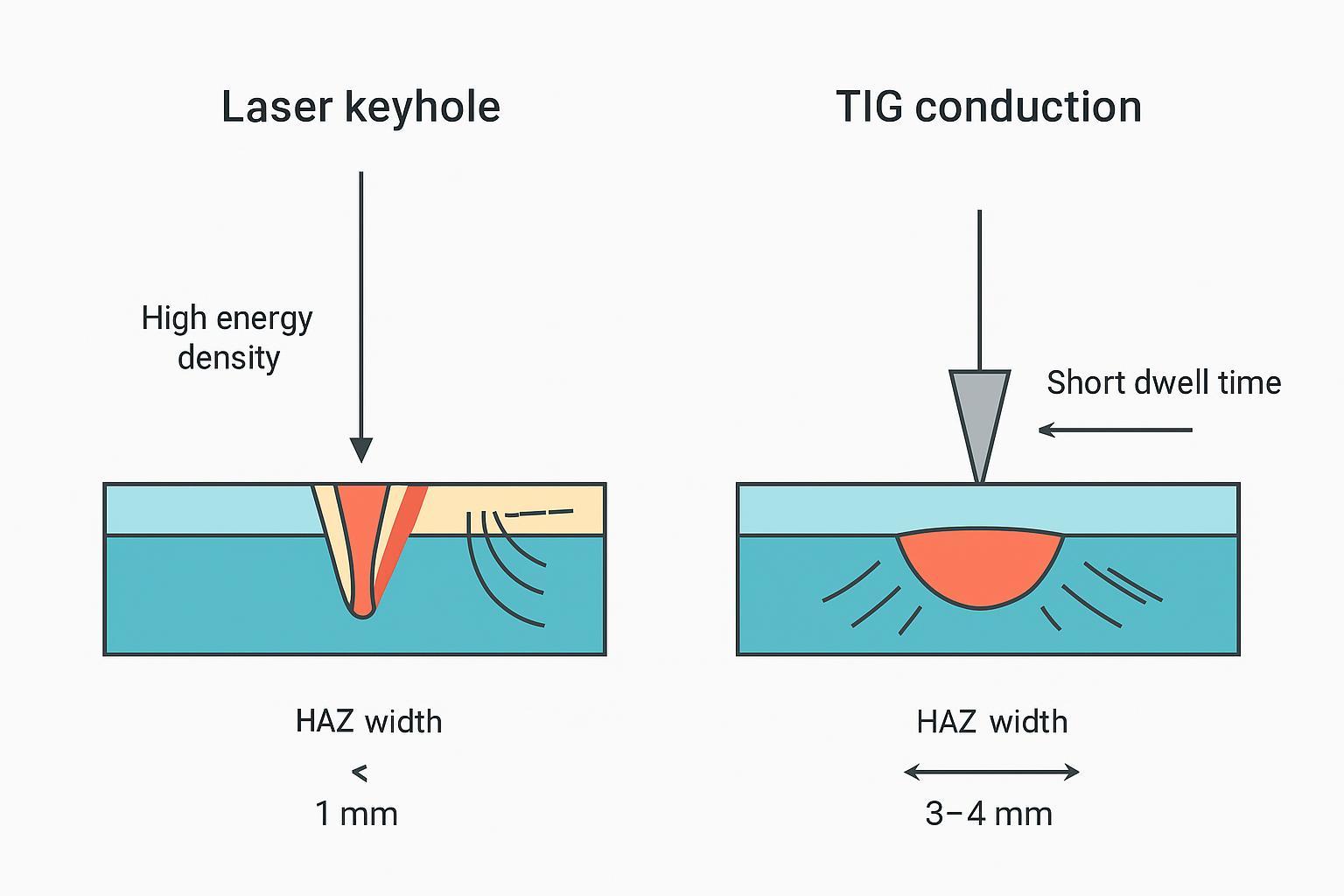
- Laser’s high energy density and short dwell time constrict lateral heat flow, yielding a much narrower HAZ than TIG for similar penetration.
- In thin steels and 2–4 mm aerospace aluminum sheet, indicative HAZ widths for laser are often sub‑millimeter to low‑millimeter, while TIG frequently spans several millimeters; verify with paired, in-house tests.
- Linear energy (J/mm) alone is not decisive; HAZ width tracks energy density and thermal cycle length (dwell/t8/5) more closely.
- Faster cooling curbs grain growth and overaging, improving dimensional control and better retaining base material properties.
- Beam quality, spot size, speed, shielding, and surface condition dominate HAZ outcomes; set these first, then fine-tune power.
Why laser HAZ is smaller
Energy density and keyhole physics
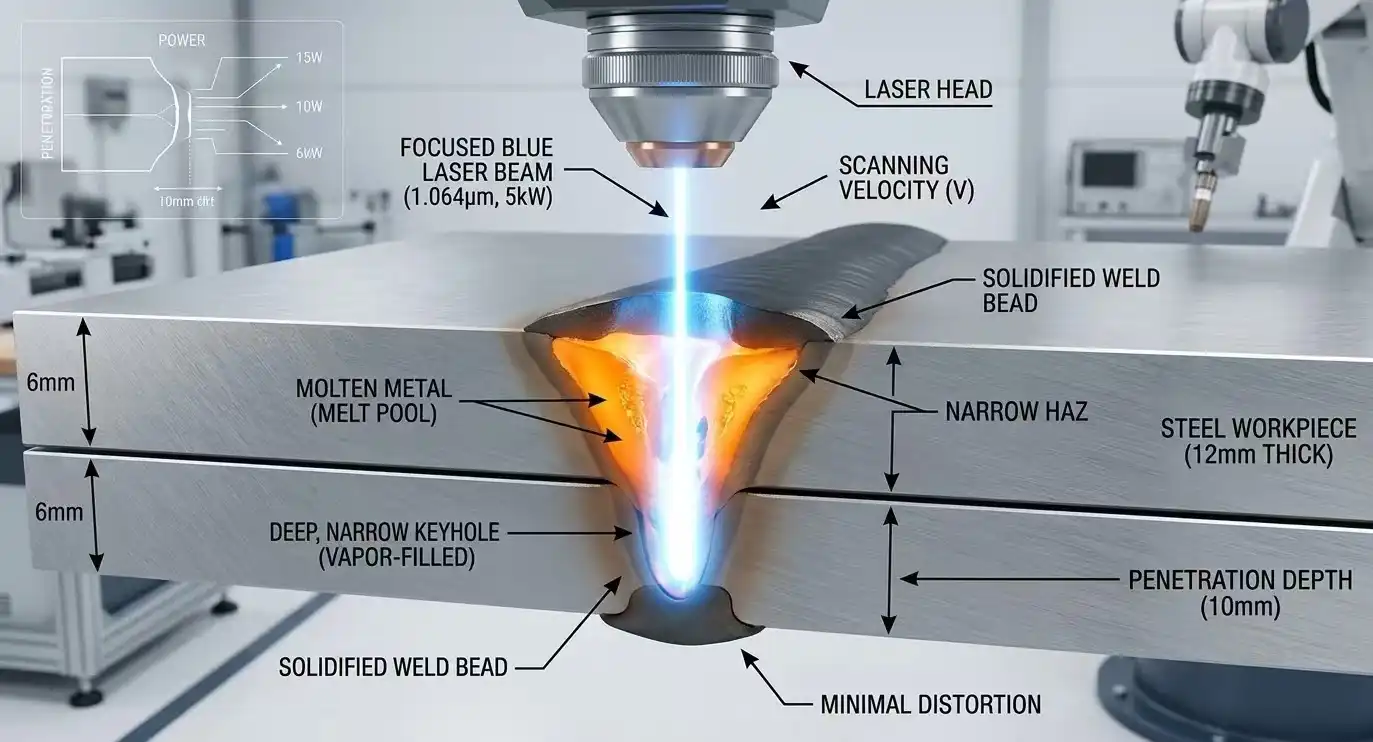
In keyhole laser welding, power is concentrated into a small focal spot, driving irradiance orders of magnitude above arc levels. The vapor-filled keyhole deposits energy volumetrically along the thickness, creating deep, narrow fusion. That concentration reduces lateral conduction and shrinks the HAZ for a given penetration depth. Modern reviews detail how keyhole formation and stability correlate with high power density and narrow thermal footprints, which produce a correspondingly narrow HAZ compared with arc processes. See the mechanisms summarized in the open-access review, Review and Analysis of Modern Laser Beam Welding Processes (2024), which emphasizes the “narrow HAZ” outcome of keyhole mode.
- Reference: the mechanisms and keyhole advantages are synthesized in the peer-reviewed Review and Analysis of Modern Laser Beam Welding Processes (2024), hosted on PubMed Central.
According to the Review and Analysis of Modern Laser Beam Welding Processes (2024), keyhole welding’s concentrated energy delivery at higher speeds is a primary reason the laser welding heat-affected zone typically narrows relative to arc welding.
Shorter thermal cycles and heat input
TIG relies on conduction from a broader arc footprint at slower speeds, which lengthens dwell time and increases total heat input per unit length. The longer the thermal cycle (e.g., t8/5 in steels), the wider the HAZ and the larger the microstructural changes. Laser welding, by contrast, moves faster with less lateral soak, so peak temperatures decay quickly as you move away from the fusion line.
As a refresher, a practical scalar for arc processes is linear heat input, where Q (J/mm) ≈ (V × I × 60 × η) / travel speed. For lasers, a first-pass linear energy estimate is Ea (J/mm) ≈ (Power × 60) / travel speed. Yet equal J/mm values do not yield equal HAZ widths because energy density and dwell dominate how heat spreads.
- For definitions and influencing factors for HAZ, see TWI’s What is the Heat Affected Zone (HAZ)?
- For a plain-language explanation of cooling-time proxies (t8/5) and why longer t8/5 widens HAZ in steels, see the MIGAL t8/5 explainer.
Narrow fusion geometry and conduction
Laser keyhole fusion profiles are slender with high aspect ratio, so conduction paths into the surrounding plate are short in time and tight in space. TIG’s shallow, wider fusion topography raises the effective lateral area for heat loss, which expands the HAZ. As speed increases and spot diameter contracts (higher beam quality), laser welds further reduce lateral heat spread for the same or greater penetration.
Quantitative HAZ benchmarks
Steels: typical HAZ widths
Across thin automotive steels (≈1–2 mm), engineers commonly observe laser HAZ widths in the sub‑millimeter to low‑millimeter range when operating in stable keyhole mode at high travel speeds, while TIG often produces multi‑millimeter HAZ because of slower speeds and broader heating. Numbers are alloy- and setup-dependent; report mean ± SD from etched cross-sections to avoid cherry-picking. A large 2024 review enumerates these qualitative differences and shows representative focus diameters and speeds associated with narrow HAZ in laser beam welding.
- Definition and HAZ determinants are summarized by TWI in What is the Heat Affected Zone (HAZ)?
- Mechanism evidence for narrow HAZ in LBW is discussed in the Review and Analysis of Modern Laser Beam Welding Processes (2024).
Aluminum alloys: typical HAZ widths
For aerospace aluminum sheet (2–4 mm)—e.g., 6061‑T6 or 2024‑T3—laser keyhole welding at high speed typically constrains the softened HAZ to roughly the low‑millimeter scale, while TIG often spans several millimeters under comparable penetration. Aluminum’s high thermal conductivity and reflectivity make shielding, surface prep, and focus position especially influential. Because precipitation-hardened tempers are sensitive to overaging, faster, more concentrated laser heating helps keep the softened zone narrow, mitigating property loss adjacent to the fusion line.
- For alloy metallurgy and HAZ softening behavior in precipitation-hardened Al, see recent open-access reviews on aluminum welding and precipitation effects.
Heat input examples (J/mm)
The following worked examples illustrate how to compute linear energy and why it is necessary—but not sufficient—for predicting HAZ width.
- TIG example (butt, 3 mm Al): V = 14 V, I = 80 A, η = 0.6, travel speed = 300 mm/min.
- Q = (14 × 80 × 60 × 0.6) / 300 ≈ 134 J/mm.
- Laser example (keyhole, 3 mm Al): Power = 1.5 kW, travel speed = 300 mm/min.
- Ea = (1500 × 60) / 300 = 300 J/mm.
Despite the higher linear energy in the laser example, the laser welding heat-affected zone can still be narrower because the energy is delivered at vastly higher power density with much shorter dwell.
| Process | Example parameters | Linear energy (J/mm) | Notes |
|---|---|---|---|
| TIG (GTAW) | 14 V, 80 A, η=0.6, 300 mm/min | ≈134 | Broader arc footprint, longer dwell widens HAZ |
| Laser keyhole | 1.5 kW, 300 mm/min | 300 | Higher irradiance shortens dwell; HAZ remains narrow |
Microstructure and cooling
Cooling rates and grain growth
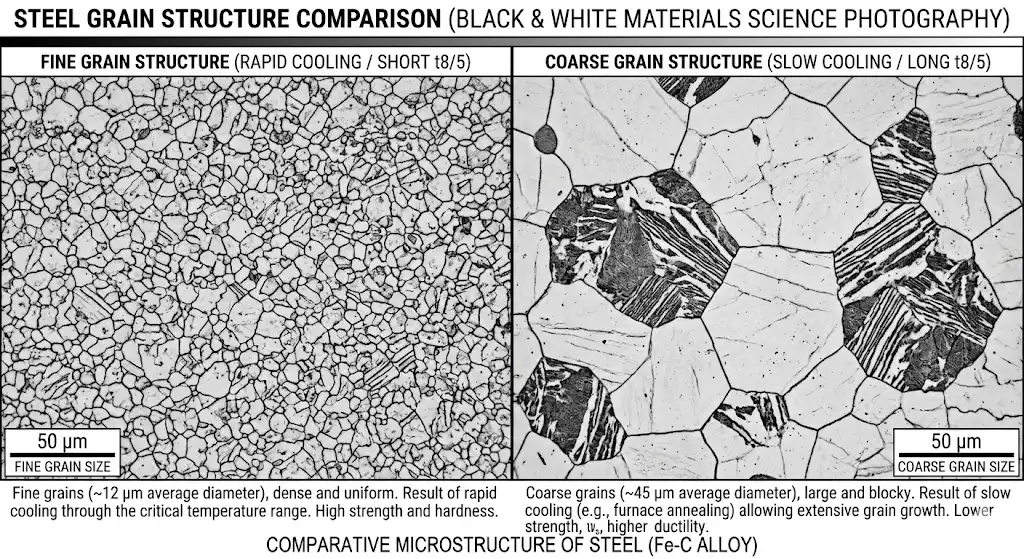
Cooling rate governs transformation products in steels and controls grain growth and precipitation dynamics in aluminum alloys. The t8/5 interval (cooling time from 800°C to 500°C) serves as a practical proxy in steels: longer t8/5 allows coarser grains and softer microstructures in many alloys, widening the HAZ and altering hardness. Laser welding’s higher speed and concentrated energy delivery typically shorten t8/5, limiting grain growth and constraining HAZ width.
For an explainer on the t8/5 concept and how inputs like travel speed, preheat, and thickness change the thermal cycle, see the MIGAL t8/5 explainer and calculator.
Hardness and property retention
- Steels: Narrower HAZ and shorter thermal cycles often yield steeper hardness gradients right at the fusion boundary but less overall area with altered hardness, which can simplify post‑weld heat treatment decisions and reduce distortion risk.
- Aerospace Al (2–4 mm): Precipitation-hardened grades (e.g., 6xxx Mg2Si and 2xxx Al2Cu systems) experience precipitate dissolution/overaging in the HAZ that softens the material. Faster laser cycles typically confine this softened zone, better preserving base‑metal properties adjacent to the weld, provided porosity and lack‑of‑fusion defects are controlled through proper cleaning and shielding.
For a concise definition of HAZ and its metallurgical consequences, see TWI’s What is the Heat Affected Zone (HAZ)?, and for alloy‑specific precipitation effects in aluminum welding, consult recent open‑access reviews on aluminum alloy welding behavior.
Parameters that matter
Beam quality, spot size, speed
- Beam quality (M²) sets the achievable focus diameter. Lower M² enables a smaller spot, raising power density (irradiance) and allowing deeper penetration at higher speed—both factors that tighten the laser welding heat-affected zone.
- Spot size and speed jointly determine dwell time and lateral conduction. At constant penetration, a smaller spot and higher speed generally narrow the HAZ.
- Focus position, wobble/oscillation amplitude, and stability also affect keyhole integrity; instability tends to widen the effective thermal footprint.
Example:
Reducing spot diameter from 0.6 mm to 0.3 mm quadruples irradiance at equal power (area scales with diameter squared), enabling a shift to higher travel speeds for the same penetration, which shortens dwell and constricts the HAZ.
A single neutral example of controls in practice: A fiber laser platform with high beam quality and application presets for 2–4 mm aluminum can help operators reach stable keyhole conditions at higher speeds, which supports a narrower HAZ compared with slower, broader-arc processes—see Oceanplayer.
Shielding, coupling, efficiency
- Shielding gas: For aluminum, argon is common; Ar‑He mixes may improve penetration and reduce porosity at higher speeds. Ensure laminar coverage over the weld and trailing zones.
- Coupling: Cleanliness is non‑negotiable for reflective alloys. Remove oxides and contaminants to stabilize the keyhole and maintain consistent coupling, which directly influences HAZ uniformity.
- Efficiency: While laser linear energy estimates often omit explicit η in first‑pass calculations, practical efficiency depends on focus, angle, surface condition, and plume control. Effective process efficiency that raises penetration at speed without extra lateral heating is what keeps HAZ tight.
Material and thickness effects
- Thin sheet favors the laser advantage: higher speeds and lower total heat lessen distortion and HAZ width.
- As thickness increases, required energy and dwell rise, trimming laser’s HAZ advantage unless power density and speed scale accordingly or hybrid approaches are used.
- High‑conductivity alloys (Al, Cu) narrow the stable window and demand rigorous shielding and surface prep to prevent defects while preserving a narrow HAZ.
Limits and exceptions
Thick sections and preheat
In thick sections (≈>6–8 mm), full‑penetration keyhole welding may necessitate slower travel, beam oscillation, or multi‑pass strategies. Preheat and slower cycles broaden the thermal footprint, reducing the HAZ advantage. Hybrid laser‑arc processes can restore productivity and penetration but typically expand the HAZ compared with pure laser keyhole on thin sheet.
High-conductivity alloys
High‑conductivity materials such as certain Al and Cu grades demand higher inputs or reduced speeds to achieve penetration. If speed is pulled down too far, the laser welding heat-affected zone widens and can approach arc‑like footprints. Careful balance of power, spot size, and shielding is required to preserve the narrow HAZ while avoiding porosity and lack of fusion.
Pulsed vs CW and instability
Pulsed or unstable regimes can enlarge the effective thermal imprint due to cyclic energy delivery and keyhole oscillations. For the narrowest HAZ, maintain a stable continuous‑wave keyhole or a carefully tuned high‑frequency modulation that does not elongate dwell.
Conclusion
Laser welding’s concentrated energy delivery, high travel speeds, and deep‑narrow fusion geometry consistently compress lateral heat flow—shrinking the HAZ by roughly 75–85% versus TIG under matched penetration in thin plate. For aerospace aluminum sheets in the 2–4 mm range, this typically means a low‑millimeter softened zone rather than a multi‑millimeter swath. When distortion control and property retention are critical, choose laser first; validate with paired, in‑house cross‑sections, microhardness traverses, and cooling‑time estimates to lock in parameters with confidence.
References and further reading
- TWI — What is the Heat Affected Zone (definition, factors, risks): https://www.twi-global.com/technical-knowledge/faqs/what-is-the-heat-affected-zone
- Review and Analysis of Modern Laser Beam Welding Processes (2024) — mechanisms, speeds, focus diameters, and narrow HAZ context: https://pmc.ncbi.nlm.nih.gov/articles/PMC11433298/
- MIGAL — Explanations cooling rate t8/5 and calculator (cooling proxy and inputs): https://www.migal.co/en/service/welding-calculators/cooling-rate-t8/5-calculator/explanations-cooling-rate-t8/5
- IPG Photonics — Why spot size matters (irradiance and focus guidance): https://www.ipgphotonics.com/newsroom/stories/why-should-we-care-about-spot-size-in-fiber-laser








