
Introduction
A tire mold shapes the green tire during curing, forming every tread block, sipe, and sidewall detail while heat and pressure from the bladder drive vulcanization. For PCR/LT (Passenger Car Radial/Light Truck), molds must balance complex geometry, cosmetic quality, and throughput. This guide explains tire mold types, materials, venting strategies, manufacturing workflow, maintenance practices, economics, and 2024–2026 trends to support plant engineering, maintenance, operations, and procurement decisions.
We reference current practices and standards where appropriate, including OSHA and ANSI safety guidance for maintenance and cleaning, and recent advances in laser texturing and hybrid manufacturing.
Key takeaways
- Match mold architecture to tread complexity and demolding risk: clamshell for simpler PCR/LT patterns and segmented for intricate ribs/sipes and faster changeovers.
- Treat venting as a process parameter: use slot vents, pin-vent micro-holes, or porous inserts with indicative dimensions and validate via simulation, DOE, and trial cures.
- Adopt a digital manufacturing workflow: CAD/CAM → 5-axis machining/EDM → laser texturing → assembly and CMM → trial cures; this shortens lead times and improves repeatability.
- Clean molds conditionally and safely: dry ice, laser, and ultrasonic each have trade-offs; align with OSHA PPE/LOTO and ANSI Z136 for laser systems.
- Economics hinge on pattern complexity, segment count, texturing, and supplier capacity; plan sourcing buffers and qualification windows to avoid launch delays.
Types and selection
Clamshell (two-piece) tire mold
A clamshell tire mold consists of two halves closing around the green tire. For PCR/LT applications with simpler tread patterns and fewer deep undercuts, two-piece molds can be cost-effective and quicker to fabricate. They typically offer:
- Lower initial cost and simpler maintenance compared with segmented molds.
- Adequate demolding for uniform ribs and moderate sipe depth.
- Potentially longer visible parting lines and limited freedom for very fine, complex blocks.
Industry commentary notes that two-piece molds remain viable for straightforward patterns and stable SKUs where high volumes justify simplicity. For background on trade-offs discussed by multiple practitioners, see the expert roundtable on clamshell versus segmented designs in AGTireTalk’s 2025 discussion: according to the editors’ summary, intricate patterns and demolding of long lugs trend toward segmented solutions, while simpler, cost-sensitive applications can fit two-piece approaches in some cases (AGTireTalk — Why Molds Matter: Clamshell vs Segmented, 2025).
Segmented tire mold
Segmented tire molds use multiple radial segments that retract on opening to release complex tread geometry without tearing. In PCR/LT production, segmented molds are favored for:
- Complex tread blocks, dense sipe networks, and aggressive shoulder features.
- Better demolding of undercuts and long lugs via radial segment motion.
- Faster segment-level maintenance or replacement, aiding SKU agility.
A digitally integrated workflow—5-axis CNC for segment bodies, EDM for fine features, and laser texturing for sidewalls—supports the precision and interchangeability these molds require. Whitepapers from leading machine-tool providers describe this hybrid approach, emphasizing repeatability and digital traceability across steps in 2024–2026 (see the hybrid, laser-texturing-enabled workflows outlined by the publisher in their tire mold references and brochures: GF Machining Solutions — Tire mold whitepaper, 2024; GF Machining Solutions — Laser texturing brochure, 2024).
Selection criteria by tire class and tread complexity
- Tread geometry and demolding: If sipes are fine and deep or shoulder blocks create undercuts, segmented molds reduce demolding risk.
- Cosmetic requirements: Sidewall texture and branding often benefit from laser texturing for uniform appearance across parting lines.
- Changeover agility: Segmented designs can enable segment swaps for maintenance without pulling a full ring.
- Cost and lead time: Two-piece molds may offer lower cost and shorter fabrication for simple patterns; segmented molds carry higher precision and assembly demands.
- Uniformity and performance: For PCR/LT, intricate treads targeting wet traction or noise performance often push toward segmented solutions, but confirm with simulation and trial cures.
Materials and venting
Common mold materials and where they fit
Most tire molds use cast irons or tool steels for durability, thermal stability, and machinability. For PCR/LT molds:
- Cast iron: good thermal conductivity and damping; common for two-piece molds and some segment bodies.
- Tool steels (e.g., P20-class, H13-class equivalents): used where higher strength, wear resistance, or thermal fatigue resistance is needed, especially in segments and feature-dense regions.
- Inserts: Complex or high-wear features may use hardened inserts, occasionally additively manufactured and post-machined for precise geometry.
Surface engineering and release control
Surface treatments and textures affect release, fouling, and appearance.
- Laser texturing can replicate consistent micro-textures and sidewall graphics without chemical etching and with higher repeatability. Recent industry documents describe laser texturing as mainstream in 2024–2026 workflows for both cosmetics and function on tire molds (GF Machining Solutions — Laser texturing brochure, 2024).
- Coatings (e.g., hard chrome, nitriding, PVD/DLC) and base finish (Ra/Rz) are tuned to compound and release agents. Public, tire‑specific comparative datasets remain limited; plants should validate via controlled DOEs measuring demolding force, fouling interval, and surface finish over representative cure cycles.
Venting strategies and practical dimensions
Venting removes trapped air and volatiles to prevent voids, air traps, and surface blemishes. Three common strategies in PCR/LT molds are pin-vent micro-holes, slot vents, and localized porous/sintered inserts. Because tire‑specific, publicly citable micro‑vent numbers are scarce, the ranges below are presented as indicative engineering bands that require validation via simulation, supplier consultation, DOEs, and trial cures. Patents provide design concepts for larger conduits and inserts but should not be taken as cavity-surface micro-vent prescriptions (see examples such as US20070278707A1 vent plugs concept and WO2016106190A1 vent insert conduit sizes).
Indicative ranges (PCR/LT — validate for your compounds and tread geometry):
| Vent type | Typical feature | Indicative dimension band | Placement/spacing guidance | Tolerance/notes |
|---|---|---|---|---|
| Pin-vent micro-holes | Exposed hole at cavity surface | Diameter ~0.3–1.0 mm | 10–30 mm spacing along ribs/blocks; denser near predicted air traps | Control exposed diameter after coating: ±0.05 mm; deburr and polish entry |
| Slot vents | Narrow, shallow channel | Width ~0.2–0.8 mm; depth ~0.1–0.5 mm | Along rib/sipe terminations and long flow paths | Balance vent efficacy vs flash risk; verify with trial cures |
| Porous/sintered inserts | Localized degassing insert | Nominal pore size ~5–50 μm | At complex blocks/shoulders and dead-end pockets | Monitor permeability; schedule frequent cleaning to prevent fouling |
Defect linkage (examples):
- Air pockets/porosity at block roots → add/resize pin vents; consider porous insert near dead-ends; review sipe termination.
- Flash/spew along ribs → reduce slot width/depth or increase clamp pressure; inspect for wear.
- Cosmetic pips at surface → reduce exposed hole diameter; polish entrance; trial adjusted spacing.
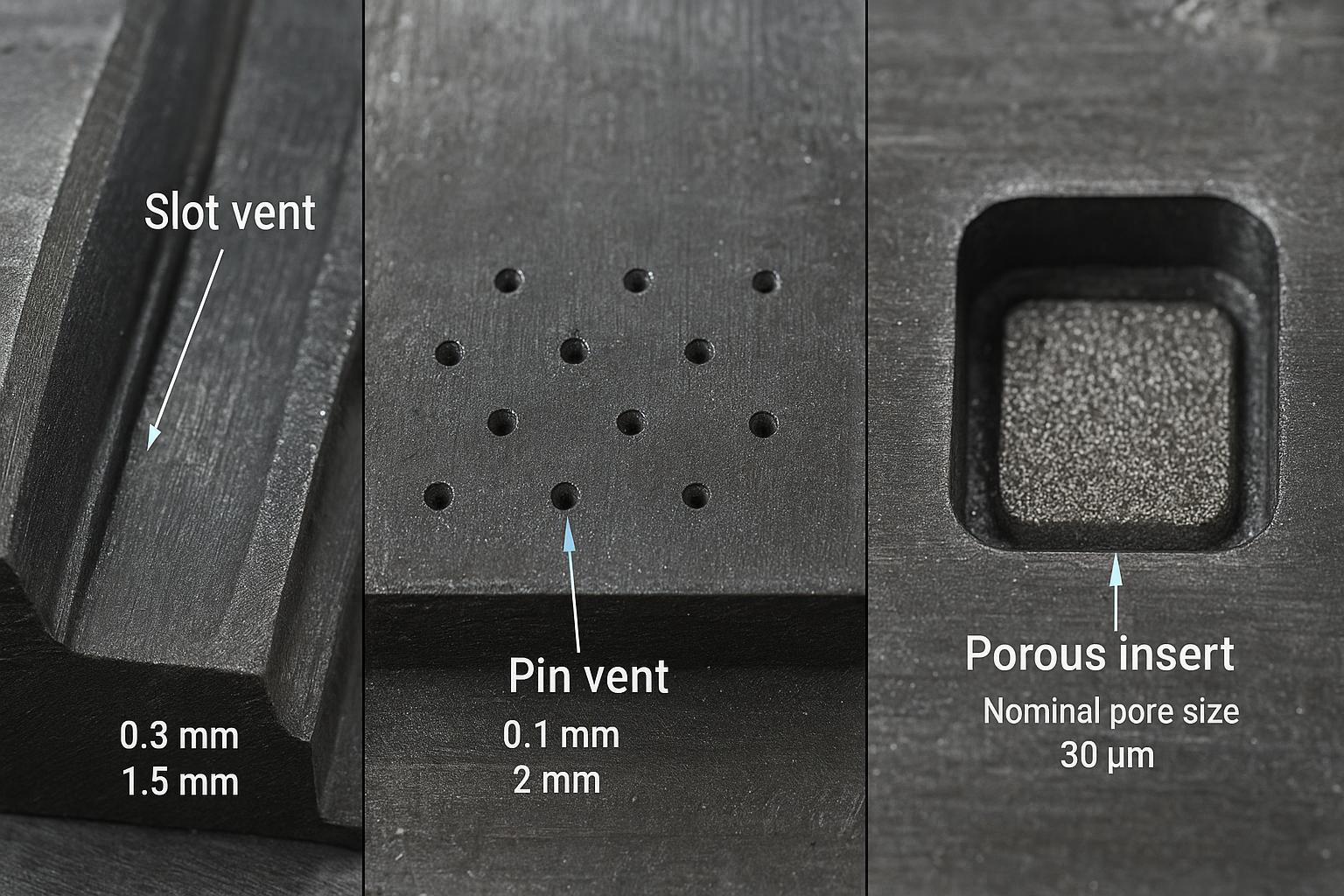
Figure: Realistic macro composite showing slot vents, pin-vent micro-holes, and a porous insert with overlay dimensions. Use as a conceptual placement aid; confirm final dimensions through simulation and trials.
Manufacturing workflow
CAD/CAM to multi-axis machining and EDM
A modern tire mold manufacturing flow starts with robust CAD models and CAM programming for every segment, tread feature, and sidewall. Five-axis CNC milling roughs and finishes segment bodies and interfaces; EDM completes fine features and sharp internal corners. Leading machine-tool providers document this hybrid approach and its quality benefits in 2024–2026 (GF Machining Solutions — Tire mold whitepaper, 2024).
Laser texturing and micro-feature creation
Laser texturing digitally replicates textures and graphics, improving cross-seam consistency and reducing chemical processing. It also enables grayscale-controlled micro-topographies that can influence release. Industry brochures and application notes position laser texturing as a standard capability in current mold shops (GF Machining Solutions — Laser texturing brochure, 2024).
Assembly, metrology, and trial cures
After machining and texturing, segments are assembled into a ring, and critical dimensions are verified via CMM and optical methods. Metrology confirms segment interchangeability and cavity fidelity. Trial cures validate venting efficacy, tread replication, and sidewall appearance before volume release. Automation and fixturing concepts described in manufacturing trade sources reinforce how consistent setups improve repeatability (Modern Machine Shop — Automation evolution).
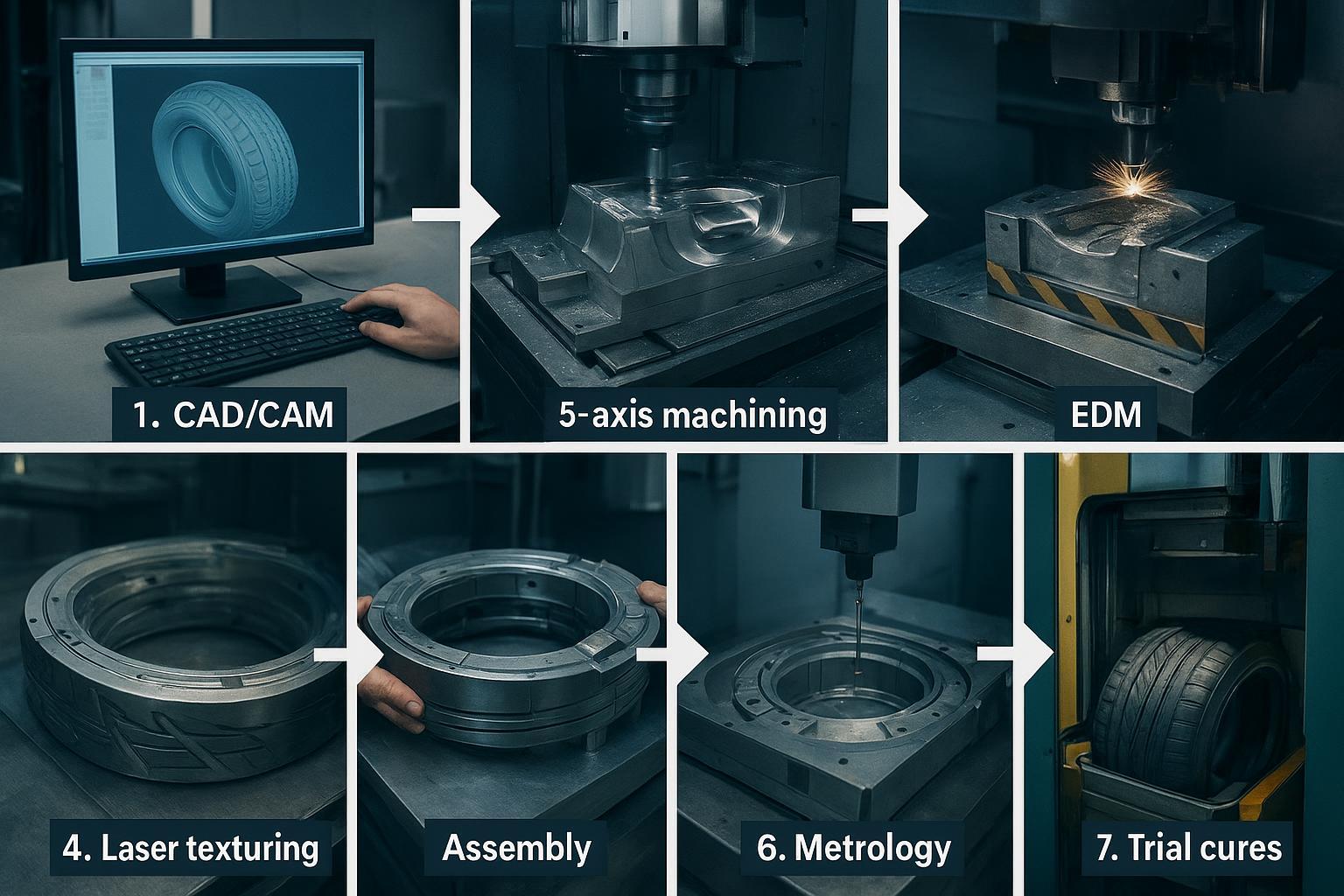
Infographic: CAD/CAM → 5-axis machining → EDM → laser texturing → assembly → metrology → trial cures.
Maintenance and lifecycle
Cleaning methods: dry ice, laser, ultrasonic
Cleaning aims to remove residues that block vents and degrade surface quality without damaging the mold.
- Dry ice blasting: Can be performed in-situ at temperature, reducing disassembly and cooldown time. It is non-abrasive and can protect fine features when used correctly. A reputable industrial reference for plastic/rubber molds highlights these benefits for uptime and surface preservation (Cold Jet — Plastic & Rubber Mold Cleaning, 2025).
- Laser cleaning: Provides precise, abrasion-free removal with minimal consumables. Follow ANSI Z136 laser safety and ensure enclosures and fume extraction. Suitable for stubborn residues and detailed areas.
- Ultrasonic cleaning: Off-press immersion with aqueous chemistry; effective for complex geometries but incurs cooldown and handling time. Confirm compatibility with coatings and base metals.
Preventive maintenance intervals and safety
Adopt a condition-based plan using measurable triggers:
- Vent clog rate: e.g., if >2–3% of inspected vents in any 100 mm x 100 mm area are obstructed, schedule a targeted clean.
- Cosmetic defect rate: threshold per 100 cures for pips, spew, or trapped-air blemishes.
- Surface roughness drift: periodic Ra/Rz checks on witness coupons or non-critical surfaces.
Safety checklist (align with U.S. norms):
- PPE and hazard assessment per OSHA 29 CFR 1910.132; respiratory protection when needed (1910.134); LOTO for mechanical/electrical isolation (1910.147); machine guarding (1910.212); noise (1910.95); ventilation and air contaminants (1910.94/1910.1000); chemical handling per Hazard Communication (1910.1200). See OSHA’s consolidated guidance on laser hazards as well (OSHA — Laser hazards standards).
- Laser systems: Implement controls to ANSI Z136.1 and manufacturing-focused guidance in Z136.9; train operators and maintain eyewear/enclosures (ANSI Z136.1 overview, 2022; LIA resource for Z136.9).
Quick maintenance checklist:
- Inspect vents (borescope/optical) every X cures; log clog distribution; clean locally before it spreads.
- Alternate light, frequent in-situ cleaning (e.g., dry ice) with deeper periodic cleaning (laser or ultrasonic) to reset surfaces.
- Verify dimensional stability (CMM) and surface roughness after any refurbishment.
- Track defect Pareto and tie countermeasures to specific vent zones.
Failure modes and refurbishment approaches
- Wear and rounding of sharp features → restore via EDM or insert replacement; confirm with metrology.
- Coating degradation (e.g., chrome cracks) → strip/recoat; validate release behavior on trial cures.
- Thermal fatigue or cracking in high-stress regions → weld repair or insert substitution; assess root cause (cycle thermal gradient, clamping).
- Persistent cosmetic pips or flash → evaluate vent geometry, cleanliness, and local pressure distribution; revise vent map as needed.
Economics and 2024–2026 trends
Cost drivers, typical ranges, and lead times
Costs and lead times vary widely by tread complexity, segment count, micro-feature density, metrology rigor, and texturing approach. Public, citable averages for PCR/LT molds are limited; treat any numbers you gather from suppliers as quote-specific. Typical drivers to discuss internally:
- Complexity: deep sipes, fine textures, and dense vent maps extend machining and texturing time.
- Segment count and interchangeability requirements: more segments and tighter tolerances increase cost.
- Surface engineering: laser texturing and advanced coatings can raise unit cost while potentially reducing cosmetic defects and chemical use.
- Capacity and logistics: queue times at specialized shops and regionalization/localization policies influence lead times.
Sourcing strategies and capacity considerations
- Dual-source critical SKUs where feasible; qualify backup suppliers early.
- Share digital twins and clear GD&T/finish/venting specifications to reduce iteration cycles.
- Plan for metrology/validation capacity (CMM, trial cures) alongside machining/texturing capacity; otherwise, bottlenecks shift downstream.
Digital twins, sensors, and additive manufacturing
- Digital twins: Plants increasingly simulate curing and degassing to optimize vent placement and predict blemish risk, reflecting broader manufacturing digitalization trends reported in 2025 (Tire Technology International — Expo 2025 digitalization overview).
- Sensors and data: Temperature and pressure sensing during trial cures help tune vent maps and cure profiles.
- Additive manufacturing: Metal AM enables complex inserts and cooling channels; combined with 5-axis/EDM, it shortens development of intricate PCR/LT features (see hybrid workflow context in GF Machining Solutions — Tire mold whitepaper, 2024).
Conclusion
To select and care for a PCR/LT tire mold, tie mold architecture to tread geometry and production goals. Treat venting as a tunable parameter: start with conservative, indicative dimensions and refine using simulation, metrology, and trial cures. Clean regularly, inspect vents with objective thresholds, and refurbish worn features before defects spread. Finally, leverage digital texturing, data from trial cures, and—where it makes sense—additive inserts to reduce scrap and accelerate program launches.








