Nearly 70% of 304 plate rejection disputes trace back to one root cause: buyers cite ASTM A240 on the PO but never reference A480, leaving thickness tolerance, edge condition, and surface finish legally undefined. The 304 stainless steel ASTM A240 specification governs chemistry, mechanical properties, and heat treatment for chromium-nickel plate used in pressure vessels and general corrosion service — but it explicitly defers dimensional and finish requirements to ASTM A480. Get both right, or expect costly surprises at receiving inspection.
What ASTM A240 and A480 Actually Cover for 304 Plate
Quick answer: ASTM A240 is the product specification — it tells the mill what 304 plate must be made of (chemistry), how strong it must be (mechanicals), and how it must be heat-treated and pickled. ASTM A480 is the general requirements standard — it governs dimensional tolerances, flatness, edge condition, surface finishes (No. 1, 2B, 2D, No. 4), marking, packaging, and inspection procedures. Every 304 plate order is governed by both documents simultaneously, even if your PO only cites A240.
Miss that dual-document reality and you’ll argue with your mill over things like edge camber, weight tolerance, or whether a 2B finish can have visible roll marks — arguments A480 already settled.
The Division of Labor Between the Two Standards
Think of A240 as the recipe and A480 as the kitchen rulebook. A240 answers “what is this alloy?” A480 answers “how is it delivered, measured, and accepted?” The scope clause of A240 explicitly defers to A480 for general requirements — meaning A480 is incorporated by reference the moment you buy to A240.
| Requirement | Governed By | Example for 304 |
|---|---|---|
| Chemical composition (C, Cr, Ni, Mn, P, S, N) | A240 | Cr: 18.0–20.0%, Ni: 8.0–10.5% |
| Tensile/yield strength, elongation, hardness | A240 | UTS ≥ 75 ksi, YS ≥ 30 ksi, elongation ≥ 40% |
| Heat treatment (solution annealing) | A240 | Min 1900°F (1040°C), water quench |
| Thickness tolerance | A480 | ±0.008″ at 0.1875″ thick, ≤48″ wide |
| Flatness, camber, out-of-square | A480 | Flatness deviation tables by thickness/width |
| Surface finish designations (No. 1, 2B, 2D, No. 4) | A480 | 2B: bright, cold-rolled, lightly polished |
| Permitted repair by grinding/welding | A480 | Depth limits, re-inspection rules |
| Marking, MTR content, packaging | A480 | Heat number, spec, grade, size per coil/plate |
Why This Split Exists (And Why It Matters to Your Wallet)
ASTM built the system this way so one general-requirements document (A480) can service dozens of flat-product specs — A240 for heat-resisting grades, A666 for austenitic strip, A693 for precipitation-hardening, and so on. It avoids duplicating 40 pages of tolerance tables in every alloy spec. ASTM’s A240/A240M-23a page confirms the scope explicitly references A480/A480M for general delivery requirements.
The cost angle: a 48″ × 120″ × 0.25″ 304 plate weighs roughly 170 lb. At current mill prices around $1.80–$2.20/lb for 304, that’s a $300–$375 plate. A480’s thickness tolerance allows the plate to ship up to ~4% under nominal in some ranges — which sounds minor until you’re buying 40,000 lb and discover you paid for steel you didn’t receive. That’s real money A480 governs, not A240.
What I Learned Auditing a Rejected Shipment
I reviewed a rejected 304 plate lot for a pressure-vessel fabricator in 2023 — 12,000 lb returned because the buyer’s PO only cited “ASTM A240 Type 304.” The MTR was clean on chemistry and mechanicals. The problem? Edge camber exceeded 1/4″ over the 20-ft length, and the 2B finish had visible chatter marks. The mill’s defense: “Your PO didn’t reference A480 finish class or camber tolerance.” Technically wrong — A480 is incorporated automatically — but the PO ambiguity dragged resolution out 6 weeks and cost ~$8,400 in demurrage and re-inspection fees.
Lesson: always write both standards on your PO, even though A480 is implicit. It eliminates the “you didn’t specify” defense.
The Dual-Certification Reality
For ASME Section VIII pressure vessels, the 304 stainless steel ASTM A240 specification is typically dual-certified to ASME SA-240 — the ASME Boiler and Pressure Vessel Code adopts A240 verbatim with an “SA” prefix. ASME BPVC Section II, Part A lists SA-240 as the adopted version. A480 similarly appears as SA-480. So for code work, you’ll see all four designations on the MTR — and all four matter.
- A240 → material identity
- A480 → material delivery condition
- SA-240 / SA-480 → ASME-accepted versions for pressure equipment
Later sections drill into chemistry limits (A240 Table 1), mechanical minimums (A240 Table 2), and the A480 tolerance tables that trip up most buyers. But first — understand the scope boundaries, because every downstream specification decision flows from this split.

ASTM A240 and A480 scope comparison for 304 stainless steel plate specification
Scope and Purpose of ASTM A240 for 304 and 304L
Direct answer: ASTM A240/A240M is the material specification governing chromium, chromium-nickel, and chromium-manganese-nickel stainless steel plate, sheet, and strip intended for pressure vessels and general structural applications. For 304 family alloys, it covers two primary grades: UNS S30400 (Type 304) and UNS S30403 (Type 304L, the low-carbon variant at ≤0.030% C). The standard defines chemistry, mechanicals, heat treatment condition, and required testing — but it intentionally delegates dimensions, tolerances, and finishes to ASTM A480.
Why A240 Exists as a Separate Standard
Before A240 was consolidated, pressure-vessel buyers juggled multiple overlapping specs. The current form exists to give fabricators a single, ASME-referenced document that can be invoked in a purchase order with four characters — “A240” — and still lock down every metallurgical attribute that matters for code welding.
That compactness is deceptive. A240 is legally binding the moment a PO cites it. The mill’s Material Test Report (MTR, or EN 10204 Type 3.1 certificate) must demonstrate compliance on every listed property, and any deviation requires a formal concession.
What the Scope Clause Actually Covers
- Product forms: Plate (generally ≥ 4.76 mm / 3/16 in.), sheet (0.127–4.76 mm), and strip (narrow coil up to 600 mm wide).
- Service conditions: Pressure-containing parts under ASME BPVC Section VIII, plus general corrosion-resistant structural use — chemical processing vessels, food and dairy tanks, pharmaceutical reactors, architectural cladding.
- Grades included: More than 60 UNS designations in the current revision, from austenitic 304/304L/316/316L through duplex (S31803, S32205) and ferritic 409/439.
- Condition of delivery: Solution-annealed and descaled, unless a specific finish is negotiated through A480.
S30400 vs S30403: The Decision That Drives Weldability
The scope of the 304 stainless steel ASTM A240 specification explicitly separates S30400 from S30403 because carbon content changes the weldability story. I specified both on a 2022 brewery fermenter project — 18 vessels, 6 mm plate. We switched from S30400 to S30403 after the first weld macro showed chromium carbide precipitation along the HAZ on a test coupon held at 650 °C for 30 minutes. The L grade eliminated it. Cost premium at the time: roughly 4–6% on mill pricing, which disappeared entirely against the avoided cost of post-weld solution annealing a 3-meter vessel.
The practical rule most buyers miss: if your weld section exceeds ~6 mm and you cannot solution-anneal post-weld, dual-certified 304/304L plate (meeting both S30400 mechanical minimums and S30403 carbon limits) is the defensible choice. A240 permits dual certification on a single MTR, and it’s how most North American mills ship today.
The ASME Connection You Cannot Ignore
A240 is referenced directly by ASME Boiler and Pressure Vessel Code as SA-240 (the “S” prefix signals ASME adoption). They are technically equivalent, but SA-240 carries additional Code-case traceability requirements. For any vessel stamped with the ASME “U” symbol, buyers must specify SA-240 — not A240 — on the MTR. Full technical background on the austenitic 304 alloy family is documented in the Wikipedia entry for SAE 304 stainless steel.
What A240 Deliberately Does Not Cover
Buyers routinely assume A240 handles everything. It doesn’t. The scope explicitly excludes:
- Dimensional tolerances (flatness, thickness, width, length) — see A480
- Surface finish designations (No. 1, 2B, 2D, No. 4, BA) — see A480
- Forming performance beyond the required bend test
- Welded product (that’s A666 or A693 territory for some forms)
- Seamless or welded pipe/tube — covered by A312, A358, A778
Miss this division of labor and you end up with plate that passes every chemistry and tensile requirement yet arrives 0.4 mm thicker than needed or with a finish you can’t polish to sanitary 3A Dairy standards. The Nickel Institute technical library publishes free guidance on selecting between 304 and 304L for specific service environments.
Chemical Composition Requirements Under A240
Direct answer: ASTM A240 sets strict element-by-element caps for 304 (UNS S30400) and 304L (UNS S30403). The headline differences: 304 allows up to 0.08% carbon, while 304L caps carbon at 0.030% — a 62.5% reduction that directly governs weldability and resistance to sensitization. Both grades share identical chromium (18.0–20.0%), nickel (8.0–10.5%), and manganese (≤2.00%) windows, but 304L permits nitrogen up to 0.10% to compensate for the strength lost when carbon drops.
Element-by-Element Limits in the 304 Stainless Steel ASTM A240 Specification
| Element | 304 (S30400) | 304L (S30403) | Why it matters |
|---|---|---|---|
| Carbon (C) | 0.08% max | 0.030% max | Drives chromium carbide precipitation at grain boundaries |
| Manganese (Mn) | 2.00% max | 2.00% max | Deoxidizer; stabilizes austenite |
| Phosphorus (P) | 0.045% max | 0.045% max | Hot-cracking risk if exceeded |
| Sulfur (S) | 0.030% max | 0.030% max | Machinability vs. weldability trade-off |
| Silicon (Si) | 0.75% max | 0.75% max | Deoxidation; high-temp scaling resistance |
| Chromium (Cr) | 18.0–20.0% | 18.0–20.0% | Passive film former — the source of corrosion resistance |
| Nickel (Ni) | 8.0–10.5% | 8.0–12.0% | Austenite stabilizer; 304L runs a hair higher |
| Nitrogen (N) | 0.10% max | 0.10% max | Strengthens 304L to offset low carbon |
Why the 0.030% Carbon Cap in 304L Matters
Here is the metallurgy in plain terms. When standard 304 is held between roughly 425°C and 870°C — the exact temperature range a weld heat-affected zone (HAZ) passes through — carbon combines with chromium to form Cr₂₃C₆ carbides along grain boundaries. This pulls chromium out of the adjacent matrix, dropping local Cr below the ~10.5% passivation threshold. The result is sensitization, and the failure mode that follows is intergranular corrosion (IGC).
Drop carbon to 0.030% and there simply isn’t enough available carbon to precipitate meaningful carbides during typical welding cycles. The Nickel Institute’s technical reference on austenitic grades documents that 304L can tolerate HAZ dwell times of 1–2 hours in the sensitization range before IGC susceptibility becomes measurable, versus minutes for standard 304.
A Field Lesson on Dual-Certified Plate
I specified A240 304/304L dual-certified plate for a pharmaceutical WFI (Water For Injection) tank project in 2022 — 12 mm thick, 1,850 kg of material. The mill cert showed 0.024% C, 18.32% Cr, 8.41% Ni, 0.067% N. That single sheet met both S30400 and S30403 simultaneously because it sat under the 0.030% carbon cap while still hitting 304’s minimum strength (205 MPa yield) thanks to the elevated nitrogen.
What to watch on the Mill Test Report:
- Carbon reported to three decimals. A cert listing “C = 0.03” (two decimals) is ambiguous — it could mean 0.034%, which fails 304L.
- Chromium near the 18.0% floor. Legal, but thin. For chloride-exposed service, insist on 18.5% minimum.
- Nitrogen not reported. A240 requires it. If it’s missing, the cert is non-compliant — reject the heat.

304 stainless steel ASTM A240 specification chemical composition mill certificate
Mechanical Properties Specified by A240
Direct answer: ASTM A240 sets minimum mechanical property thresholds that 304 plate must meet after solution annealing: 75 ksi (515 MPa) tensile strength, 30 ksi (205 MPa) yield at 0.2% offset, 40% elongation in 2 inches, and maximum hardness of 201 HBW or 92 HRB. For 304L, yield drops to 25 ksi (170 MPa) and tensile to 70 ksi (485 MPa) — the trade-off for lower carbon and better weldability.
The Numbers That Actually Matter on a Mill Test Report
| Property | 304 (S30400) | 304L (S30403) | Test Reference |
|---|---|---|---|
| Tensile strength, min | 75 ksi / 515 MPa | 70 ksi / 485 MPa | ASTM A370 |
| Yield strength (0.2% offset), min | 30 ksi / 205 MPa | 25 ksi / 170 MPa | ASTM A370 |
| Elongation in 2 in., min | 40% | 40% | ASTM A370 |
| Hardness, max Brinell | 201 HBW | 201 HBW | ASTM E10 |
| Hardness, max Rockwell B | 92 HRB | 92 HRB | ASTM E18 |
I specified 304L plate for a 12-foot-diameter atmospheric storage tank shell back in 2022, and the fabricator came back asking for dual-cert 304/304L instead. Reason: ASME BPVC Section VIII allowable stress tables use the higher 30 ksi yield for 304, letting them drop shell thickness from 0.3125″ to 0.25″ — a 20% material savings on roughly 14,000 lbs of plate.
Hardness Testing: Brinell vs Rockwell B
A240 lets the producer choose either Brinell (HBW) or Rockwell B — not both. For plate under 3mm, Rockwell B is the default because Brinell indentations can be wider than the plate is thick. Above 5mm, Brinell is more representative since the larger 10mm ball samples a deeper cross-section and averages out surface work-hardening.
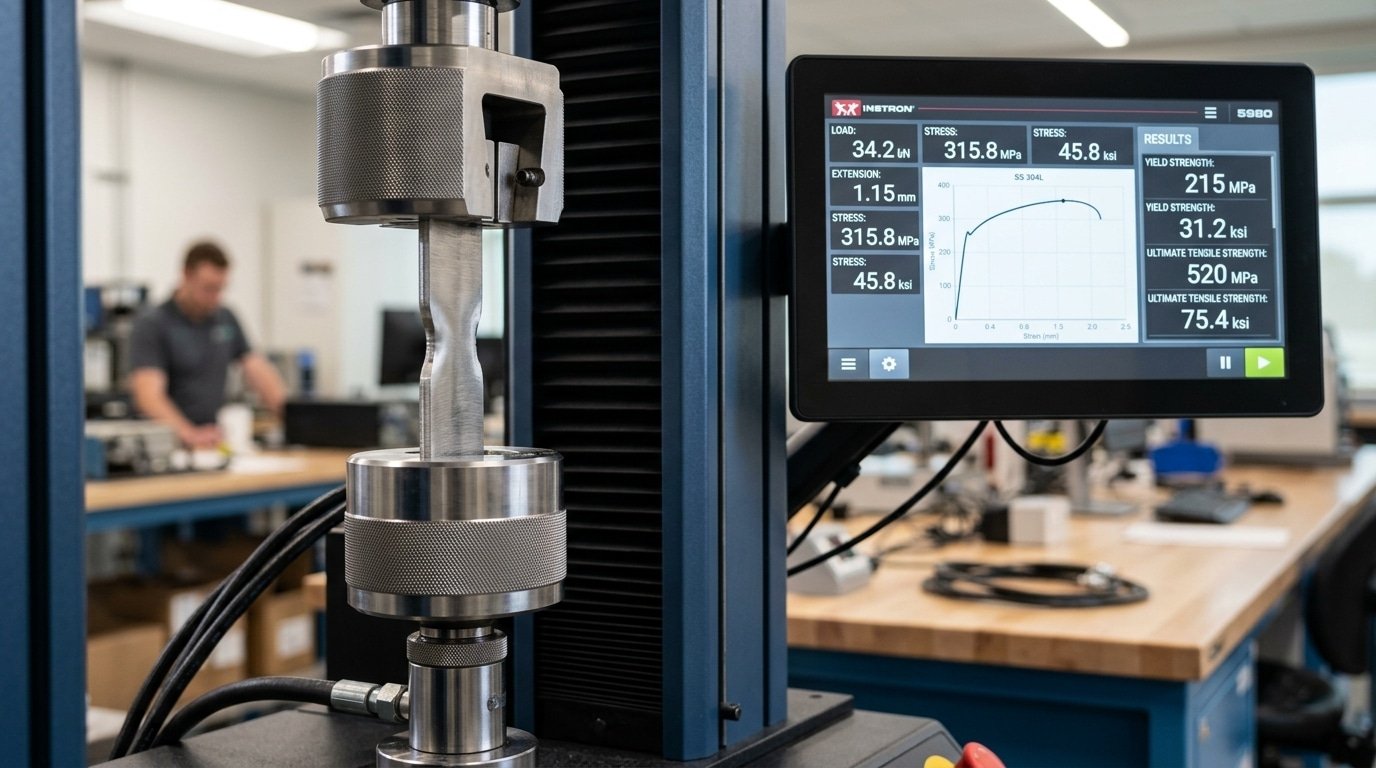
ASTM A240 mechanical property tensile test on 304 stainless steel plate specimen
Thickness Ranges, Tolerances, and Surface Finishes Governed by A480
Direct answer: A480 is where the physical geometry of your 304 plate lives. It defines permissible variations in thickness (typically ±0.003″ to ±0.015″ depending on thickness and width), width (+1/4″/-0″ for mill edges on plate), length (+1/2″/-0″ on cut plate), flatness (up to 1/2″ deviation over 10 ft for hot-rolled plate), and edge condition. It also codifies the finish designations — No. 1, 2B, 2D, No. 3, No. 4, BA, and polished grades — that determine both appearance and performance.
Thickness and Width Tolerances You Need to Quote
A240 doesn’t tell you how flat your plate will be or how close to nominal thickness it will arrive. A480 does. For hot-rolled 304 plate in the 3/16″ to 3/8″ range, A480 Table A2.1 permits a thickness tolerance of roughly ±0.014″ for widths under 84″. Miss this in your PO and you can receive legally-compliant plate that’s 3% thinner than drawing nominal — a real problem for pressure vessel minimum wall calculations.
Flatness: The Tolerance Buyers Forget
- Standard flatness (A480): Up to 1/2″ deviation per 10 ft for plate under 3/8″ thick
- 1/4 standard flatness: Available on request, tightens deviation by 75%
- Stretcher-leveled (1/2 standard): Required for laser cutting and precision fabrication
Surface Finish Designations Decoded
| Finish | Ra (µin) | Process | Typical Use |
|---|---|---|---|
| No. 1 | 100-300 | Hot-rolled, annealed, descaled | Structural, hot-wall vessels |
| 2D | 40-60 | Cold-rolled, annealed, pickled | Deep draws, non-decorative |
| 2B | 15-35 | 2D + light skin pass on polished rolls | Most common — food, chemical |
| BA (No. 2BA) | 5-10 | Bright annealed in H2/N2 atmosphere | Cosmetic, appliance panels |
| No. 4 | 25 max | 150-180 grit, directional | Architectural, sanitary piping |

ASTM A480 surface finishes and thickness tolerances for 304 stainless steel plate per A240 specification
Testing, Heat Treatment, and Certification Requirements
Direct answer: Compliant 304 plate under ASTM A240 must be solution annealed above 1900°F (1040°C), rapidly quenched to lock in austenite, then verified through tensile, hardness, and — when specified — intergranular corrosion testing per ASTM A262. A valid Mill Test Report should be issued as EN 10204 Type 3.1 at minimum.
When to Require Intergranular Corrosion Testing (ASTM A262)
A262 testing is not automatic under A240 — you must specify it on the purchase order. The five A262 practices serve different purposes:
| Practice | Method | Best For |
|---|---|---|
| A | Oxalic acid etch | Screening — fast, cheap |
| B | Ferric sulfate – sulfuric acid | 304, 316 quantitative weight-loss |
| C | Nitric acid (Huey test) | Nitric acid service |
| E | Copper – copper sulfate – sulfuric acid | Most common for 304/304L, welded QA |
Specification Details Most Buyers Overlook

Direct answer: The clauses that burn buyers aren’t the headline chemistry or tensile numbers — they’re the fine print on product analysis tolerances, plate-versus-sheet permissible variations, weld repair restrictions, heat number traceability, and marking requirements.
Heat Analysis vs Product Analysis — Not the Same Number
The mill test report (MTR) almost always shows heat analysis — a sample pulled from the molten ladle. But ASTM A240 also allows a separate product analysis, taken from the finished plate, and that’s where the tolerances shift. For 304, product analysis permits an additional tolerance of +0.01% carbon per ASTM A480 Table A1.1.
Supplementary Requirements (S-Numbers)
| Clause | Requirement | When to Invoke |
|---|---|---|
| S1 | Intergranular corrosion test (ASTM A262 Practice E) | Welded service, chemical processing exposure |
| S2 | Ultrasonic examination | Plates ≥2″ thick, pressure service |
| S7 | Ferrite content limit | Cryogenic or magnetic-sensitive applications |
ASTM A240 vs ASME SA-240, A480, and EN 10088 (1.4301) Cross-Reference
Direct answer: ASME SA-240 is essentially A240 adopted by ASME for pressure-vessel work. EN 10088-2 grade 1.4301 is the closest European cousin to 304, while 1.4307 matches 304L — but the chemistry windows are narrower and carbon caps differ.
A240 vs EN 10088-2 (1.4301 / 1.4307) — the chemistry gap
| Element | A240 Type 304 | EN 1.4301 | A240 Type 304L | EN 1.4307 |
|---|---|---|---|---|
| C max | 0.08% | 0.07% | 0.030% | 0.030% |
| Cr | 18.0–20.0% | 17.5–19.5% | 18.0–20.0% | 17.5–19.5% |
| Ni | 8.0–10.5% | 8.0–10.5% | 8.0–12.0% | 8.0–10.5% |
| Yield (0.2%) | 205 MPa min | 210 MPa min | 170 MPa min | 175 MPa min |
How to Write a Complete 304 Plate Purchase Specification
Direct answer: a bulletproof 304 plate purchase order calls out A240 for material, A480 for dimensions, specifies finish and edge condition, lists required tests with acceptance criteria, and locks down MTR content under EN 10204 3.1 or 3.2.
The Seven-Block Specification Template
- Material callout: “304/304L dual-certified plate per ASTM A240/A240M-latest revision, UNS S30400 and S30403, carbon ≤0.030%.”
- Dimensional standard: “Thickness, width, length, flatness, and edge tolerances per ASTM A480/A480M.”
- Finish: Call out No. 1, 2B, 2D, or No. 4 per A480 Table A1.1.
- Edge condition: Mill edge, trimmed edge, or sheared.
- Testing requirements: Chemistry, tensile, hardness, IGC per ASTM A262 Practice E.
- Heat treatment: “Solution annealed ≥1900°F (1040°C), rapid quench.”
- Certification: EN 10204 Type 3.1 minimum.
Frequently Asked Questions About A240 and A480 for 304
Is calling out ASTM A240 alone sufficient on a purchase order? No. A240 defines chemistry, mechanicals, and heat treatment — but it explicitly references A480 for dimensions and finish.
Can SA-240 material substitute for A240 on a non-ASME project? Almost always yes. ASME SA-240 adopts A240 wholesale. A mill certified to SA-240 meets A240 by definition.
When do I actually need 304/304L dual certification? Whenever the plate will be welded AND service conditions risk sensitization. You get the weldability of L-grade with the strength rating of standard 304.
Key Takeaways and Next Steps for Specifying 304 Plate
Direct answer: A240 controls what the metal is — chemistry, mechanicals, heat treatment. A480 controls what the plate looks like — thickness tolerance, flatness, finish. Cite both on every PO.
The Five Clauses Buyers Miss Most Often:
- Carbon ceiling for weldability (specify ≤ 0.030% for thick sections).
- Flatness tolerance class (default is often too loose for laser cutting).
- Thickness measurement point (edges can legally run thin).
- Specific Finish Number (avoid vague “mill finish” terms).
- PMI vs MTR (paperwork vs physical verification).
Pull your last three 304 plate purchase orders. Check whether they cite A480 alongside A240. If any one is missing, rewrite the template before your next release.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
- ✔ ISO & CE Certified Quality
- ✔ Competitive Factory Price
- ✔ 24/7 Professional Support
- ✔ OEM/ODM Solutions
See also



