
Roughly 60% of premature weld failures in stainless steel systems trace back to inadequate post-weld cleaning—not the weld itself. Meeting weld cleaning standards and specifications means satisfying a specific web of requirements from AWS, ASME, ISO, and ASTM that dictate how heat tint, oxide scale, slag, and surface contamination must be removed to restore corrosion resistance and ensure structural integrity. This guide breaks down exactly what each major standard demands, which cleaning methods qualify, and how to build a shop-floor process that passes third-party inspection every time.
What Weld Cleaning Standards and Specifications Actually Require
Weld cleaning standards and specifications define the minimum surface condition a weld must achieve after fabrication—covering everything from oxide removal and discoloration limits to acceptable roughness profiles and residual contamination thresholds. They exist because a weld that looks finished often isn’t. Heat tint, embedded iron particles, and residual flux can all compromise performance long before a structure enters service.
Four major bodies govern these requirements. AWS (American Welding Society) publishes D1.1 for structural steel and D1.6 for stainless steel, specifying acceptable weld profiles and surface cleanliness levels. ISO covers international fabrication through standards like ISO 8501 (surface preparation grades) and ISO 15614 (welding procedure qualification). ASME’s Boiler and Pressure Vessel Code—particularly Section VIII—mandates post-weld cleaning for pressure-containing components. ASTM rounds out the picture with standards such as A380, which details cleaning, descaling, and passivation practices for stainless steel parts.
At their core, these documents share a handful of non-negotiable requirements:
- Complete removal of slag, spatter, and welding flux from the weld zone
- Elimination of heat tint (temper colors) on stainless steels to restore the chromium oxide layer
- Surface contamination below specified thresholds—often verified by ferroxyl testing or copper sulfate testing
- Documented procedures proving the cleaning method matches the base material and service environment
The specific acceptance criteria shift depending on material grade, service conditions (cryogenic, high-temperature, corrosive), and the applicable code. A pharmaceutical piping system welded to ASME BPE demands a far more aggressive cleaning protocol than a structural carbon steel beam under AWS D1.1. Understanding which standard applies to your project is the first real step—everything else follows from that decision.
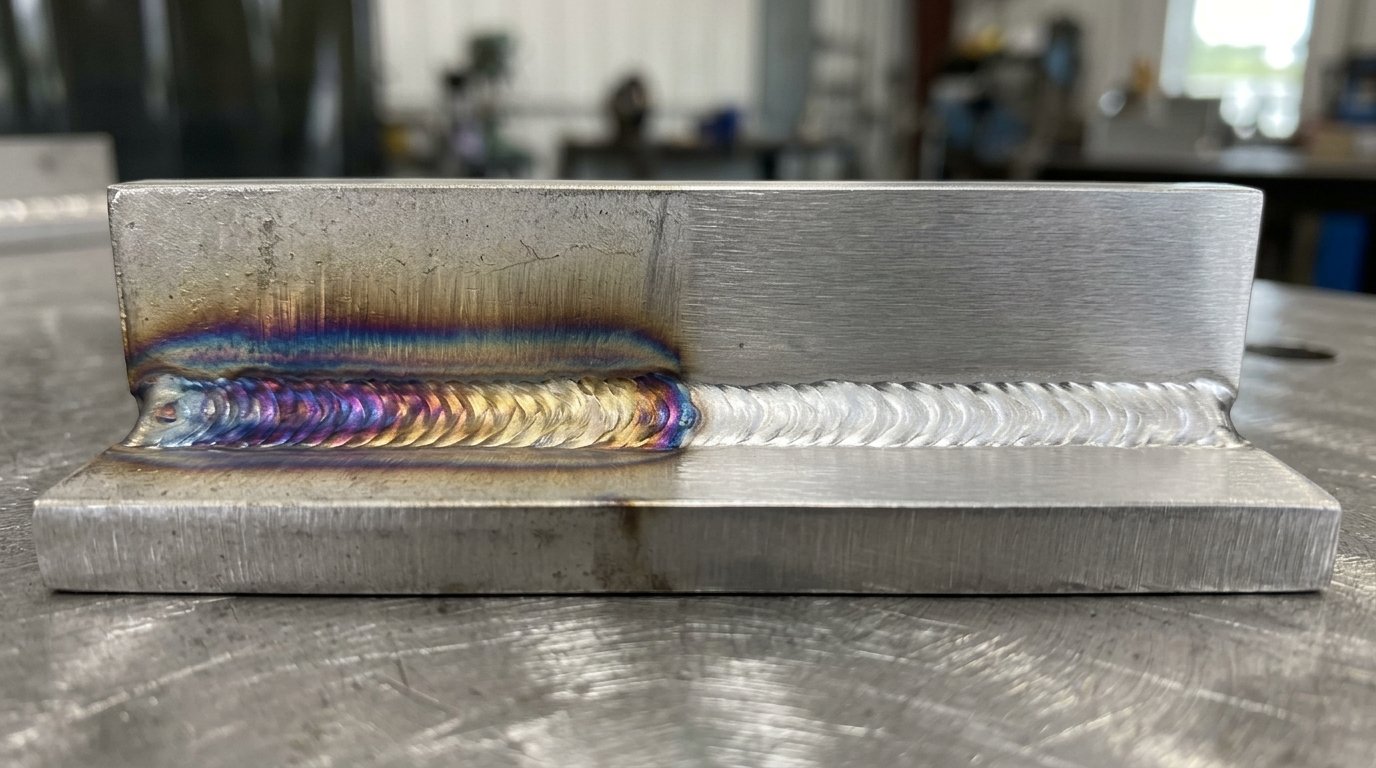
Comparison of heat-tinted weld surface versus cleaned and passivated stainless steel weld meeting weld cleaning standards
Why Post-Weld Cleaning Matters for Structural Integrity and Corrosion Resistance
Every weld creates a heat-affected zone. That zone changes everything. When stainless steel reaches temperatures above roughly 400°F (200°C), a chromium-depleted oxide layer forms on the surface — the familiar blue, gold, or dark purple heat tint that welders see daily. This discolored layer isn’t cosmetic damage. It represents a measurable loss of the passive chromium oxide film that gives stainless steel its corrosion resistance, sometimes reducing pitting resistance by 50–80% compared to the unaffected base metal.
Oxide scale, slag inclusions, and spatter create additional problems beyond appearance. Slag trapped at weld toes acts as a stress concentrator, accelerating fatigue crack initiation under cyclic loading. Spatter bonded to the surface creates crevice sites where chloride ions accumulate, and crevice corrosion can penetrate wall thickness in months rather than years. These aren’t theoretical risks — they’re documented failure modes.
One widely cited case involved a pharmaceutical processing facility where inadequately cleaned stainless steel welds on a water-for-injection system developed rouging and microbiologically influenced corrosion within 18 months of commissioning. The root cause traced back to residual heat tint left on orbital tube welds. A NACE International technical report on similar failures noted that even light straw-colored tint (the mildest discoloration) can reduce the critical pitting temperature of 316L stainless by several degrees Celsius.
This is precisely why weld cleaning standards and specifications exist — not as bureaucratic overhead, but as engineering safeguards. Proper post-weld cleaning restores the passive layer, eliminates stress risers, and ensures the joint performs as designed over its full service life. Skip it, and you’re gambling with the weakest link in the entire fabrication.

Heat tint discoloration on stainless steel weld compared to properly cleaned weld surface
Key AWS Standards for Weld Surface Preparation and Cleaning
Three AWS documents come up repeatedly when fabricators need to nail down weld cleaning standards and specifications for a project. Each one targets a different material and application, and the cleaning requirements vary more than most people expect.
AWS D1.1 — Structural Welding Code for Steel
Clause 5.30 in AWS D1.1 is blunt: slag must be removed from every pass before the next layer goes down, and the completed weld surface must be free of overlap, cracks, and unacceptable porosity. The code doesn’t prescribe a specific cleaning method — wire brushing, grinding, or needle scaling all qualify — but the end result must meet the visual acceptance criteria in Table 8.1. Inspectors routinely reject welds that look structurally sound but carry residual slag trapped between passes.
AWS D1.6 — Stainless Steel Structural Welding
D1.6 adds a corrosion dimension. Clause 5.9 requires removal of all weld spatter, arc strikes, and heat tint that could compromise the chromium oxide layer. Carbon steel brushes? Prohibited on stainless. The code explicitly mandates stainless steel or non-metallic tools to prevent iron contamination, which is a detail that trips up shops accustomed to carbon steel work.
AWS D18.1 — Sanitary (Hygienic) Tube and Pipe
This one is the strictest. D18.1 governs pharmaceutical, food-processing, and biotech piping where bacterial harborage can shut down a facility. Section 7 requires a smooth, fully penetrated internal weld bead with no concavity exceeding 10% of wall thickness. Post-weld cleaning often includes electropolishing or chemical passivation to achieve a surface roughness below 25 Ra microinches. The standard doesn’t just ask for a clean weld — it demands a surface hostile to microbial growth.
AWS weld cleaning standards comparison chart for D1.1 D1.6 and D18.1
ISO and ASTM Requirements for Stainless Steel Passivation and Weld Cleaning
When the material is stainless steel, the stakes jump. A compromised chromium oxide layer means corrosion can start within weeks—sometimes days in chloride-rich environments. Four documents form the backbone of weld cleaning standards and specifications for stainless steel work: ISO 15614, ISO 8501, ASTM A380, and ASTM A967.
ASTM A380: The Cleaning and Descaling Baseline
ASTM A380 covers cleaning, descaling, and passivation of stainless steel parts, surfaces, and equipment. It doesn’t prescribe a single method. Instead, it catalogs acceptable approaches—acid pickling, electrochemical cleaning, mechanical abrasion—and specifies when each is appropriate based on alloy grade and service environment. The standard also flags contaminants that must be removed: free iron, oxide scale, oil films, and embedded carbon steel particles from grinding discs.
ASTM A967: Passivation Testing That Actually Proves Results
Where A380 tells you how to clean, A967 tells you how to verify the passive layer came back. It defines six chemical passivation treatments using nitric acid or citric acid baths at specific concentrations (20–50% by volume for nitric, 4–10% for citric) and temperatures. Verification methods include the copper sulfate test, the high-humidity test, and free iron detection using ferroxyl solution. Each test targets a different failure mode. Skipping verification is the single most common audit finding in stainless fabrication shops.
ISO Standards: Surface Grades and Procedure Qualification
ISO 8501 establishes visual surface preparation grades (Sa 1 through Sa 3) that inspectors reference when evaluating post-weld surfaces. ISO 15614 handles welding procedure qualification and requires that the finished weld—including its cleaned surface—meets the acceptance criteria defined in the applicable product standard. Together, these ISO documents ensure the procedure used to create the weld and the process used to clean it are both formally validated, not left to shop floor guesswork.

Ferroxyl indicator test on stainless steel weld surface detecting free iron contamination per ASTM A967
ASME and Industry-Specific Weld Cleaning Specifications
Pharmaceutical piping and a refinery header pipe might both be stainless steel—but the cleaning expectations couldn’t be more different. ASME BPE (Bioprocessing Equipment) sets the bar highest. This standard demands electropolished interior surfaces with a maximum average roughness (Ra) of 15 microinches for high-purity applications, and every weld must achieve a smooth, crevice-free profile that resists bacterial adhesion. Discoloration alone can trigger rejection; BPE Table DT-3 classifies acceptable heat tint levels on a numbered color scale, and anything beyond a light straw color on the ID of a tube weld typically fails.
ASME B31.3, governing process piping, takes a different angle. It doesn’t prescribe electropolishing, but it does require that welds in corrosive or high-temperature service meet the cleaning and examination criteria spelled out in the engineering design specification. The owner’s engineer decides how far to go. In practice, sour gas or hydrofluoric acid service often pulls in NACE/AMPP standards like SP0472, which mandates hardness testing and specific post-weld cleaning procedures to prevent sulfide stress cracking.
These industry-specific weld cleaning standards and specifications layer on top of general fabrication codes. A food-grade dairy system might reference both ASME BPE and 3-A Sanitary Standards, requiring mechanical polishing followed by passivation and a final rinse verified by water-break testing. Semiconductor fab piping goes even further—some specs call for oxygen-cleaned welds with particulate counts measured per ASTM E595 outgassing criteria. The takeaway is blunt: knowing only AWS or ISO requirements leaves gaps when the end-use environment demands specialized cleanliness thresholds that general codes never anticipated.
Acceptable Methods for Mechanical and Chemical Weld Cleaning
Not every cleaning method is appropriate for every material or application. Picking the wrong one doesn’t just waste time—it can void compliance entirely. The three broad categories are mechanical, chemical, and electrochemical, and each carries distinct advantages, limitations, and regulatory boundaries under various weld cleaning standards and specifications.
Mechanical Cleaning
Grinding, wire brushing, and abrasive blasting all fall here. AWS D1.1 permits grinding and wire brushing for carbon steel, and it works fine for removing slag and spatter. But stainless steel demands caution: only stainless steel brushes are acceptable. A carbon steel brush contaminates the surface, embeds iron particles, and triggers rust within days. Abrasive blasting with clean, iron-free media (aluminum oxide or glass bead) is effective for large surface areas, though ASTM A380 warns against reusing media that has contacted carbon steel.
Chemical Cleaning
Pickling paste—typically a nitric-hydrofluoric acid blend—dissolves the heat tint and chromium-depleted layer on stainless steel welds. ASTM A380 and ASTM A967 both reference acid pickling as a primary restoration method. Gel application offers more control on vertical surfaces. Full acid bath immersion suits smaller components. The most common compliance failure? Leaving pickling paste on too long. Over-etching pits the base metal and creates a surface roughness that actually traps contaminants.
Electrochemical Cleaning
This method uses an electrolyte solution and electrical current to clean and passivate simultaneously. It’s faster than pickling, generates less hazardous waste, and gives operators precise control. Many ASME BPE fabricators favor it for sanitary tubing. The catch: it’s less effective on heavy heat tint above straw-yellow coloration, where chemical pickling still outperforms it.
Step-by-Step Process for Meeting Weld Cleaning Specifications on the Shop Floor
Knowing the codes is one thing. Executing them at 6 AM with a deadline breathing down your neck is something else entirely. Here’s a workflow that translates weld cleaning standards and specifications into shop-floor reality, broken down by phase and material.
Pre-Weld Preparation
Start with the joint itself. For carbon steel, grind or wire-brush mill scale back at least 25 mm from the weld edge, then wipe with a clean rag dampened with acetone. Stainless steel demands more caution—use only dedicated stainless tools to prevent iron contamination. Aluminum is the fussiest: oxide layers reform within minutes of cleaning, so abrade with a stainless steel brush and solvent-wipe immediately before striking an arc. The AWS Safety and Health resource library covers proper solvent handling for each scenario.
Inter-Pass and Post-Weld Cleaning
Between passes on carbon steel, chip slag completely and wire-brush before laying the next bead. Trapped slag causes inclusions—no inspector will let that slide. On stainless, switch to a flap disc or electrochemical cleaning unit between passes to avoid embedding carbon particles. Aluminum multi-pass welds need a stainless brush between every single pass; skip one and you risk porosity.
Post-weld, carbon steel typically needs grinding to a smooth profile followed by a visual check against the applicable acceptance criteria. Stainless steel requires pickling paste (applied for 20–60 minutes depending on heat tint severity) or electrochemical treatment, then a thorough rinse with water below 50 ppm chloride. Aluminum gets a final solvent wipe and visual inspection for smut or discoloration.
Documentation
Record everything. Log the cleaning method used, the consumables (paste lot numbers, brush types), the welder’s ID, and the date. Attach photos of the finished joint. This paper trail is what auditors actually check—missing documentation fails a weld faster than a marginal surface finish ever will.
How Inspectors Verify Weld Cleaning Compliance
Visual inspection comes first. Always. Under AWS D1.1 and D1.6, an inspector examines the weld zone for discoloration, embedded contaminants, slag inclusions, and residual oxide scale. A calibrated light source of at least 500 lux is standard, and magnification up to 10x may be used for critical joints. Tint colors matter on stainless steel—light straw is generally acceptable, while blue or dark gray signals excessive oxidation that compromises the chromium oxide layer.
When visual alone isn’t enough, chemical spot tests fill the gap. The ferroxyl test, outlined in ASTM A380, detects free iron contamination on stainless steel surfaces by applying a potassium ferricyanide solution. A blue reaction within 15 seconds means iron is present—immediate fail. Copper sulfate testing works similarly: a copper deposit forming on the surface indicates exposed carbon steel or insufficient passivation. Both tests are cheap, fast, and brutally binary. Pass or fail, no gray area.
Surface roughness measurement using a profilometer confirms that mechanical cleaning hasn’t left an excessively rough profile that could trap bacteria or accelerate crevice corrosion. Pharmaceutical and semiconductor specs often cap Ra values at 0.8 µm or lower. For internal welds on piping systems, borescope inspection is the only practical option—a flexible camera threaded through the bore captures high-resolution images of root-side cleanliness that no external method can verify.
Rejection triggers vary by code, but common ones include visible heat tint beyond the acceptable color range, positive ferroxyl results, surface roughness exceeding the specified Ra, or any evidence of cross-contamination from carbon steel tooling. Remediation typically involves re-cleaning with the appropriate method—mechanical blending for surface defects, chemical pickling and re-passivation for contamination—followed by re-inspection. Inspectors verifying compliance against weld cleaning standards and specifications will document every finding, and that paper trail follows the weld for the life of the asset.
Frequently Asked Questions About Weld Cleaning Standards
What is the difference between pickling and passivation?
Pickling removes the heat tint, oxide scale, and a thin layer of base metal using a strong acid mixture—typically nitric-hydrofluoric acid. Passivation is gentler. It uses nitric or citric acid solely to rebuild the chromium oxide layer without removing base material. Think of pickling as the aggressive reset; passivation is the protective finish coat. Most stainless steel fabrication jobs require both steps in sequence.
Do all welds require post-weld cleaning?
No. Mild steel welds buried in concrete footings, for instance, rarely need anything beyond slag removal. But any weld on stainless steel, duplex alloys, or materials exposed to corrosive environments almost always demands cleaning per applicable weld cleaning standards and specifications. The governing code and service environment dictate the requirement—not a blanket rule.
Which standard applies to food-grade stainless steel welds?
ASME BPE is the go-to reference. It mandates specific surface finishes (often 20–25 Ra µin or better) and requires electropolishing or mechanical polishing for product-contact surfaces. The ASME BPE standard also defines acceptance criteria for discoloration, with anything beyond a light straw color typically rejected in hygienic applications.
Can electrochemical cleaning replace chemical pickling?
In many cases, yes. Electrochemical weld cleaning effectively removes heat tint and restores the passive layer in a single pass. It’s faster and eliminates hazardous acid baths. However, some weld cleaning standards and specifications—particularly those governing heavy industrial piping under ASME B31.3—still reference chemical pickling explicitly. Always verify the project spec accepts electrochemical methods before switching.
What documentation is required for compliance?
At minimum: a weld cleaning procedure, batch or lot traceability for chemicals used, operator qualification records, and inspection reports with pass/fail results. Pharmaceutical and nuclear projects often add ferroxyl test logs, surface roughness measurements, and photographic evidence of each cleaned weld joint.
Building a Weld Cleaning Compliance Program That Passes Every Audit
A compliance program starts with documentation, not equipment. Draft a weld cleaning procedure specification—essentially a WPS addendum—that maps each joint type and material to a specific cleaning method, acceptance criteria, and inspection checkpoint. Reference the exact clause numbers from AWS D1.1, ASME BPE, or whichever code governs your work. Auditors don’t want vague language like “clean to satisfaction.” They want “mechanically clean per AWS D1.6 Clause 7.3, followed by passivation per ASTM A967 Practice C, verified by ferroxyl testing.”
Personnel training is the second pillar. Every welder and fitter should understand why they’re cleaning, not just how. Run a 2-hour annual refresher that covers contamination risks, correct abrasive selection, chemical dwell times, and documentation requirements. Keep signed attendance logs—auditors from ASME and third-party registrars routinely ask for training records by name and date.
Traceability ties everything together. Each weld should have a cleaning record linked to its weld map number: method used, operator initials, date, inspection result, and any nonconformance disposition. Spreadsheets work for small shops. Larger operations benefit from digital weld tracking systems that auto-flag overdue inspections. The goal is a paper trail that survives scrutiny months or years after fabrication.
Standards evolve. AWS D1.6 saw structural revisions in its 2017 edition, and ASTM A967 added citric acid practices that didn’t exist a decade ago. Assign one person—your quality manager or CWI—to monitor updates from standards bodies and revise your weld cleaning standards and specifications documents within 90 days of any published change. That single habit prevents the most common audit finding: working to an outdated revision.
Ready to close the gaps? Download a free weld cleaning compliance checklist or schedule a review with a Certified Welding Inspector to benchmark your current program against the codes that actually apply to your work.
See also
The Complete Guide to Stainless Steel Welding Techniques
How to Work Out the Weight of Stainless Steel Plates with Examples






