
The EPA estimates that over 542,000 active underground storage tanks (USTs) exist across the United States, and roughly 60% of confirmed releases trace back to corrosion-related failures. Rust removal from underground storage tanks involves draining the tank, assessing corrosion depth through ultrasonic testing, and then applying mechanical abrasion, chemical treatment, or robotic cleaning to restore structural integrity before recoating the interior surface. This guide breaks down every method available in 2026—what actually works, what the regulations demand, and how to keep rust from coming back.
Why Rust Forms in Underground Storage Tanks and Why It Must Be Removed
Steel buried in wet soil corrodes. That’s the blunt reality. Underground storage tanks (USTs) sit in a relentless electrochemical environment where the tank’s steel surface acts as both anode and cathode, creating tiny galvanic cells that eat through metal over months and years. Soil moisture serves as the electrolyte, and dissolved salts, chlorides, and sulfates in groundwater dramatically accelerate the reaction — sometimes pushing corrosion rates past 0.3 mm per year on unprotected carbon steel.
Microbial-influenced corrosion (MIC) adds another layer of damage that many tank owners overlook entirely. Sulfate-reducing bacteria thrive in the anaerobic conditions surrounding buried tanks, producing hydrogen sulfide that attacks steel from the outside in. Inside the tank, water bottoms — that thin layer of water that settles beneath stored fuel — harbor acid-producing bacteria that pit the tank floor. These biological agents can accelerate localized corrosion by a factor of 5 to 10 compared to purely electrochemical processes.
Cathodic protection systems are supposed to prevent all of this. But according to the EPA’s Office of Underground Storage Tanks, a significant percentage of UST systems have cathodic protection that is either improperly installed, poorly maintained, or has simply failed without the owner knowing. A sacrificial anode depleted three years ago won’t stop a single electron from migrating off that tank wall.
Rust removal from underground storage tanks isn’t cosmetic maintenance — it’s a structural and environmental necessity. Every millimeter of wall thickness lost to corrosion brings the tank closer to a release event, which triggers cleanup costs that routinely exceed $100,000 and can reach into the millions depending on groundwater contamination. EPA regulations under 40 CFR Part 280 mandate corrosion protection and periodic integrity assessments, and a tank showing active rust during inspection can result in enforcement actions, fines, or mandatory closure. Addressing corrosion early preserves the tank’s service life, keeps you in compliance, and prevents the kind of subsurface fuel release that no remediation budget wants to absorb.
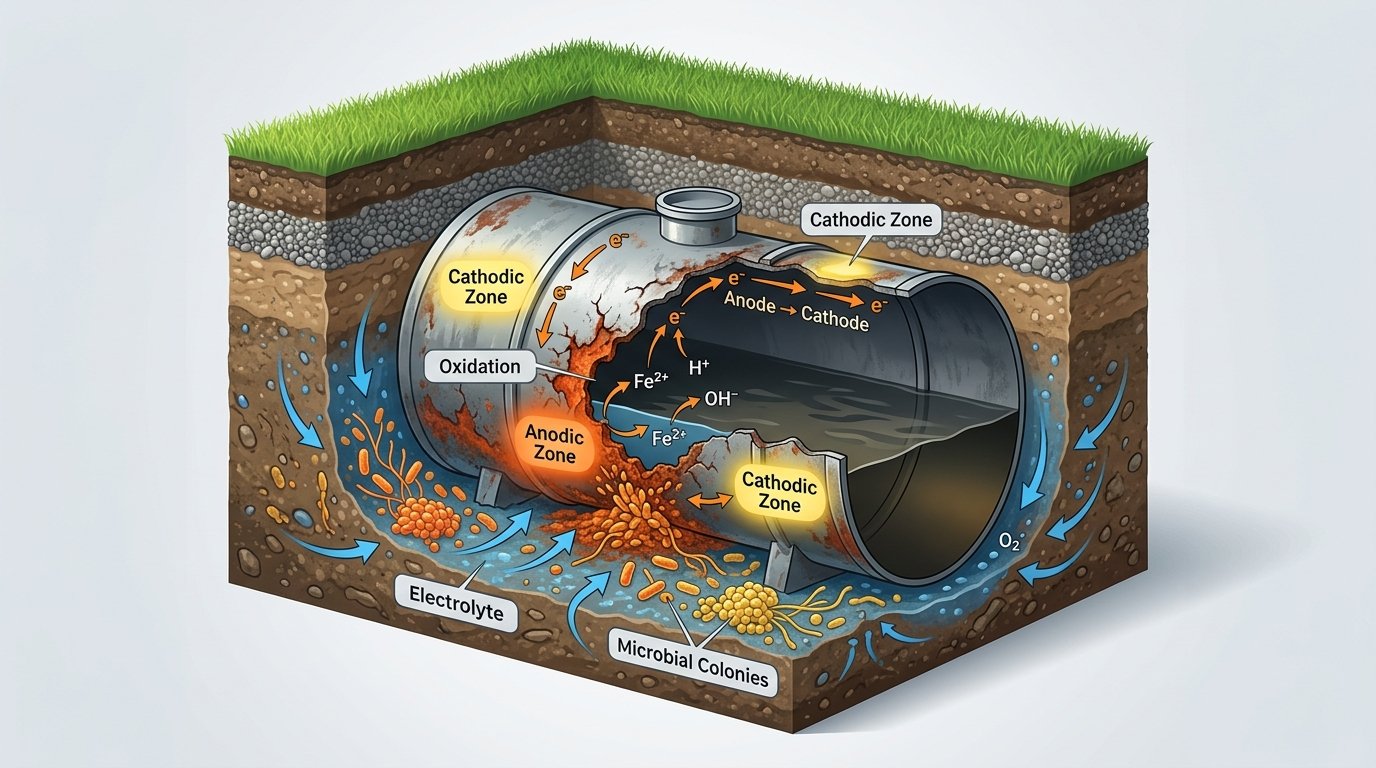
Figure 1: Diagram of electrochemical corrosion and microbial-influenced corrosion on an underground storage tank buried in moist soil
Assessing the Severity of Rust Before Choosing a Removal Method
Skip the assessment, and you’re guessing. Guessing gets expensive. Before any rust removal from underground storage tanks begins, a qualified inspector needs to determine exactly what’s happening on those steel walls — and more critically, what’s happening inside them.
Ultrasonic Thickness Testing: The Non-Negotiable First Step
Ultrasonic thickness (UT) testing uses high-frequency sound waves to measure remaining wall thickness without cutting into the steel. A healthy single-wall UST typically starts with a nominal wall thickness between 0.1875″ and 0.25″, depending on diameter and manufacturer specs. When UT readings drop below 0.10″ at any point, you’re looking at a tank that may not survive aggressive mechanical cleaning. Inspectors usually take readings on a grid pattern — every 6 to 12 inches across suspect areas — to map the degradation profile.
Three Categories That Drive Every Decision
Rust doesn’t exist on a binary scale. The API 653 standard provides evaluation criteria that help classify corrosion into actionable categories:
- Surface-level oxidation: Uniform rust film, no measurable metal loss beyond 10% of original thickness. Cosmetic, treatable with most methods.
- Pitting corrosion: Localized cavities exceeding 0.03″ deep. Deceptive — the surface may look mild while individual pits bore toward perforation.
- Structural degradation: Widespread metal loss exceeding 25% of nominal thickness, often with lamination or through-wall penetration. Repair-or-replace territory.
Visual inspection alone catches maybe 60% of the picture. Pitting hides under scale deposits. A tank floor that looks uniformly rusted might have three spots where a screwdriver could punch through. That’s why pairing visual protocols with UT data and, where warranted, magnetic flux leakage (MFL) scanning gives you the full story before committing to a removal strategy.

Figure 2: Ultrasonic thickness testing during underground storage tank rust assessment
Mechanical Rust Removal Methods for Underground Storage Tanks
Mechanical methods strip rust through physical force. They’re direct, measurable, and leave behind a surface profile that coatings can actually grip. For rust removal from underground storage tanks, three mechanical approaches dominate: abrasive blasting, power tool cleaning, and hydroblasting.
Abrasive Blasting
Abrasive blasting remains the gold standard when you need a near-white or white metal finish. Sandblasting (using garnet or aluminum oxide, since actual silica sand is largely banned due to silicosis risk) achieves SSPC-SP 10 or SP 5 surface preparation — the cleanest grades available. Shot blasting uses steel media and works well on flat interior tank floors. Soda blasting, which uses sodium bicarbonate, is gentler and won’t warp thinner steel, but it only reaches a commercial-grade finish at best. The tradeoff is real: aggressive media cleans faster but generates more waste that must be vacuumed and disposed of properly.
Power Tool Cleaning
When blasting isn’t feasible — tight access points, budget constraints, localized corrosion patches — power tool cleaning fills the gap. SSPC-SP 3 covers basic power tool cleaning with wire brushes, grinders, and needle scalers, removing loose rust and mill scale but leaving tightly adhered corrosion intact. SP 11 raises the bar significantly, requiring tools to cut into the base metal and produce a 1-mil minimum anchor profile. SP 11 is the minimum you’d want before applying high-performance epoxy linings. Expect slower progress — an operator might cover 3–5 square feet per hour on heavily pitted surfaces compared to 50+ square feet per hour with abrasive blasting.
Hydroblasting
Hydroblasting pushes water at pressures between 10,000 and 40,000 psi. No abrasive media means no secondary waste stream, which simplifies disposal in environmentally sensitive locations. The catch? Water alone doesn’t create a mechanical anchor profile on bare steel, so flash rust inhibitors must be added to the water, and a rapid coating application window becomes critical. Hydroblasting excels at removing old coatings and soluble salts simultaneously — a combination abrasive methods can’t match in a single pass.

Figure 3: Abrasive blasting rust removal inside an underground storage tank showing clean steel surface
Chemical Rust Removal and Acid-Based Treatment Options
Where mechanical methods rely on brute force, chemical approaches dissolve rust at the molecular level. This makes them especially useful for reaching pitted surfaces, weld seams, and irregular geometries that abrasive tools simply can’t access inside a buried tank.
Phosphoric Acid Treatments
Phosphoric acid (typically 10–30% concentration) remains the workhorse for chemical rust removal from underground storage tanks. It converts iron oxide into iron phosphate—a stable, dark-gray layer that actually serves as a mild primer for subsequent coatings. Application involves spraying or circulating the acid solution across interior surfaces, maintaining a dwell time of 15 to 45 minutes depending on rust depth. Exceeding that window risks hydrogen embrittlement in thinner steel walls, so timing matters more than concentration.
Chelating Agents and Commercial Converters
EDTA-based chelating agents offer a less aggressive alternative. They bind iron ions without attacking the base metal, which is a real advantage on tanks with wall thicknesses already reduced by corrosion. Commercial rust converters—products containing tannic acid blended with polymeric primers—work well for light-to-moderate scale. They’re slower. A full conversion cycle can take 24 to 48 hours. But they produce a paintable surface in a single step, cutting overall project time.
Neutralization and Limitations
Every acid treatment demands a neutralization rinse, usually sodium bicarbonate solution at roughly 8–10 oz per gallon of water, followed by a thorough freshwater flush. Skipping this step leaves residual acid that accelerates new corrosion within days. Chemical methods also generate hazardous waste streams that must be captured and disposed of per EPA hazardous waste guidelines. Compared to mechanical approaches, chemicals handle complex geometries better but add disposal costs and require stricter ventilation controls in confined UST environments.

Figure 4: Steel tank interior after phosphoric acid rust removal treatment showing iron phosphate conversion layer
Robotic and Automated Cleaning Technologies for In-Service Tanks
Sending a human into a corroded underground tank is dangerous, slow, and increasingly unnecessary. Robotic crawlers have changed the equation. These remotely operated machines enter tanks through standard access points—often openings as small as 4 inches in diameter—and perform rust removal from underground storage tanks without requiring full excavation or a complete product drain.
The most widely deployed systems use rotating magnetic wheels or tracked chassis to navigate curved tank floors and walls. Operators control them from the surface via tethered cables or wireless links, watching real-time video feeds while the robot blasts, scrapes, or vacuums corroded material. Some units combine high-pressure water jetting (up to 40,000 psi) with simultaneous vacuum recovery, meaning rust scale and contaminated water never accumulate inside the tank. Others mount abrasive pads or wire brush heads that adapt their pressure based on surface feedback sensors, reducing the risk of gouging thin steel.
The practical benefits are hard to ignore. Confined-space entry—governed by OSHA’s Permit-Required Confined Spaces standard (OSHA 1910.146)—accounts for roughly 90 fatalities per year across U.S. industries. Robotic systems eliminate or drastically reduce that exposure. Downtime drops too: a 10,000-gallon UST that might need 3–5 days offline for manual cleaning can often be serviced robotically in 8–16 hours, with the tank remaining partially in service during the process.
Cost is the tradeoff. Robotic cleaning typically runs 30–50% higher per job than manual methods. But factor in reduced liability, faster turnaround, and the ability to collect precise ultrasonic thickness data during the same deployment, and the math shifts quickly for operators managing multiple tanks or high-throughput fueling sites.
Safety Protocols and Confined Space Requirements During UST Rust Removal
People die inside underground tanks. Not hypothetically—OSHA reports that confined space incidents kill roughly 90 workers annually in the United States, and petroleum storage tanks rank among the most dangerous entry environments. Rust removal from underground storage tanks demands strict adherence to 29 CFR 1910.146, the federal standard governing permit-required confined spaces. Ignoring even one step in this protocol can turn a routine maintenance job fatal within seconds.
Atmospheric Monitoring: The Non-Negotiable First Step
Before anyone enters the tank, continuous atmospheric monitoring must confirm three things: oxygen levels between 19.5% and 23.5%, combustible gas concentrations below 10% of the lower explosive limit (LEL), and hydrogen sulfide readings under 10 ppm. Petroleum residues trapped beneath rust scale release benzene and other volatile organic compounds when disturbed. A four-gas meter isn’t optional equipment—it’s the difference between a safe entry and a body recovery.
Ventilation and PPE
Forced-air ventilation should run continuously during the entire operation, pushing at least 20 air changes per hour through the tank interior. Supply air from an uncontaminated source positioned upwind. Workers need supplied-air respirators (SAR) rather than simple cartridge masks, because cartridge filters cannot reliably handle the unpredictable vapor cocktail inside a corroded petroleum tank.
Full PPE includes flame-resistant coveralls, chemical-resistant gloves, steel-toe boots with static-dissipating soles, and eye protection rated for chemical splash. Static discharge is a real threat—one spark from a nylon jacket has ignited tank atmospheres before. Every tool brought inside must be non-sparking brass or beryllium copper.
The Entry Permit System
Each confined space entry requires a written permit listing the attendant, entrants, entry supervisor, atmospheric readings, rescue plan, and communication method. The attendant stays topside. Always. Their sole job is monitoring entrants and summoning rescue if conditions deteriorate. No permit, no entry—no exceptions, regardless of how quick the job seems.
Protective Coatings and Linings to Prevent Rust After Removal
Rust removal from underground storage tanks is only half the job. Without a protective barrier, bare steel re-corrodes within months—sometimes weeks in high-moisture soil. The coating you apply immediately after surface prep determines whether you get 5 years of protection or 25.
Surface Preparation: The Make-or-Break Step
Every coating manufacturer specifies a surface profile, typically SSPC-SP 10 (near-white blast) or SP 5 (white metal blast) for immersion service. Hit that standard, or the coating fails prematurely. Residual mill scale, flash rust, or chloride contamination above 7 µg/cm² will undermine even premium epoxy systems. Profile depth should fall between 2–4 mils for most tank linings, verified with replica tape before a single drop of coating goes on.
Choosing the Right Lining System
Three dominant options exist for internal UST protection:
- Epoxy coatings — The workhorse. Two-component amine-cured epoxies handle gasoline, diesel, and E10 blends well. Applied at 20–30 mils DFT, they cure in 5–7 days at 75°F and deliver 15–20 years of service. Poor choice for E85 or aggressive solvents.
- Fiberglass-reinforced plastic (FRP) linings — A structural option. FRP adds mechanical strength to thinned tank walls while sealing the surface. It’s thicker, more labor-intensive, and costs roughly 30–40% more than epoxy alone—but it extends tank life when wall loss exceeds 30%.
- Polyurethane systems — Fast cure, sometimes under 24 hours. Excellent flexibility and chemical resistance to biodiesel blends. However, they demand precise mixing ratios and are less forgiving of applicator error.
Product compatibility matters enormously. A lining rated for diesel may swell or delaminate in contact with methanol-blended fuels. Always cross-reference the coating’s chemical resistance chart with your actual stored product. The SSPC (Society for Protective Coatings) publishes detailed guidance on immersion-grade coating selection that’s worth consulting before specifying any system.
Cure time dictates downtime. Epoxies need the full cure window—rushing a tank back into service at day 3 instead of day 7 invites osmotic blistering. Polyurethanes cut that wait dramatically but demand tighter environmental controls during application, including surface temperatures above 50°F and relative humidity below 85%.
Regulatory Compliance and EPA Requirements for UST Maintenance
The federal framework for underground storage tanks lives in EPA 40 CFR Part 280. It’s dense. But the parts that matter for corrosion management are specific and enforceable. Owners of steel USTs must maintain cathodic protection systems and verify their function through testing every 3 years—or every 60 days if using impressed current systems with monitoring equipment. Failure to document these tests is one of the most common violations state inspectors flag.
Corrosion isn’t just a maintenance problem. It’s a compliance trigger. When rust compromises tank integrity, you’re looking at potential release detection failures, which cascade into reporting obligations under Subpart D. A tank that can’t pass a tightness test because of internal pitting may require immediate closure or upgrade—not next quarter, now. State programs often layer additional requirements on top of federal rules; California’s SWRCB, for instance, mandates enhanced monitoring for single-walled steel tanks that many other states don’t require.
Rust removal from underground storage tanks ties directly into these obligations. Documented corrosion management—cleaning records, coating inspection reports, cathodic protection test results—forms the paper trail regulators expect during compliance audits. Without it, you’re exposed. Enforcement actions range from warning letters to penalties exceeding $25,000 per day of violation under the Resource Conservation and Recovery Act (RCRA).
Keep three things current: your cathodic protection test logs, your tank lining inspection records, and your release detection data. These three documents answer 80% of what an inspector will ask for. State UST programs also require financial responsibility documentation proving you can cover cleanup costs, which becomes far more scrutinized if there’s evidence of deferred corrosion maintenance. Proactive rust management isn’t just good engineering—it’s your strongest defense against regulatory exposure.
Frequently Asked Questions About Rust Removal From Underground Storage Tanks
How often should underground storage tanks be inspected for corrosion?
Most state programs require formal inspections every three years, aligning with EPA walkthrough inspection cycles. But that’s a regulatory minimum, not a best practice. Tanks in aggressive soil—high chloride content, low resistivity below 2,000 ohm-cm—should get cathodic protection checks annually and internal visual assessments every 18 to 24 months. Waiting the full three years in corrosive conditions is a gamble.
Can a heavily rusted tank be saved, or does it need replacement?
It depends on wall thickness. If ultrasonic testing shows the remaining steel has dropped below 75% of its original gauge, most engineers will recommend replacement. A tank that started at 0.250 inches and now reads 0.160 inches still has structural margin. Below 0.140 inches? You’re approaching failure territory. Rust removal from underground storage tanks only makes sense when enough sound metal remains to accept a protective lining and carry the structural load for another 15 to 20 years.
What does professional rust removal typically cost?
Budget between $8,000 and $35,000 for a standard 10,000-gallon single-wall steel tank. The range is wide because variables stack up fast: severity of corrosion, access constraints, whether the tank stays in place or gets excavated, and the coating system applied afterward. Robotic cleaning adds roughly 20–30% to the base cost but cuts confined-space entry risks dramatically. Emergency remediation after a leak discovery can double or triple those figures.
How long do protective coatings last after rust removal?
Epoxy linings typically hold up 10 to 15 years. Polyurea systems, applied at 60–80 mils thick, can push past 20 years in moderate soil conditions. The real variable isn’t the coating itself—it’s surface preparation quality. A lining applied over poorly prepped steel with residual mill scale or flash rust might delaminate within three years. Proper SSPC-SP 10 near-white blast cleaning before coating is what separates a decade of protection from a premature failure.
Developing a Long-Term Corrosion Prevention Plan for Your UST System
A one-time fix won’t protect a buried steel tank for 30 years. Corrosion prevention demands a written plan—reviewed annually, updated when conditions change, and tied to specific calendar dates rather than vague intentions. The plan should unify every element covered in this guide: inspection cadence, cathodic protection verification, moisture management, internal cleaning, and coating integrity checks.
Recommended Maintenance Timeline
| Frequency | Action |
|---|---|
| Every 60 days | Cathodic protection rectifier readings and documentation |
| Every 12 months | Third-party cathodic protection survey (per NACE SP0169 criteria) |
| Every 3 years | Internal ultrasonic thickness testing at known thin spots |
| Every 5–7 years | Full internal inspection with robotic or manual cleaning; recoat if needed |
| Every 10 years | Comprehensive structural integrity assessment by a PE-licensed engineer |
Moisture control sits at the center of this timeline. Water-detection sensors in sumps should be checked monthly, and any accumulated water removed within 48 hours of discovery. A single inch of standing water accelerates corrosion faster than years of dry service.
When to Bring in Certified Contractors
Hire a contractor certified under AMPP (formerly NACE) credentials whenever rust removal from underground storage tanks involves confined-space entry, coating application, or cathodic protection system repair. In-house staff can handle rectifier readings and visual sump checks, but anything below grade requires specialized training and insurance. Document every service call. Regulators will ask for those records, and gaps in documentation are treated the same as gaps in maintenance.
The cheapest corrosion event is the one that never happens. Build the plan, assign owners to each task, and fund it as an operational line item—not an emergency budget request.
See also
Comparing Laser Rust Removal and Chemical Methods in 2026
Rust Removal for Large Metal Objects — The Complete Guide
Complete Guide — Fastest Rust Removal from Steel 2026






