
Introduction
Cost-effectiveness in welding isn’t just the sticker price. For decision-makers, it’s the blend of payback period (months), total cost of ownership (TCO), cost per foot, and realized ROI under real production constraints. This article compares laser welding vs TIG vs MIG through a 2024–2026 lens for U.S. factories, focusing on a representative scenario: 2–3 mm aluminum battery/machined brackets at medium volume with high cosmetic requirements. We’ll compare CapEx, throughput and quality, labor and automation, energy and consumables, and application fit—anchored to payback months as the primary metric.
Key takeaways
- Payback months should be modeled from measured savings in labor minutes, rework/finishing, energy, and consumables—versus the incremental CapEx of the chosen process.
- For 2–3 mm aluminum with precise fixturing and high cosmetics, laser often shortens cycles and finishing, improving first‑pass yield (FPY) and compressing payback—subject to enclosure, safety, and integration costs.
- TIG and MIG remain cost-effective where fit‑up varies, rework is expected, or thickness and deposition demands favor arc processes; they also shine in low-volume and repair contexts.
CapEx vs OpEx
Equipment price ranges
Price bands vary widely by configuration and integration level—and authoritative, time-stamped U.S. ranges are often quote-only. Pre-engineered robotic arc cells (e.g., Miller PerformArc family) and modular laser cells show different cost structures and options, but public pages typically avoid dollar figures. See the systems context on the Miller site for an architectural view of robotic cells in 2024–2026 without pricing. For reference on laser’s fundamentals and application scope, review IPG’s overview of laser welding, which highlights smaller heat input and minimal post-processing in many applications.
- Reference context: the Miller PerformArc systems page provides cell architecture and options without pricing: see the manufacturer’s overview in 2024 materials.
- Laser fundamentals and benefits (smaller HAZ, reduced finishing): summarized by IPG’s laser welding overview.
Because pricing is volatile and configuration-specific, model with site-specific RFQs and time-stamp every quote.
Utilization and payback drivers
The numerator of payback (monthly savings) is driven by measured reductions in:
- Net weld time per part (passes, repositioning, and any finishing),
- Rework and scrap (FPY uplift), and
- Energy/consumables per part.
The denominator (incremental CapEx) includes the process hardware plus enclosures (Class 4 laser areas), fume/ventilation, fixturing, and integration. High utilization (two-shift operation, consistent scheduling, minimal changeovers) shortens payback regardless of process.
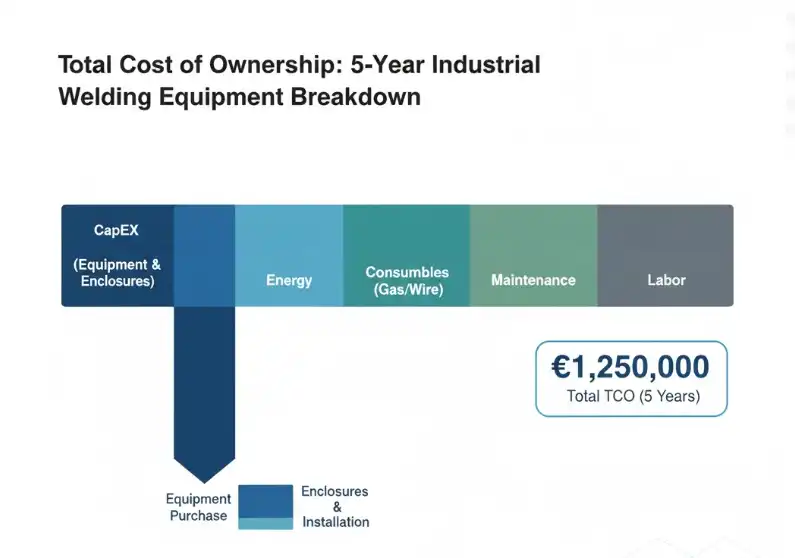
TCO components to model
TCO over 3–5 years should include equipment amortization, preventive maintenance, spare/consumable parts, energy, shielding gas and filler wire (if used), abrasives/cleanup, training, software, and safety compliance (LSO programs for lasers, ventilation and screening for arc). Keep a log of downtime and repair intervals to convert reliability into dollars.
Throughput and quality: laser welding vs TIG vs MIG

Speed, passes, finishing time
For the representative 2–3 mm aluminum bracket, the real advantage of laser in many shops comes from fewer passes and less post-weld finishing on visible seams when fixturing is precise. Industry sources note laser welding can be substantially faster than TIG in suitable cases and often reduces prep/cleanup. IPG’s application overview describes smaller heat input and the potential for minimal post-processing; AWS Welding Digest articles on handheld laser welding also emphasize speed and reduced finishing in practical settings. Evidence should be confirmed on your parts via timed trials.
- See IPG’s summary of laser welding fundamentals and reduced post-processing benefits in its solutions overview: the discussion of smaller heat input and cosmetic results is relevant for thin gauge aluminum.
- AWS Welding Digest (2025) describes handheld laser environments and reports faster operation than TIG in field use cases, with less prep/finishing on appropriate joints.
HAZ, distortion, and rework
Laser’s concentrated heat input can produce a smaller heat-affected zone (HAZ) and less distortion than arc welding in many thin-gauge applications, which helps FPY and reduces finishing risk. IPG’s technology and applications pages, as well as TRUMPF’s technical discussions, support this qualitative trend, but you should still validate rework minutes and visual standards on your specific geometry.
Fit-up tolerance and joint design
Laser generally rewards tight fit-up and stable joint geometry; MIG and TIG better tolerate variable gaps because filler can bridge and shape. For 2–3 mm aluminum, a laser with wire assist can help address minor gaps and porosity control, but tight fixturing remains key. If your mix includes frequent fixture changes or inconsistent incoming parts, arc processes may deliver lower risk and better cost predictability.
Labor and automation
Skill and training differences
TIG demands high manual skill and practice; MIG is more forgiving but still operator-dependent. Laser systems—especially in cobot or robotic cells—tend to have shorter operator training curves, with OEM courses measured in days rather than weeks. For context, IPG’s LightWELD operator and cobot training pages describe 1–3 day courses for basic operation and several days for robotic programming. When budgeting labor, anchor rates to local fully burdened wages; as a national cross-check, the U.S. Bureau of Labor Statistics lists a May 2024 median wage for welders around $24.52/hour.
- Training context: IPG LightWELD operator and cobot training outlines typical durations.
- Wage benchmark: see the BLS occupational outlook for welders (May 2024 median) as a conservative baseline; replace with your local burdened rate.
Robotics, fixtures, and consistency
All three processes integrate with robots, but lasers pair naturally with vision/seam-tracking and high-speed paths on repeatable parts. Arc processes have long-standing robot cell ecosystems (e.g., pre-engineered arc cells) and robust seam-tracking options; if parts vary, arc may maintain consistency with lower fixturing cost. The consistency dividend—lower cycle time variation and fewer touch-ups—feeds straight into payback.
Safety and compliance basics
Laser welding cells using Class 4 lasers require a Laser Safety Officer (LSO) and controls aligned with ANSI Z136.1; training resources and hazard tools are available through LIA. Arc welding remains governed by OSHA’s Subpart Q; ensure your program addresses ventilation, screening, and fire prevention. For handheld laser environments, AWS Welding Digest outlines best practices for controlled areas, PPE, and supervision.
- ANSI/LIA training resources referencing Z136.1 and LSO roles are summarized by the Laser Institute of America.
- OSHA Subpart Q for welding, cutting, and brazing is codified in 29 CFR 1910.252—coordinate with your safety team to interpret facility requirements.
- AWS Welding Digest provides practical guidance on safe handheld laser environments.
Energy and consumables
Electricity, gas, and filler use
Laser’s lower overall heat input and frequent ability to run without filler can trim ongoing costs, particularly on thin aluminum with closed joints. MIG consumes wire at high deposition rates and shielding gas; TIG uses relatively more time and argon per inch with meticulous heat control. Track your kWh/part, gas flow, and filler grams/meter during pilots to quantify the differences rather than assume them.
Maintenance and uptime patterns
Arc torches, contact tips, nozzles, and liners are recurring maintenance items. Laser optics, nozzles, and protective windows need routine care, and enclosed cells add interlocks and sensors to maintain. The right preventive schedule—paired with spare kits—keeps both categories stable; build maintenance minutes and spare costs into OpEx and uptime assumptions.
Finishing abrasives and cleanup
Spatter, discoloration, and distortion drive abrasive usage and cleanup minutes. Laser’s smaller HAZ and low spatter can reduce grinding/polishing on visible surfaces when parameters and fit-up are dialed in. Validate by measuring finishing minutes to cosmetic acceptance on your bracket standard.
Application fit and ROI
High-volume thin gauge (laser-favored)
When the part family is thin (≤3 mm), joints are stable, and cosmetics matter, laser often wins on payback by compressing weld plus finishing minutes and lifting FPY. The caveat: you’ll need tight fixtures, a compliant enclosure, and an LSO program. Validate with a 30–day pilot and treat wire assist as an option if minor gaps or porosity management are concerns.
Also consider (disclosure): Oceanplayer manufactures fiber laser equipment relevant to this scenario. Mentioned for reader reference only. Explore capabilities and factory-direct options on the official site at Oceanplayer.
Low-volume and repair (TIG/MIG-favored)
For maintenance stations, one-offs, or geometry with variable gaps and access limits, TIG or MIG generally remains more cost-effective. TIG offers fine control on delicate features; MIG provides faster fill on structural repairs. Payback improves when changeover dominates and fixturing precision is limited.
Mixed-model job shop guidance
If your mix swings between thin cosmetic parts and heavier structures, consider a hybrid cell layout: laser for visible seams on thin work, MIG for thick deposition, TIG for tight-access or repair. Evaluate changeover times and fixture cost amortization by family. The matrix below can help teams map process fit quickly.
Decision checklist
What to validate with your parts
- Cycle time: Measure net weld time, passes, repositioning, and finishing to cosmetic spec on 50–100 parts per process.
- Quality: Log first-pass yield, rework minutes, and scrap by defect type (porosity, distortion, discoloration).
- Fit-up window: Quantify incoming part variation and achievable fixture precision; decide if wire assist or joint redesign is needed.
Data to collect before quoting
- Equipment: Obtain RFQs with safety enclosure, ventilation, and integration costs itemized.
- Labor: Confirm fully burdened rates by shift and expected utilization.
- Energy/consumables: Meter kWh/part; log gas flow and filler grams/meter; track abrasives and cleanup minutes.
Build a conservative ROI model
Use a simple payback model anchored to measured savings.
Where Monthly savings = (Unit cost_arc − Unit cost_candidate) × Monthly volume − Incremental maintenance.
Unit cost per part = Labor minutes × $/min + Energy (kWh × $/kWh) + Consumables ($/part) + Finishing minutes × $/min.
Run sensitivity: ±20% labor rate, ±25% CapEx, ±15% throughput. If payback remains <18 months across sensitivities for the 2–3 mm aluminum bracket, your business case is generally robust.
Compact comparison table (2024–2026 lens)
| Process | CapEx architecture (public context) | Throughput on thin, cosmetic parts | FPY/Finishing tendency | Fit-up tolerance | Automation readiness | Safety envelope |
|---|---|---|---|---|---|---|
| Laser | Enclosed Class 4 cells or cobots; integration and enclosure drive CapEx. Public pages outline options rather than prices. | Often fewer passes and shorter finishing time when fixtured precisely; sources note substantial speed vs TIG on suitable joints. | Smaller HAZ → lower distortion risk; often less post-processing; validate FPY via trials. | Prefers tight gaps; wire assist can help minor gaps. | Strong with robots/cobots and vision; consistent on repeatable parts. | ANSI Z136.1 with LSO; controlled area/enclosure required. |
| TIG (GTAW) | Manual or robotic power sources widely available; lower CapEx entry. | Slowest linear travel but highest manual control; good for delicate/complex geometries. | High cosmetic potential but more operator-dependent; finishing varies. | Best for tight tolerance and precise control in repair/low-volume. | Mature robot ecosystem; consistency depends on part variation. | OSHA Subpart Q; ventilation/screens and PPE. |
| MIG (GMAW) | Manual or pre-engineered robotic cells common; moderate CapEx; high deposition. | Fast deposition on thicker sections; may require more finishing on visible seams. | More spatter and HAZ than laser; finishing often required on cosmetic surfaces. | Bridges moderate gaps better than laser; good for variable fits. | Very mature robot options; stable for higher throughput. | OSHA Subpart Q; ventilation/screens and PPE. |
Sources cited in context: IPG laser welding overview (smaller HAZ, less finishing); AWS Welding Digest on handheld laser practices; LIA training resources (ANSI Z136.1); OSHA 29 CFR 1910.252 for arc processes; BLS wage baseline for labor modeling; a manufacturer page describing pre-engineered robotic arc cells for architecture context.
Conclusion
When does laser win on cost and ROI? On thin (≤3 mm) aluminum with stable joints and high cosmetic standards, laser’s combination of fewer passes, reduced finishing, and higher FPY can produce shorter payback—especially under steady utilization and with an enclosure and LSO program already budgeted. When do TIG or MIG remain the better choice? TIG excels in repair and low-volume work demanding precision or tricky access; MIG shines where thicker sections and gap-bridging dominate and cosmetics are secondary.
Next steps: Run a 30‑day pilot on the actual bracket family, collect cycle/quality/consumables data, and build a conservative payback model with sensitivity ranges. Benchmark at least two vendors per process, include safety/compliance line items, and schedule a takt‑time study before committing capital.
Frequently asked questions (FAQ)
1) What single metric should I use to choose between laser, TIG, and MIG?
Use investment payback (months) as the decision spine, supported by a 3–5 year TCO view. Payback forces you to convert performance differences (labor minutes, finishing, rework, energy, consumables) into dollars per month so you can compare directly to incremental CapEx.
2) For 2–3 mm aluminum cosmetic brackets, when will laser typically pay back within 12–18 months?
Laser can pay back inside 12–18 months when three conditions align: steady high utilization (two shifts or predictable volume), tight fixturing that reduces finishing minutes, and measurable FPY improvements versus arc welding. Always validate with a 30‑day pilot and RFQs for equipment + enclosure costs.
3) What thickness and application windows favor each process?
- Laser: best for thin (≤3 mm) sheets and high‑cosmetic seams when fixturing is precise.
- MIG: preferred for thicker sections and high‑deposition structural joints.
- TIG: chosen for low‑volume, delicate work, repairs, or where fine control is required. These are practical tendencies; test on your geometry before committing.
4) How tolerant are the processes to poor fit‑up or part variation?
MIG and TIG are more forgiving—filler wire lets them bridge gaps. Laser welding rewards tight gaps and consistent joint geometry; use wire‑assist or redesign joints if incoming variation is high.
5) What safety and staffing steps are unique to laser systems?
Class‑4 laser systems require controlled areas, engineering controls, and a Laser Safety Officer program under ANSI Z136.1 guidance; training and documented procedures are mandatory. Arc processes remain governed by OSHA welding rules—make sure ventilation, screening, and PPE meet OSHA 29 CFR 1910.252 requirements. (See the Laser Institute of America training overview and OSHA welding/cutting standards for planning.)
6) What data should a 30‑day pilot capture to build a defensible payback model?
Measure: net weld time per part, number of passes, first‑pass yield and rework minutes, finishing minutes to cosmetic spec, energy (kWh/part), shielding gas and filler usage, downtime events, and operator hours/training time. Capture at least 50–100 parts per process if feasible.
7) Which recurring OpEx items most affect payback?
Labor minutes (and the fully burdened hourly rate), finishing/abrasives, shielding gas, filler wire, energy (kWh), consumables/spares, and maintenance‑related downtime. Track these per part and convert to $/part for direct comparison.
8) Can laser welding remove the need for finishing entirely on aluminum brackets?
Sometimes—but don’t assume it. With tight fixturing and tuned parameters laser welding can dramatically reduce grinding and polishing; however, minor blending or touch‑up is often still required for demanding cosmetic specs. Verify with part samples.
9) Is automation integration easier with laser or arc technologies?
Both integrate with robots and cobots, but lasers often pair well with high‑speed seam tracking and vision on repeatable parts; arc welding has a mature robot ecosystem for high‑deposition work. Choose based on part repeatability, cycle‑time goals, and available integrator expertise.
10) What sensitivity ranges should I use in a conservative payback model?
Start with these defaults: ±20% labor rate, ±25% CapEx, and ±15% throughput. If local data or supplier quotes suggest higher volatility, expand the ranges. Run at least a three‑way sensitivity (best/expected/worst) to check robustness.
Sources and resources (select items cited above)
- OSHA welding/cutting standard: OSHA 29 CFR 1910.252 for arc processes.
- Laser safety and training: Laser Institute of America (ANSI Z136.1 training overview).
- Laser welding performance and HAZ discussion: IPG Photonics — laser welding overview.
- Practical handheld laser guidance: AWS Welding Digest — handheld laser articles.
- U.S. welder wage benchmark: BLS Occupational Outlook (May 2024).
References and further reading (for selected claims and planning)
- Laser fundamentals and smaller HAZ/minimal post‑processing: see IPG’s overview of laser welding: IPG laser welding overview
- Safe handheld laser environments and speed/finishing commentary: see AWS Welding Digest coverage: AWS safe environment for handheld laser welding (2025)
- Arc welding program requirements and controls: OSHA welding, cutting, and brazing standard: OSHA 29 CFR 1910.252
- LSO roles and ANSI Z136.1 training context: Laser Institute of America training overview
- U.S. welder wage benchmark (May 2024 median): BLS Occupational Outlook — Welders
- Robot cell architecture context (no pricing on public page): Miller PerformArc systems








