Introduction
This guide is for production and manufacturing managers—and their engineering partners—working in regulated industries such as aerospace, automotive, marine, medical devices, and electronics. It explains how to compare total cost of ownership (TCO), throughput, quality, safety, compliance, and automation-readiness when choosing between abrasive blasting and laser rust removal.
Why now? Tighter exposure limits for respirable crystalline silica (RCS) in the US and EU, combined with growing pressure from EPA/REACH and the availability of turnkey Class 1 laser cells, are changing the calculus. At the same time, automation and data capture make it easier to standardize surface preparation and document compliance.
Key takeaways
- Laser rust removal shifts OpEx from consumables and waste handling toward low, predictable electricity and filtration costs, improving TCO at typical utilization.
- Enclosed, interlocked Class 1 cells plus local exhaust and filtration simplify compliance versus silica-generating blasting tasks.
- Effective cycle time—not just nominal speed—drives throughput; laser reduces setup/cleanup and rework risk on sensitive substrates.
- OSHA’s silica PEL is 50 µg/m³ (AL 25 µg/m³), while the EU sets a BOELV of 0.1 mg/m³; enclosed laser cells move the primary risk from RCS to manageable metal fumes.
- Standards stack: ANSI Z136.1, ISO 11553, and IEC 60825-1 for lasers; R15.06/ISO 10218 for robot cells; ISO 13849-1 for interlock reliability.
- Blasting still fits for very large areas or when a heavy anchor profile is specified—validate with a short, instrumented site trial.
TCO drivers and model for laser rust removal
Our model uses benchmark ranges your finance team can tune: labor $28–45/h; electricity $0.10–$0.18/kWh; abrasive media/disposal in typical industrial bands; utilization based on single- or multi-shift operation. Compare on $/productive hour and $/m², then run sensitivity on labor, energy, and utilization.
Sandblasting cost baseline

Abrasive blasting concentrates costs in consumables, energy, and cleanup:
- Media purchase and consumption: delivered $/ton varies by material (e.g., slag vs garnet) and reuse fraction; hourly usage often measured in hundreds of pounds, driving both purchase and waste tonnage. See supplier calculators for ranges.
- Waste handling and disposal: spent abrasive mixed with rust/paint can enter higher-cost waste streams; disposal can approach four figures per ton depending on locality and classification.
- Energy and air: large nozzles require high CFM at 90–120 psi, implying substantial compressor power (or diesel fuel) and maintenance overhead.
- Wear parts and PPE: nozzles, hoses, and blast room maintenance; respirators and fit testing; suit/glove replacement.
- Setup, containment, and cleanup: masking, dust capture, room turnover—often a large share of non-cutting time.
- Compliance program costs: exposure assessment and controls for RCS if tasks generate silica-bearing dust.
For exposure context, OSHA sets a respirable crystalline silica PEL of 50 µg/m³ (8-hr TWA) with an Action Level of 25 µg/m³, along with requirements for exposure assessments, written plans, engineering controls, and medical surveillance where applicable. See the primary rule in OSHA 29 CFR 1910.1053 and the agency’s silica overview for general industry.
Laser rust removal cost structure

Laser shifts operating cost toward electricity and filtration while minimizing consumables:
- Electricity: enclosed industrial cleaning cells commonly draw on the order of a few kilowatts at the wall (representative published ranges 1.5–5.8 kW, configuration-dependent). Priced at $0.10–$0.18/kWh, this is typically a minor share of OpEx.
- Filtration and extraction: HEPA H14 particulate filters (per EN 1822/ISO 29463) and activated carbon for VOCs; periodic replacements based on load and pressure drop. Exhaust fan power should be included.
- Optics/maintenance: protective windows, scan optics, routine alignment checks; generally predictable compared with blasting wear parts.
- Labor: operator attendance and part handling; reduced cleanup can free capacity.
- Minimal waste: ablated particulate captured on filters rather than tons of spent abrasive.
Representative power consumption ranges for industrial laser cleaning workstations are published by vendors; for example, Laserax lists 1.5–5.8 kW for enclosed systems depending on configuration and power. See their workstation pages for context: rotary, conveyor, and manual.
Payback scenarios and sensitivities
Model three archetypes:
- Single-shift, moderate utilization: laser often breaks even in 12–24 months when media and waste dominate current costs.
- Two-shift or higher utilization: payback accelerates because laser OpEx scales gently with throughput.
- Low-utilization or very heavy-coating cases: blasting may retain a cost edge; consider a hybrid strategy.
Key sensitivities:
- Labor: higher labor rates increase the penalty of setup/cleanup-intensive blasting.
- Electricity: increases have modest impact on laser OpEx relative to blasting’s media and disposal.
- Utilization: higher availability favors laser capital amortization; at very low hours/year, CapEx recovery slows.
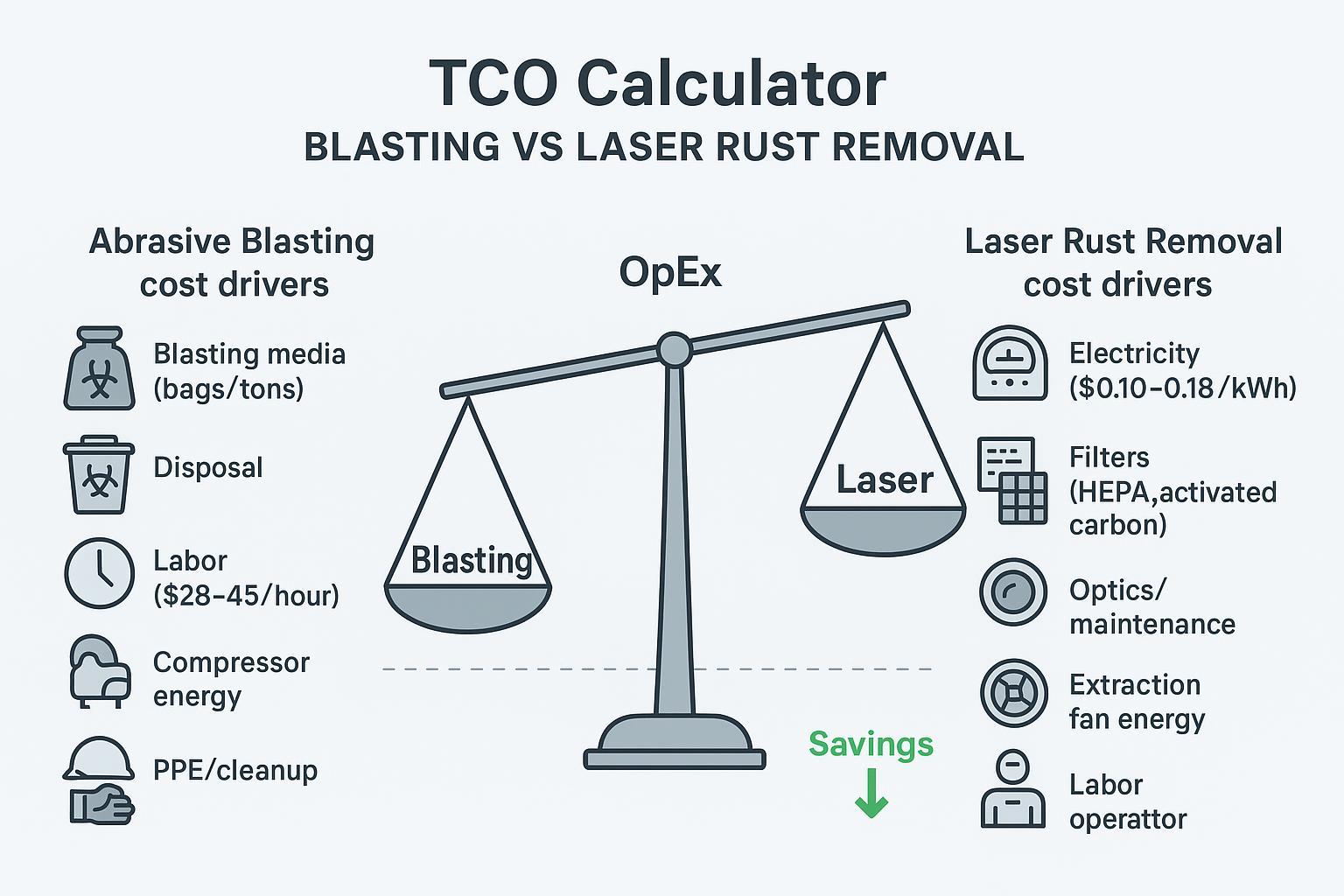
Infographic: TCO calculator highlights blasting’s media/disposal vs laser’s electricity/filters cost profile.
Throughput and quality outcomes with laser rust removal
Effective cycle time vs nominal speed
Nominal removal speed rarely tells the whole story. Blasting often demands containment setup, masking, and post-process cleanup; room turnover can dwarf in-process speed. Laser cells emphasize quick changeovers and minimal cleanup, so the effective cycle time—the metric that matters for takt—can favor laser even when nominal removal rates are similar for light-to-moderate rust.
Surface integrity and rework risk
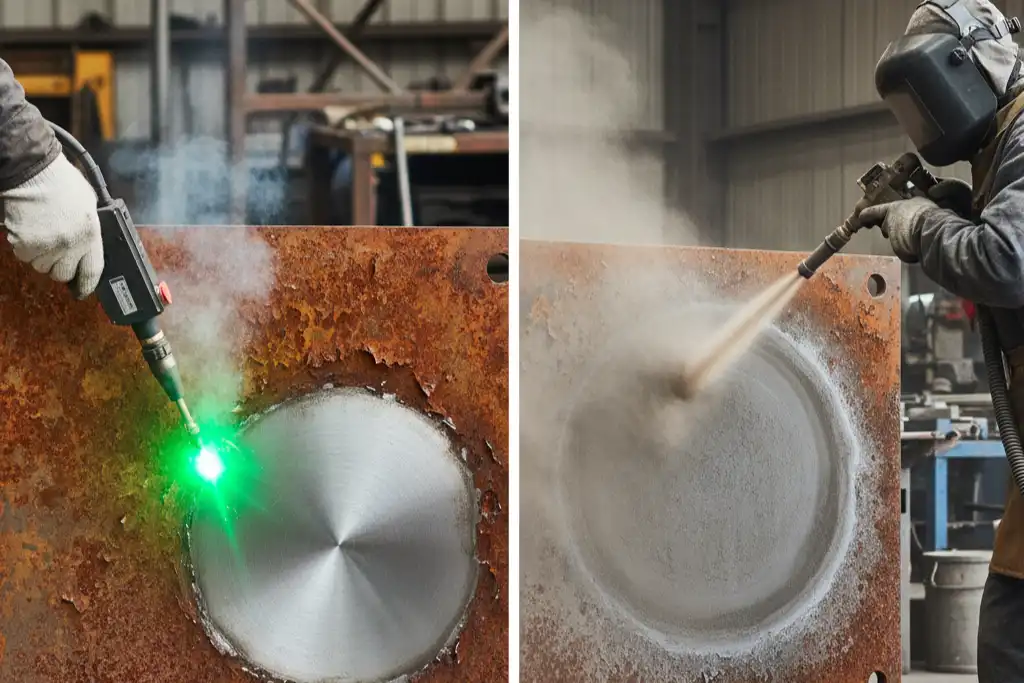
Laser is non-contact and precise, reducing substrate damage and entrained contaminants that can undermine adhesion. Where the specification calls for a clean, oxide-free surface without a heavy anchor profile, laser tends to stabilize first-pass yield and reduce rework probability. Validate adhesion with standardized methods (e.g., ASTM D4541 pull-off; D3359 cross-cut) and capture parameters to support repeatability.
When blasting still fits
Blasting remains advantageous for very large, open areas with heavy corrosion or when a specific anchor profile is required for subsequent coatings. Alternatives like dry ice, waterjet, or chemical stripping may also be appropriate depending on material compatibility and local regulations. A short, instrumented trial will clarify the crossover point for your parts, geometry, and coatings.
Safety and compliance by design
Silica dust vs laser fumes

Abrasive blasting that generates respirable crystalline silica triggers stringent controls. In the US, OSHA’s PEL is 50 µg/m³ (8-hr TWA) with a 25 µg/m³ Action Level, with written exposure plans, engineering controls, and medical surveillance where thresholds are met, as detailed in OSHA 29 CFR 1910.1053 and OSHA’s general industry silica overview. In the EU, the binding OEL for RCS is 0.1 mg/m³ (8-hr TWA) under the Carcinogens, Mutagens or Reprotoxic Substances at Work Directive; see EU-OSHA’s RCS overview and BOELV context and the CMD framework page.
Laser cleaning eliminates abrasive media and silica dust but produces metal fumes/particulates and volatile byproducts from coatings. Control these with a fully enclosed process and local exhaust ventilation (LEV), then filter via HEPA H14 for particulates and activated carbon for gases. OSHA’s Technical Manual provides practical LEV guidance; see OTM Section III, Chapter 3 on industrial ventilation.
Standards and enclosures (ANSI Z136/ISO 11553)
Design the cell to achieve Class 1 during operation. That typically means a protective housing with interlocked access so that opening a guard halts emission and prevents restart until safe, aligned with ANSI Z136.1 and ISO 11553-1/-2. Product classification follows IEC 60825-1. Robot integration uses ANSI/RIA R15.06 (harmonized with ISO 10218). Interlock reliability should be commensurate with risk, commonly validated to ISO 13849-1 PL d, Category 3 in industrial laser cells. Reference anchors: ANSI Z136.1 overview (LIA), OSHA laser standards index, and IEC 60825-1 classification.
Facility readiness and training
Appoint a laser safety officer (LSO), write SOPs, and train operators and maintenance staff. Align lockout/tagout, signage, and inspection routines. Measure airborne concentrations during commissioning to verify PEL/OEL compliance for metals and coating constituents. If blasting tasks remain elsewhere onsite, maintain your silica exposure plan and medical surveillance as required by OSHA/EU rules.
Automation and integration
Cell architectures and extraction
Closed, interlocked cells with robot or gantry motion provide consistent coverage, coordinated safety (dual-channel interlocks to a safety PLC), and robust source capture via downdraft or side extraction to HEPA H14 + activated carbon filtration. Light curtains or scanners guard conveyor pass-throughs; differential pressure sensors support filter maintenance and SPC.
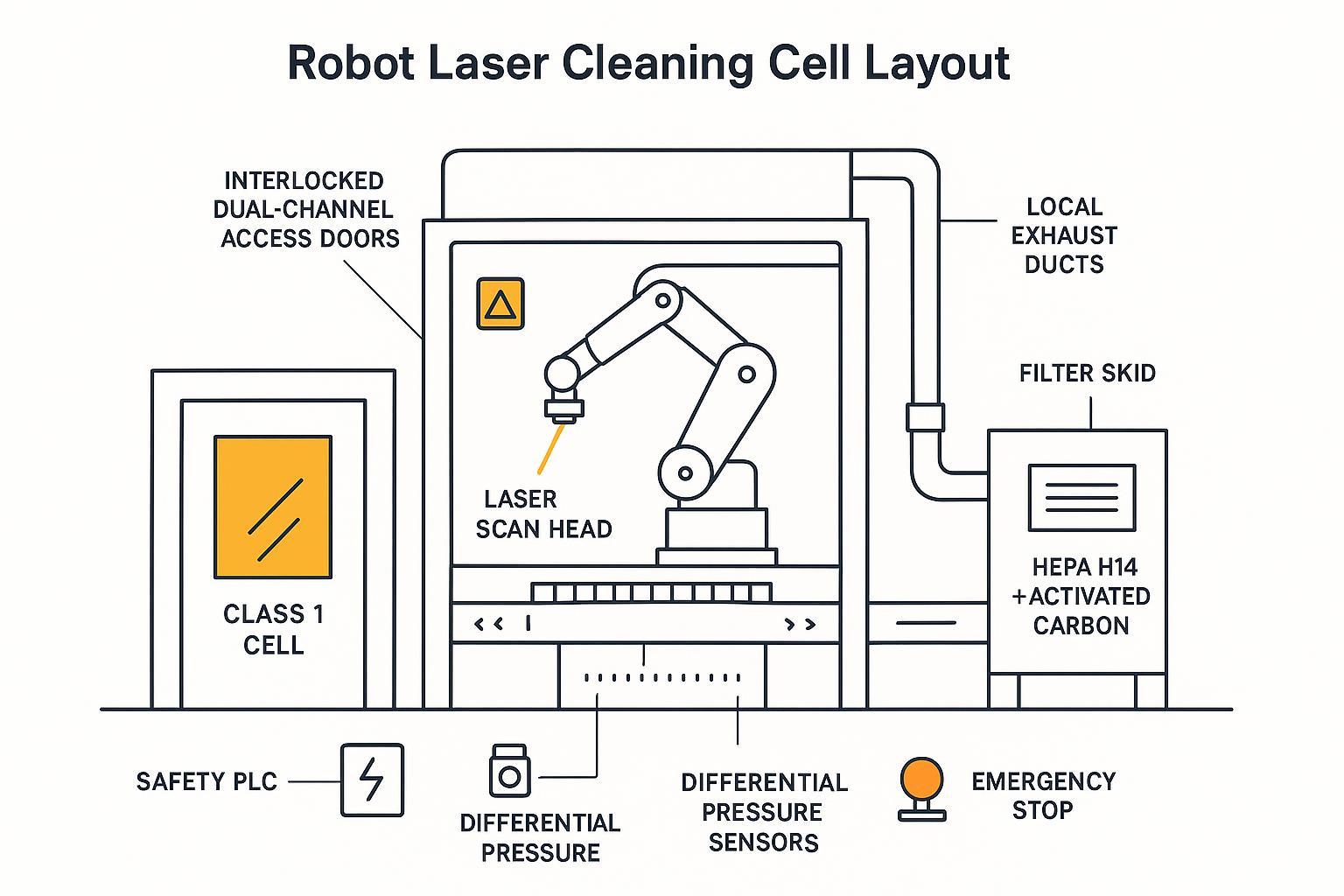
Diagram: How an automation-ready Class 1 cell meets safety and throughput goals.
Disclosure: OceanPlayer is our product. Example: automation-ready Class 1 laser cells with integrated extraction and data logging can support sub-18‑month ROI in pilot lines.
SOP and parameter validation
Define and validate your process window—fluence (J/cm²), repetition rate, scan speed, and overlap—against measurable outcomes: rust removal completeness, surface integrity, adhesion strength, and cleanliness (e.g., salt contamination) where relevant. Maintain a management-of-change (MOC) process for optics, software, or recipes.
Data, traceability, and SPC
Log job parameters, safety interlock events, and extraction differential pressure trends. Integrate with MES/SCADA for lot traceability, alarm history, and SPC charts. This reduces variation, speeds audits, and strengthens continuous improvement.
Implementation roadmap
Site trial plan and metrics
Run a short, instrumented trial on representative parts. Capture:
- Effective cycle time vs nominal speed (including setup/cleanup) and OEE impacts
- Energy (kWh), extraction airflow and differential pressure
- Airborne concentrations (area and personal) to PEL/OEL targets
- Adhesion (ASTM D4541/D3359), surface condition, and cleanliness metrics
Define acceptance criteria linked to TCO and EHS outcomes.
ROI calculator inputs
Assemble inputs your finance team will trust:
- CapEx and amortization period
- Labor rates ($28–45/h) and staffing model
- Electricity rate ($0.10–$0.18/kWh) and measured draw
- Abrasive media consumption (lb/hr) and delivered $/ton; reuse fraction
- Waste disposal $/ton and handling time
- Compressor fuel/electricity and maintenance (for blasting)
- Filter replacement intervals/costs (HEPA/activated carbon)
- Utilization assumptions (shifts/week, availability) and OEE losses
- Wear parts, optics, and planned maintenance
Risks and mitigations
- Laser: inadequate LEV or filter maintenance leading to fume carryover—mitigate with capture design per OSHA OTM, HEPA H14 validation, and DP-based change SOPs.
- Blasting: silica and dust exposures—mitigate with substitution, wet methods, or containment and robust exposure control plans.
- Both: operator training, LOTO, and periodic exposure/efficiency audits.
Conclusion
Laser rust removal lowers TCO by eliminating abrasive media and reducing cleanup while improving consistency at typical utilization levels. Safety and compliance are easier to achieve when the process is enclosed to Class 1 with properly engineered fume extraction and filtration. Automation-ready cells and built-in traceability strengthen quality and accelerate payback for US/EU plants evaluating upgrades from blasting.








