
Introduction
Why does weld metal sometimes come out softer after laser welding aluminum—and why does the hardness drop vary by alloy series? The short answer: in keyhole mode, high irradiance and long dwell times drive selective evaporation of volatile elements (notably Mg and Zn). That composition shift combines with precipitate changes and HAZ softening to reduce hardness.
Scope of this guide: mechanisms (keyhole physics, vapor pressure, plume/recoil dynamics), series‑specific behavior (5xxx/6xxx/7xxx), practical controls (LED, focus, oscillation, ring‑mode, shielding gas, fillers), and QA/standards (AWS D1.2) for production implementation.
Outcome you can expect: clear, directional parameter windows and a validation loop (inspection + composition + hardness) you can take to the line.
Key takeaways
- The primary driver of element burnout in aluminum alloy laser welding is selective evaporation: Mg and Zn exhibit much higher vapor pressures than Al at welding temperatures, so they leave the melt faster.
- Unstable keyholes amplify loss: plume/recoil oscillations increase melt ejection and vapor transport, worsening composition shift and porosity.
- Hardness drops stem from three levers working together: (1) precipitate dissolution/overaging (age‑hardenable series), (2) HAZ softening and grain growth, and (3) direct loss of strengthening elements (Mg/Zn).
- A low‑LED strategy (reduce peak irradiance and dwell) plus keyhole stabilization (focus, oscillation, ring‑mode) limits evaporation without sacrificing penetration.
- Shielding gas must both protect and clear the plume from the optical path; laminar flow and, where justified, Ar/He mixes can help.
- Filler selection is critical for 6xxx/7xxx to mitigate cracking and composition‑related strength loss.
- Close the loop with AWS D1.2‑aligned qualification, targeted NDT, EDS/EPMA composition checks, and HV mapping across FZ/HAZ/BM.
Keyhole physics and element burnout in aluminum alloy laser welding
Energy density and vapor pressure
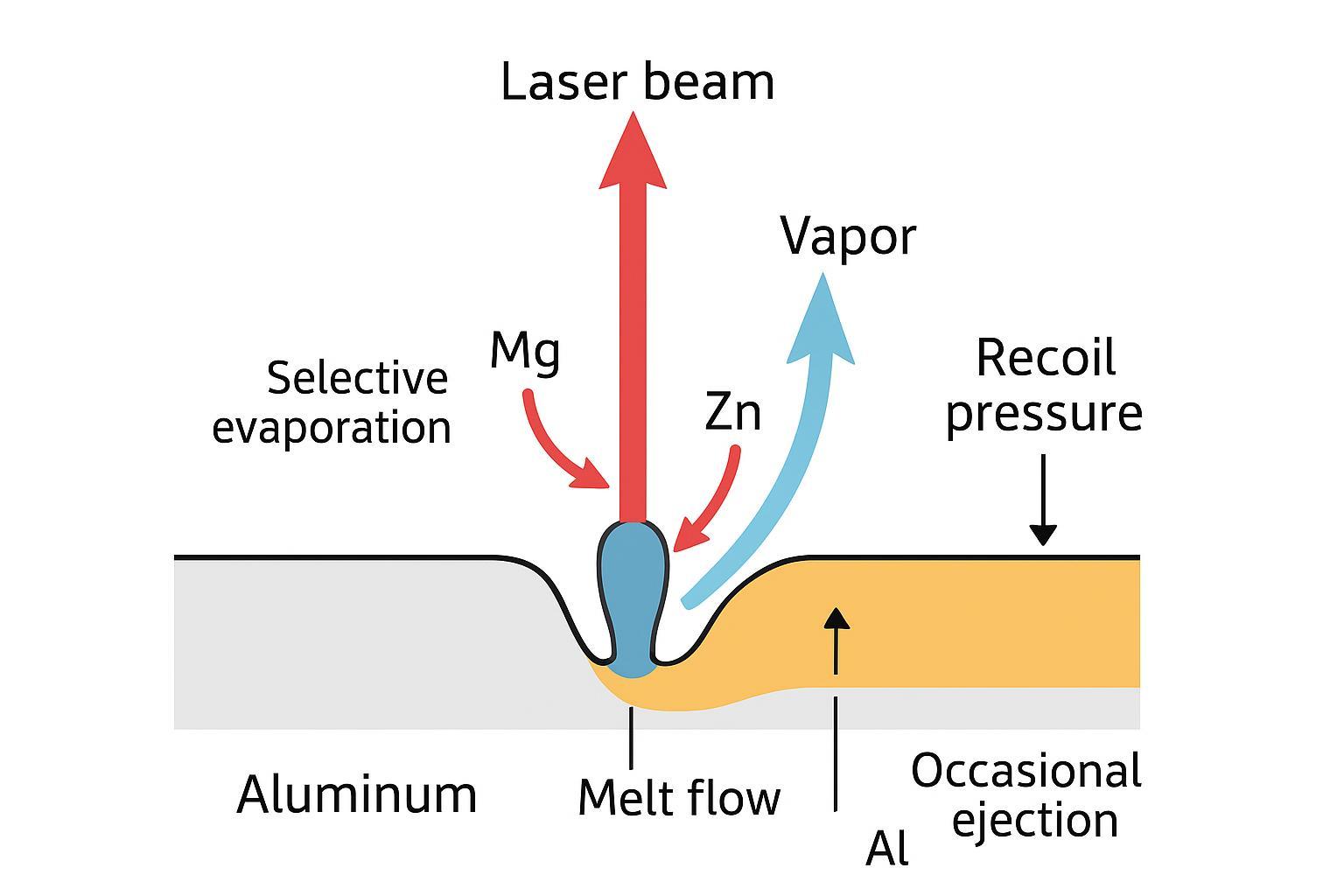
Laser keyhole welding sustains a vapor cavity via recoil pressure. When linear energy density (LED = Power/Speed) or on‑part irradiance is too high, local temperatures approach or exceed the vaporization regime. At those temperatures, Mg and Zn have orders‑of‑magnitude higher saturation vapor pressures than Al, so they evaporate preferentially from the keyhole walls and melt surface. Over time—even seconds on a long seam—that selective loss shifts weld metal composition.
For fundamentals on metal vaporization in high‑energy processes, see the comprehensive synthesis in the open‑access review on metals vaporization in laser processing, which summarizes the Hertz–Knudsen relation and volatility hierarchies. The European Aluminium Association’s beam welding chapter also lays out the power density/speed interplay and keyhole stability aspects that matter in practice:
- According to the metals vaporization review (2024), saturation vapor pressure strongly governs evaporative flux in laser processes, with Mg and Zn notably more volatile than Al at welding‑relevant temperatures. See the discussion in the metals vaporization review for high‑energy processing contexts: open‑access review on metals vaporization in laser processing (2024).
- For joining‑specific power density and keyhole behavior, refer to the industry compendium in the European Aluminium Association manual: European Aluminium Association — Beam Welding chapter (2015 edition rehosted 2022).
Selective Mg/Zn evaporation
Selective evaporation is a thermodynamic inevitability once the surface/melt approaches the vaporization regime: species with higher vapor pressures leave faster. Datasets of vapor pressure vs temperature place Mg and Zn well above Al, explaining why Al–Mg (5xxx) and Al–Zn (7xxx) compositions shift during high‑intensity welding.
- Thermodynamic relations and compiled data show Mg and Zn saturation vapor pressures far exceed Al at typical weld temperatures; this underpins burnout trends. See the accessible compendium of vapor pressure relations for metals: Vapor pressure versus temperature relations (data compendium).
- Experimental welding studies measuring weld‑metal composition confirm Mg loss in Al–Mg and Zn loss in Al–Zn systems under increased energy input/dwell; mechanisms are consistent with selective evaporation and plume transport. See foundational and application papers on composition changes in aluminum laser welding: Composition change during aluminum laser welding (Zhao & DebRoy, 2001).
Plume, recoil pressure, melt ejection
The keyhole is maintained by recoil pressure from evaporation. As the keyhole oscillates, the vapor plume intensity and direction oscillate too. In unstable regimes (excess LED, poor focus, inadequate gas), the keyhole can collapse or throb, promoting melt ejection/spatter and entraining volatile species into the plume. That combination raises porosity risk and accelerates element loss.
High‑speed diagnostics and reviews of aluminum spot/seam welding visualize plume–keyhole coupling and its effect on stability and absorption. For practical implications and plume attenuation notes, see the open‑access aluminum keyhole stability review and the TWI technical note on plume attenuation in high‑power laser welding.
Hardness reduction mechanisms
Precipitate dissolution and overaging
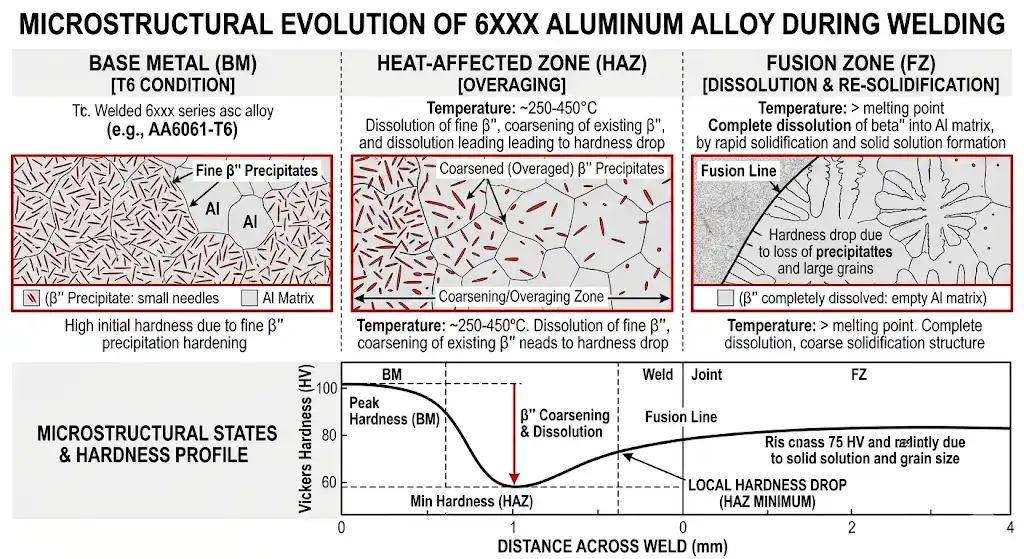
In age‑hardenable alloys, strength depends on fine precipitates. In 6xxx (Al–Mg–Si), the β” population confers peak strength; laser welding dissolves β” in the fusion zone and can overage the HAZ toward coarser β, dropping hardness. Microstructure–hardness maps for 6061 consistently show a trough near the HAZ after laser or arc welding. See: Detailed 6061 weld hardness and precipitate evolution (2022).
HAZ softening and grain growth
Even in non‑heat‑treatable series like 5xxx, the weld thermal cycle drives recovery and partial recrystallization, erasing work‑hardening and coarsening grains. A narrower HAZ than arc welding doesn’t eliminate softening—it just localizes it. The EAA manual summarizes these series‑level tendencies: EAA Aluminium Automotive Manual — Beam Welding.
Composition shift impact on strength
When Mg or Zn evaporate selectively, the weld metal’s strengthening potential drops directly—Mg contributes to solid‑solution strengthening (and Mg2Si in 6xxx), while Zn and Mg underpin η’/GP zones in 7xxx. Think of it this way: you’re not only altering microstructure by heat; you’re also diluting the ingredients that make the alloy strong in the first place.
Series-specific behavior
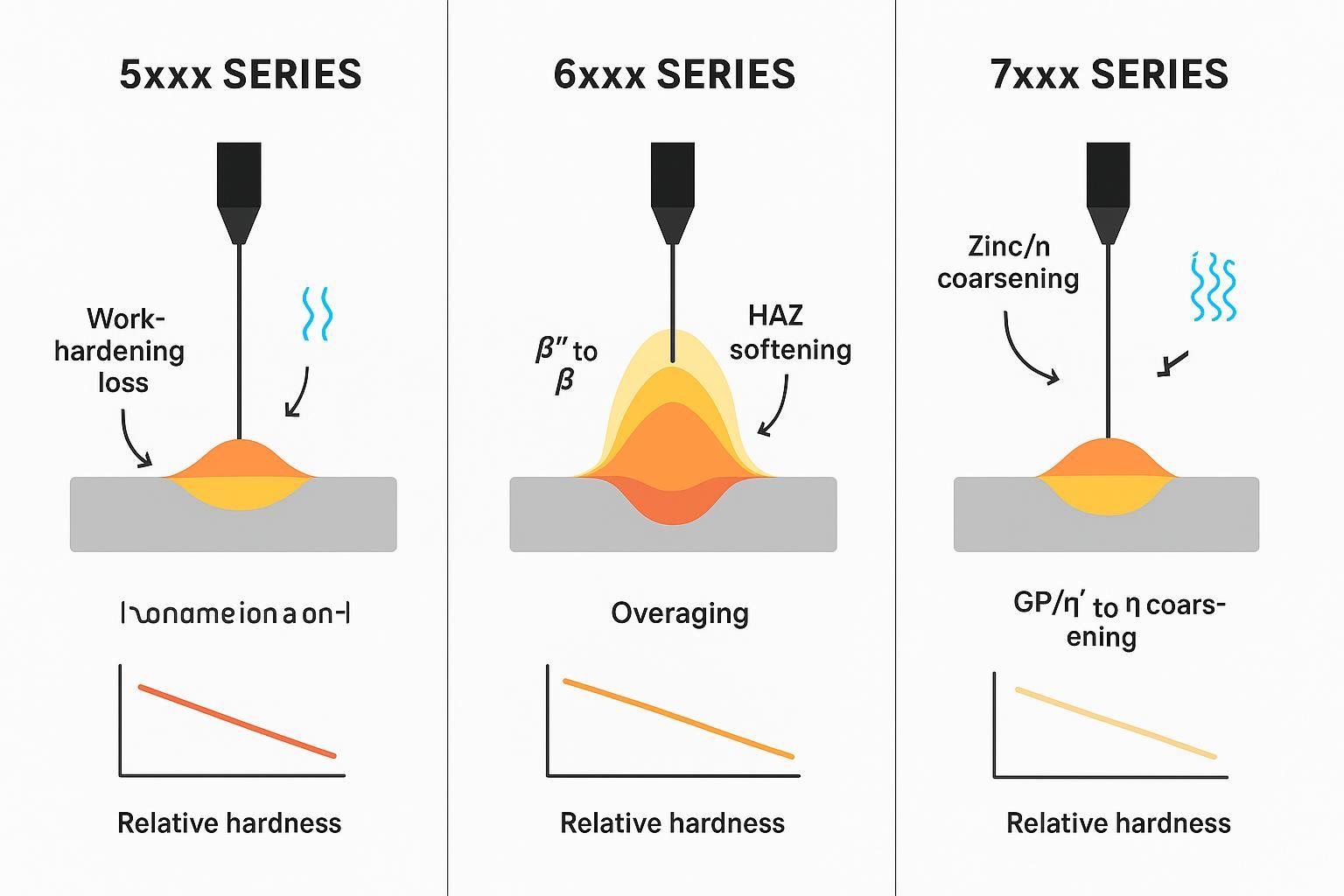
5xxx: Mg loss and work hardening
Expect two softening drivers: recovery/partial recrystallization that removes strain hardening, and Mg loss at excessive energy density. Weldability is generally good, but porosity and spatter spike when the keyhole is unstable. Directional expectation: modest FZ/near‑HAZ hardness reduction, deepening with higher LED and inadequate gas flow. See composition‑change evidence and fundamentals in Zhao & DebRoy’s aluminum welding study and the EAA beam welding chapter.
6xxx: β” to β overaging
The dominant effect is precipitate dissolution/overaging. Autogenous welds typically show the lowest hardness in the fusion/near‑HAZ zones; fillers (e.g., Si‑rich) and tuned heat input help mitigate cracking/softening. See the open‑access study on AA6061 for microstructure–hardness linkage: 6061 weld microstructure and HAZ softening (2022).
7xxx: GP/η’ to η transition
7xxx alloys are highly crack‑sensitive in welding due to solidification range and precipitation behavior, and they’re more susceptible to composition shifts when Zn/Mg evaporate. Anticipate significant softening without filler assistance and careful control of LED and stability. A recent review summarizes softening behavior and mitigation strategies in age‑hardenable aluminums: Review on softening of age‑hardenable Al alloys.
Process controls and parameters
Minimize LED: power, speed, spot
The unifying strategy is to limit peak irradiance and time at temperature while still achieving penetration. Practically, that means reducing LED (raise speed, trim power, or enlarge effective spot) until the keyhole remains open but calm. For many thin‑to‑medium aluminum seams, stable operation often falls in the directional range of roughly 20–50 J/mm—always validate on your machine, thickness, and alloy. The EAA beam welding manual provides fundamentals on power density and stability, while aluminum‑focused instability reviews offer cues on thresholds and responses.
Focus, oscillation, ring‑mode
Focus: Keep focus near the top surface (about 0 to +1 mm) to avoid excessive power density deep below the surface that can trigger oscillatory keyholes and porosity. Negative focus tends to worsen plume oscillation and instability in aluminum.
Oscillation (wobble): Small‑amplitude, high‑frequency circular or figure‑eight patterns can widen the entrance, smooth the keyhole, and help bubbles reabsorb—often cutting porosity and spatter when tuned. Amplitude is usually the dominant knob; frequency fine‑tunes stability.
Ring‑mode beam shaping: Distributing some energy from the core into a coaxial ring reduces the central peak irradiance at the keyhole entrance while maintaining overall input for penetration. As ring power fraction rises, many systems exhibit fewer collapse events and steadier plumes, which supports a low‑LED strategy with less Mg/Zn evaporation pressure. These effects align with annular/ARM beam studies and application reports in high‑energy laser welding.
In practice, equipment with a coaxial ring beam and adjustable ring–core energy ratio lets you tune that distribution on the fly to widen the stable window. For readers evaluating hardware, Oceanplayer manufactures industrial laser welding systems that can be configured with such coaxial ring beams; this capability can be applied—alongside focus and oscillation—to stabilize the keyhole at lower peak irradiance. Use plant trials to set your ring fraction and wobble amplitude for the specific joint and alloy.
Shielding gas and plume control
Your shielding gas has two jobs: protect against oxidation and keep the optical path clear. Argon is the baseline for coverage; helium or Ar/He mixes can increase penetration and, in some regimes, reduce plasma absorption. What matters most is a smooth, laminar flow that sweeps the plume without turbulence at the keyhole entrance, plus adequate extraction where needed. For fundamentals and comparative insights, see the EAA beam welding chapter and a study on Ar/He effects in aluminum laser hybrid contexts.
Filler selection and crack control
Use prose rather than long lists to stay focused: For 6xxx, favor Si‑rich fillers (ER4043/ER4047) to narrow the solidification range and reduce hot cracking; they also influence final Mg2Si chemistry. In 7xxx, the high crack sensitivity often rules out autogenous welding; use application‑appropriate fillers (e.g., ER2319 or alloy‑matched wires per procedure) and keep LED controlled. In 5xxx, ER5356/5183 are common choices; track Mg loss and validate composition via EDS/EPMA when optimizing parameters.
Validation, QA, and standards
AWS D1.2‑driven qualification
AWS D1.2/D1.2M governs structural aluminum welding in many sectors and typically requires procedure qualification (PQR) testing before production WPS use. Essential variables include base metal group/thickness ranges, filler classification/diameter, joint design, process/position, shielding gas composition/flow, and travel speed/electrical characteristics. Always consult the latest code edition for exact qualification ranges and acceptance criteria. Useful overviews include a concise summary from the Canadian Welding Bureau and an aluminum technical guide referencing D1.2 from an equipment manufacturer.
A practical qualification bundle for aluminum laser welding usually includes: procedure test plates/coupons welded at nominal parameters; VT followed by NDT (RT/UT as specified); mechanical testing (e.g., tensile/bend when required); and full parameter documentation.
Inspection: porosity and cracking
Keep VT systematic; apply RT or UT per code/contract. Track porosity distribution and pore size/cluster tendencies against LED, focus, oscillation, and gas settings—instability often leaves signatures (e.g., clustered pores near collapse zones). Document rework triggers per code.
Composition and hardness checks
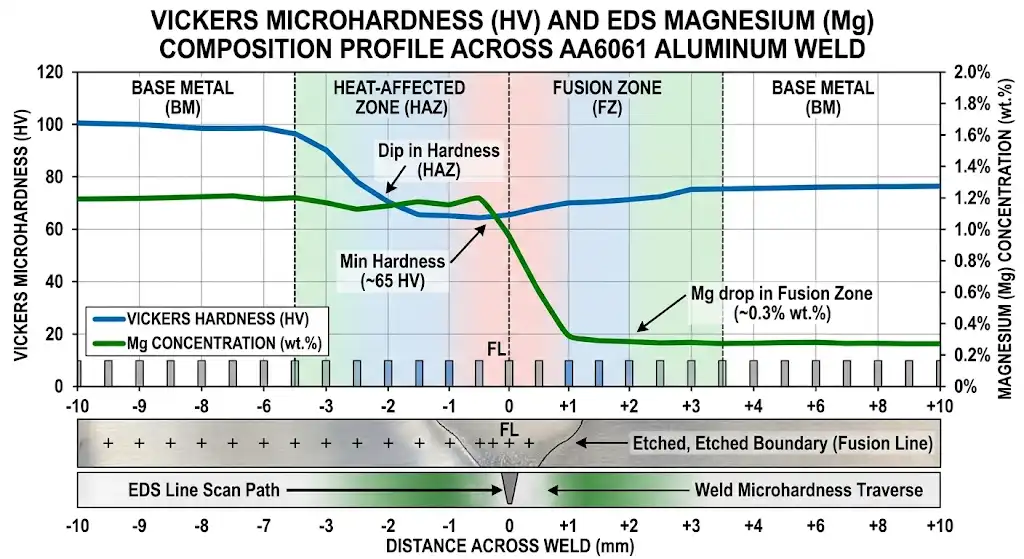
For production validation of burnout and softening, add two targeted checks alongside your usual QA. First, use EDS/EPMA line scans across BM→HAZ→FZ→opposite HAZ→BM to quantify %Mg and/or %Zn relative to base metal; expect the steepest gradients near the fusion boundary when LED is high. Second, run HV0.2–HV0.5 traverses across the same path. Then overlay the hardness trough with composition/precipitation expectations by series (e.g., β” dissolution in 6xxx). These measurements tie mechanism to outcome and support WPS parameter windows.
Conclusion
Element burnout in aluminum alloy laser welding is fundamentally a selective evaporation problem amplified by keyhole instability. The resulting composition shift, together with precipitate changes and HAZ softening, explains why hardness drops after welding—especially in 6xxx and 7xxx.
Control the root causes: adopt a low‑LED strategy, keep focus near the surface, stabilize the keyhole with oscillation, and consider ring‑mode beam shaping to lower peak irradiance while holding penetration. Match shielding gas and flow to both protect and sweep the plume, and choose fillers aligned with each alloy series’ metallurgy to curb cracking and strength loss. Then qualify per AWS D1.2, and verify with composition (EDS/EPMA) and hardness (HV maps) to close the loop before scaling in production.








