
Introduction
This guide is written for process and mold engineers as well as tire design engineers who need a practical, defensible way to choose molds for PCR (passenger car radial), TBR (truck/bus radial), and OTR (off‑the‑road) programs. Use it when you’re scoping a new mold, refreshing a legacy design, or troubleshooting startup/shutdown efficiency and finishing burden under real factory constraints.
What mold selection impacts in day‑to‑day operations:
- Quality and uniformity: tread fidelity, parting‑line appearance, geometry control, and how well the tire behaves through PCI and downstream tests.
- Throughput: press intervals, demolding smoothness, finishing requirements, and total cycle stability.
- Safety and compliance: robust handling of thermal/pressure conditions and alignment to plant procedures.
- Total cost of ownership (TCO): initial tool cost, maintenance windows, refurbishment strategy, and lifespan.
How the guide is structured: we begin with a taxonomy of core mold designs and venting basics, then provide three role-ready checklists (PCR, TBR, OTR). We close with a supplier/materials/ROI framework to help you make a quantified, auditable decision.
Key takeaways
- This tire mold selection guide centers on uptime: choose sectorization, alignment features, and maintainability that shorten startups, ease shutdowns, and reduce MTTR.
- Segmented molds dominate complex radial applications; two‑piece (clamshell) designs still fit simpler patterns or certain bias‑ply lines—validate against tread complexity and uniformity targets, not just cost.
- Venting strategy is a process lever: vented surfaces purge air reliably; low‑vent/ventless reduces whiskers but demands tighter process control and disciplined maintenance.
- Sector count is not a raw “more is better” metric: prioritize synchronized opening, robust keys/guideways, and serviceable inserts to avoid binding, wear, and chronic downtime.
- Thermal mass, metrology, and press control work together: use IR feedback or comparable methods to stabilize cycles; align mold material choices with throughput vs durability needs.
- Make the buy with lifecycle math: pair supplier capability, standards/traceability, maintenance plans, and realistic refurbishment pathways with a cost‑per‑cycle model.
Mold types and venting basics

Core mold designs
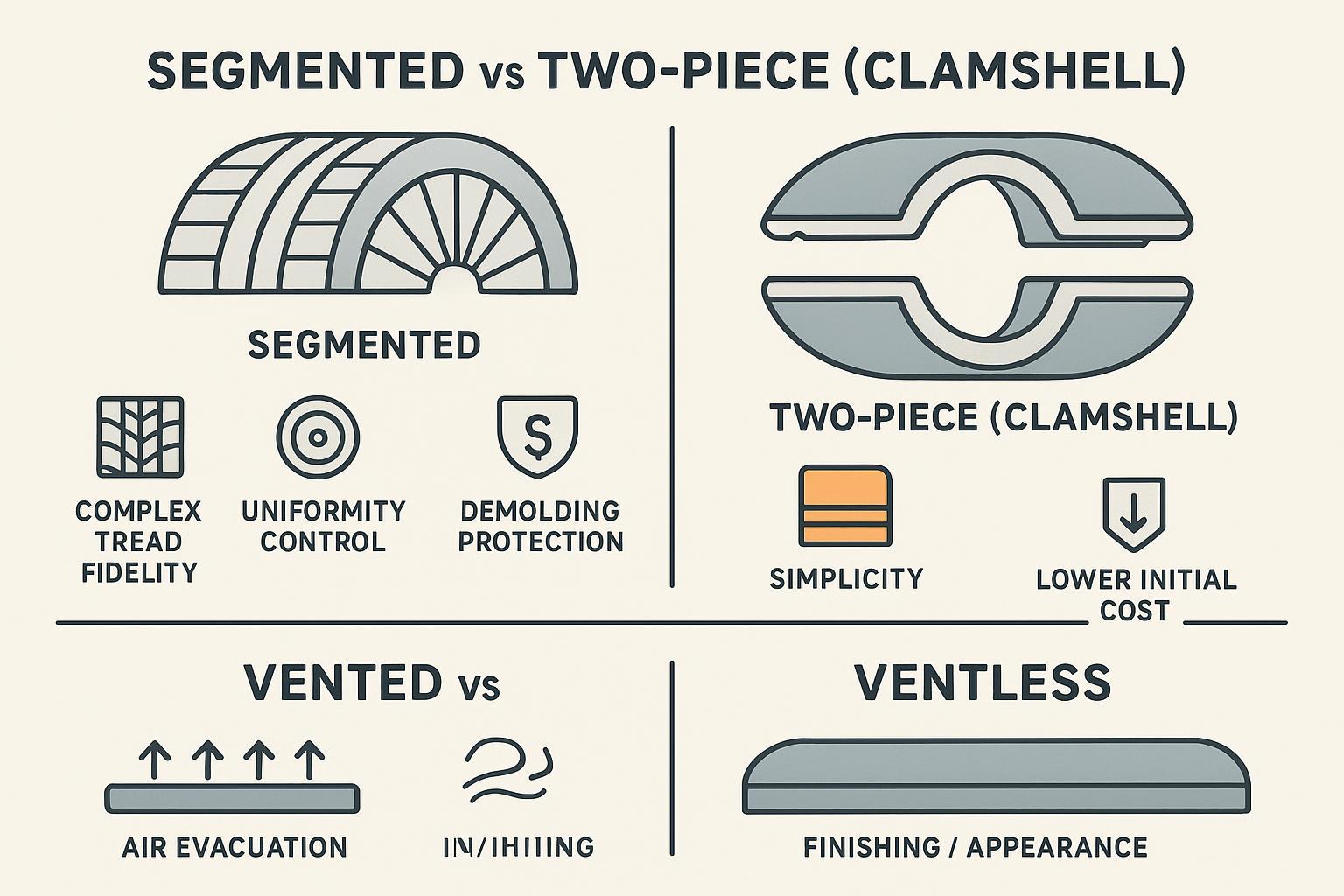
Most production today uses either segmented molds or two‑piece (clamshell) molds. In segmented designs, multiple radial sectors open and close around the tire, helping protect complex tread features and belt packages during demolding. In two‑piece designs, the mold splits into upper and lower halves. For radial tires with intricate tread geometries and tight uniformity expectations, segmented molds are commonly favored; simpler or bias‑ply applications may still use clamshells. See the industry explainer on why segmented molds support complex tread fidelity and uniformity in contrast to clamshells in certain use cases in the AG sector in the analysis by the publisher AG Tire Talk: “Why Molds Matter: Clamshell vs Segmented” (2025).
Manufacturing process chains for precision molds increasingly blend milling, EDM, laser texturing, and even additive methods, backed by CMM verification and controlled finishing workflows. This hybrid approach supports intricate features and surface textures but does not, on its own, prescribe a winner between segmented and clamshell; selection still rests on application needs and process stability. For a concise overview of such process chains, see GF Machining Solutions’ tire mold manufacturing whitepaper (2024).
Vented vs ventless trade-offs
Vented molds evacuate air and volatiles through micro‑vents and channels during vulcanization, lowering the risk of trapped air in deep grooves or sipe valleys. The trade‑off is visible vent whiskers and the finishing needed to remove them when specifications demand cosmetic perfection. Low‑vent or “ventless” approaches can mitigate whiskers and parting‑line flash appearance, but they shift more burden to press control, bladder behavior, green tire preparation, and overall process discipline. Vendor literature highlights surface engineering and texturing to tune airflow and release, but prescriptive numeric vent sizes/densities are typically OEM‑specific and not published openly; align your venting rules with supplier recommendations and your plant’s finishing capability. A manufacturing overview context is covered in GF Machining Solutions’ whitepaper (2024).
Sector count and demolding access
Sectorization enables complex treads while reducing the risk of damaging belt packages during opening. However, more sectors increase mechanical interfaces and potential failure points. What matters most in practice: synchronized opening/closing, alignment keys and guideways that tolerate thermal growth without binding, and serviceable inserts that can be swapped without a full teardown. These features directly influence startup smoothness, changeover time, and the length of maintenance windows.
PCR selection checklist
Application fit and tread complexity
PCR programs often carry aggressive styling and dense sipe patterns alongside strict uniformity and appearance requirements. Segmented molds typically deliver better fidelity and demolding protection for these features than clamshells. Validate early with CFD/simulation outputs and gate reviews between design and tooling teams.
Mold design, venting, and uniformity levers
Use venting where entrapment risk is highest (deep grooves, shoulders, sipe valleys), and plan for cleanliness over the full run: dirty vents quickly become chronic defects and rework. Post‑cure inflation (PCI) requirements should be anticipated during mold selection and curing strategy, as PCI interacts with final profile prediction and uniformity; see the open‑access paper that improved cured shape prediction by modeling PCI behavior in “Advanced Finite Element Analysis… Considering Post‑Cure Inflation” (2025).
Materials, tolerances, and cycle time
Aluminum castings offer responsive thermal behavior and lower weight; steel components deliver durability, especially for high‑wear features. Tie your material choices to cycle stability and throughput goals, and use metrology (CMM, SPC) to control uniformity levers over time. For context on typical curing conditions and the role of IR feedback, see Risk Logic’s process overview (2022) and Optris’ IR application note for tire curing (2024).
- PCR checklist
- Confirm segmented mold fit for tread complexity and appearance targets.
- Define venting approach in risk zones; align with finishing plan and inspection criteria.
- Establish metrology plan: CMM layout points, parting‑line reporting, and PCI interaction notes.
- Choose materials for thermal responsiveness vs wear; document expected maintenance intervals.
- Validate curing window and press control strategy (e.g., IR feedback) to stabilize cycle time.
TBR selection checklist
Load, heat, and durability considerations
TBR tires carry high loads and sustained heat. Mold choices should protect reinforced belt packages during demolding and keep process windows stable across long runs. Steel‑heavy segmented designs are common for durability and alignment integrity.
Segmented steel molds and alignment control
Alignment keys, tongue‑and‑groove joints, and precision guideways must account for thermal growth to avoid binding. Synchronization of sector motion and robust locking/lifting mechanisms are critical for uptime. Use supplier demos or acceptance tests to evaluate opening smoothness under temperature.
Venting strategy, finishing burden, and uptime
Balance vented surfaces (reliable evacuation) with appearance requirements and the finishing burden you can sustain. Maintenance planning is part of selection: decide whether you will clean in‑press during short stops or off‑line between campaigns, and how quickly you can restore vent performance without harming the substrate. Industry media describe laser ablation as a non‑contact, media‑free option that can reduce manual cleanup and enable in‑place workflows; see CompositesWorld’s feature on laser cleaning in molds (2025) for adjacent context. Where appropriate, vendors such as Oceanplayer provide industrial laser cleaning systems that can be used to address residue build‑up in mold vents and on tread surfaces; assess supplier data, safety controls, and plant compatibility before implementation.
- TBR checklist
- Specify segmented steel construction and alignment hardware evaluation (hot opening trials).
- Define venting and finishing standards; plan clean‑in‑place vs off‑line cleaning windows.
- Document maintenance method (e.g., dry ice, ultrasonic, chemical, or laser) with substrate‑safety notes.
- Confirm metrology and uniformity control plan, including PCI and post‑demold handling.
- Validate curing stability with thermal response expectations and IR/press feedback strategy.
OTR selection checklist
Size, rugged features, and curing window
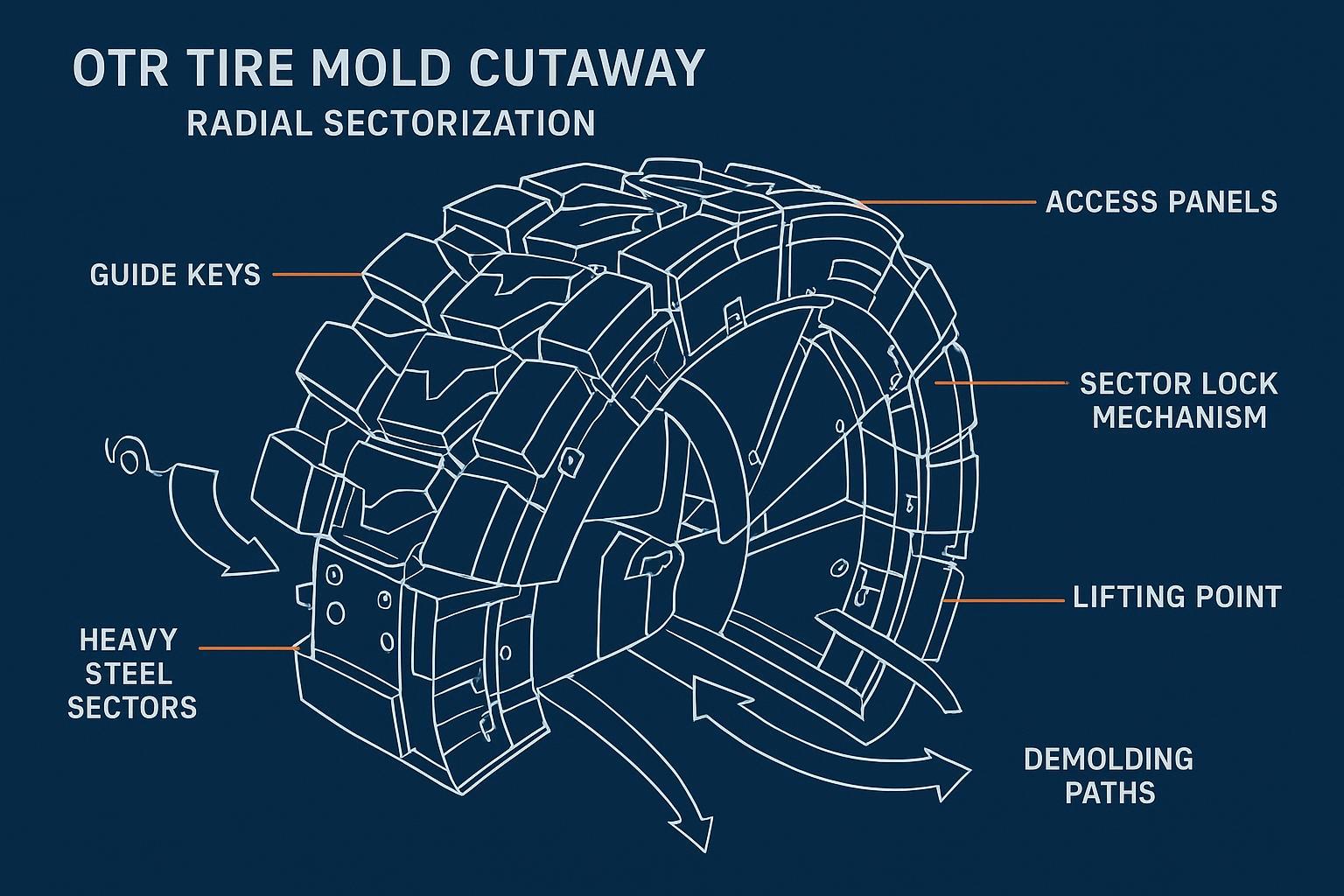
OTR molds are physically large and often include deep lugs and rugged geometry. Selection must consider extended thermal transients, handling constraints, and longer press windows. Demolding paths must protect aggressive features while keeping cycle variability controlled.
Serviceability, spares, and refurbishment planning
For large molds, uptime depends on serviceability: sectorized designs with removable tread inserts, accessible lock/guide components, and clear lifting/handling points make it possible to perform partial repairs and reduce mean time to repair (MTTR). Define a spares strategy (e.g., spare sectors/inserts) during selection rather than after the first unplanned stop.
Thermal mass, pressure, and process stability
Expect higher thermal mass to slow transients; use metrology and press control to keep cure uniform across large sections. IR‑based monitoring and disciplined changeover procedures help contain variability. For background on IR feedback in tire curing, review Optris’ application note (2024) and general curing context in Risk Logic’s overview (2022).
- OTR checklist
- Choose sectorization that enables safe demolding of deep lugs and rugged features.
- Specify serviceable inserts, access panels, and lifting/locking features; plan spare kits.
- Define cleaning access and turnaround approach compatible with mold mass and layout.
- Align material choices with durability and repairability; set inspection/reporting cadence.
- Stabilize process: IR or equivalent monitoring, changeover SOPs, and PCI implications.
Supplier, materials, and ROI framework
Manufacturing capabilities and lead times
Ask suppliers to map their process chain (milling, EDM, texturing, any additive steps) and show CMM‑based acceptance reports. Hybrid manufacture can shorten lead times for complex features, but gains depend on in‑house capability and fixture strategy. See manufacturing context in GF Machining Solutions’ whitepaper (2024).
Quality metrics, standards, and traceability
Automotive programs frequently anchor quality systems to ISO 9001, with IATF 16949 applying to production parts and accompanied by OEM customer‑specific requirements (CSRs). Tooling suppliers need to understand how CSRs treat non‑product organizations and what documentation and layout inspections are expected. For scope clarity, review the oversight body’s documents such as IATF Global Oversight’s Rules/CSR resources (2024–2025) and ensure your supplier aligns with relevant clauses. From an environmental standpoint, curing operations sit within a regulated plant context (e.g., VOCs from pre‑cure steps); keep selections compatible with your site’s obligations as outlined in U.S. EPA’s Rubber Tire Industry NSPS Subpart BBB overview (last reviewed 2025).
Total cost, lifecycle, and risk management
Treat the mold as a lifecycle asset, not a one‑time buy. Include serviceability, refurbishment, and cleaning strategies in the ROI. A simple checkpoint table you can embed in your RFQ/PPAP folder:
| Documentation checkpoint | Why it matters | Owner |
|---|---|---|
| Process chain + CMM layout plan | Confirms capability to hit geometry and texture consistently | Supplier |
| Venting/finishing plan | Aligns air‑evacuation approach with appearance and rework capacity | Joint |
| Alignment & demold test (hot) | Verifies smooth opening under temperature/pressure | Joint |
| Maintenance & cleaning SOP | Protects substrate, preserves vents, defines turnaround windows | Plant |
| Refurbishment path & spares list | Reduces MTTR and extends useful life | Supplier |
| Compliance mapping (QMS/EHS) | Matches OEM/CSR expectations and site permits | Joint |
To make the buy quantifiable, tie your selection to a cost‑per‑cycle model: amortize mold cost over expected output, apply your scrap/rework deltas under different venting/serviceability options, and include downtime assumptions tied to cleaning/refurbishment intervals. IR‑stabilized cycles and clean, repeatable demolding are where the returns usually show up first—through lower variability and fewer interruptions. For IR cycle control context, see Optris’ application note (2024).
Conclusion
Across PCR, TBR, and OTR programs, the most reliable wins come from matching mold architecture to tread complexity and then engineering for uptime: synchronized sector motion, durable alignment keys and guideways, and serviceable inserts that keep maintenance windows short. Choose venting strategies that your plant can keep clean without excessive rework, and pair thermal mass decisions with metrology so your press intervals stay predictable. Use a lifecycle lens—supplier capability, documentation, and refurbishment planning—so the numbers make sense beyond the first campaign.
Next steps you can run this week: pilot your short‑list designs with a small batch to verify hot opening and demolding paths; measure variability using your CMM and PCI/profile data; align with your supplier on maintenance/cleaning SOPs and a spares kit; and formalize the ROI with a cost‑per‑cycle sheet that reflects your actual finishing burden and downtime patterns.








