
Introduction
Cast iron repairs are unforgiving. High carbon content and graphite flakes make the heat‑affected zone prone to hard, brittle structures if you overheat or cool too fast—conditions that invite shrinkage cracking and ruined machining surfaces. Modern foundry literature cautions that cast irons change behavior sharply as temperatures rise, which is why disciplined heat control is the backbone of safe, repeatable repairs according to the industry press in 2023, as summarized by the article on gray and ductile irons from Modern Casting. See the discussion in the publication on welding and cast iron behavior: Modern Casting’s overview of welding gray and ductile iron (2023).
This guide is written for machine‑shop rebuilds—engine blocks, machine‑tool castings, housings—where the weld or braze must survive post‑repair machining without chipping cutters or moving your datums. You’ll learn how to decide between brazing and fusion welding, how to set conservative parameters for common processes, how to pick fillers that balance machinability and strength, and how to verify your work with practical inspection.
Decide: Weld or Braze
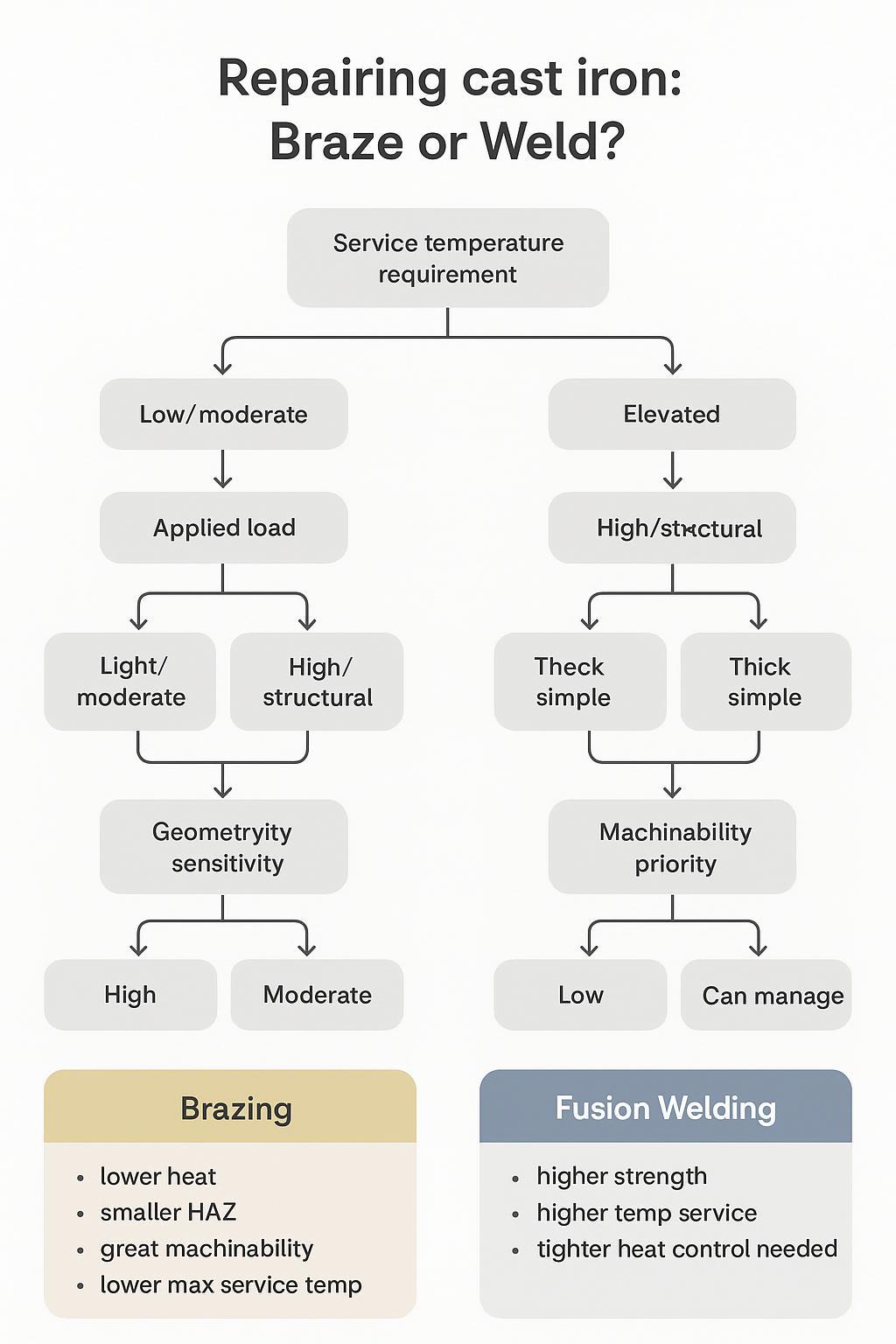
Choosing between brazing and welding cast iron isn’t about preferences; it’s about service temperature, applied load, geometry sensitivity, machinability requirements, and the risk you can tolerate. A respected technical body compares the options and emphasizes preheat and slow cooling to suppress brittle transformations; for a concise process overview and decision cues, see TWI’s process choice guidance for cast iron.
When brazing wins
Pick bronze braze welding when you need the smallest possible HAZ, excellent machinability, minimal distortion, and the service temperature is modest. Because the base iron doesn’t melt, cracking risk drops and post‑braze machining tends to be smooth. Procedure notes from torch‑brazing specialists also point out that preheat demands are modest and flux choice is critical; for a general oxyacetylene guideline and flux notes, consult Aufhauser’s oxyacetylene brazing guideline for cast iron.
When fusion welding wins
Choose fusion welding cast iron when strength and high‑temperature performance matter, or when you must rebuild worn sections for structural duty. Nickel‑bearing fillers allow joints to carry more load and tolerate heat better than most bronze deposits. The trade‑off is tighter heat control and higher crack risk if procedures slip.
Service limits and use cases
Use brazing for thin sections, geometry that can’t tolerate distortion, and repairs where machinability is paramount and temperatures will remain moderate. Use fusion welding for heavy sections, elevated service temperature, or load‑bearing joints where you can enforce minimal‑heat techniques and strict interpass control. Always validate on scrap of similar section thickness.
Methods & Parameters
The boundary for this article is a minimal‑heat strategy: short stitches, skip/back‑step sequencing, strict interpass temperature control, immediate light peening, and insulated slow cool. Wherever numeric ranges are not drawn from a datasheet or standard, they are labeled Recommended shop practice.
SMAW, GTAW, GMAW short-circuit
For welding cast iron with stick (SMAW), TIG (GTAW), or short‑circuit MIG (GMAW‑SC), keep deposits small and controlled. Nickel electrodes and wires dominate because they dilute hard phases and leave machinable deposits.
Process card — SMAW on cast iron (nickel electrodes)
| Setting/Note | Recommendation |
|---|---|
| Electrode | ENi‑CI (≈99% Ni) for best machinability; ENiFe‑CI (≈55% Ni/Fe) for strength and economy (see Nickel Institute rationale below). |
| Amperage (example) | 1/8″ ENi‑CI ≈ 85–110 A flat; 5/32″ ≈ 110–140 A flat. Verify per your electrode’s datasheet; example values are provided by a Nickel 99 ENi‑CI bulletin at a reputable distributor: example ENi‑CI amperage ranges. |
| Beads | 20–50 mm stitches (≈1–2 in), straight stringers, no weaving. Recommended shop practice. |
| Interpass | Hold ≤ 200–260°C (≤ 400–500°F) measured ~25 mm off the bead; allow to cool to hand‑warm between stitches. Recommended shop practice informed by foundry cautions summarized in Modern Casting above. |
| Peening | Light, immediate peening after each stitch to counter contraction. Recommended shop practice. |
| Cooling | Insulated slow cool (blanket, dry sand). Never quench. Recommended shop practice. |
Process card — GTAW on cast iron (nickel wire)
| Setting/Note | Recommendation |
|---|---|
| Polarity | DCEN, small tungsten, tight arc length. |
| Filler | 0.8–1.6 mm ENi‑CI or ENiFe‑CI wire; feed gently to limit dilution. Recommended shop practice. |
| Current | Use the lowest current that wets properly; short pulses can help. Recommended shop practice. |
| Beads & Interpass | Same stitch/skip/peening and ≤200–260°C interpass discipline as SMAW. Recommended shop practice. |
Process card — GMAW short‑circuit on cast iron (nickel wire)
| Setting/Note | Recommendation |
|---|---|
| Transfer | Short‑circuit transfer only; small wire (≈0.8–1.0 mm). |
| Voltage/WFS | Tune for a crisp short‑circuit with minimal reinforcement; keep travel brisk and beads short. Recommended shop practice supported by MIG/MAG application notes for cast irons (see TWI MIG/MAG page). |
| Interpass & Cooling | Same ≤200–260°C interpass discipline; insulated slow cool. Recommended shop practice. |
Two quick shop examples (summarized)
- Engine housing crack (6–10 mm radial): Stop‑drill each end; vee out to 60–80° leaving a land; local preheat to hand‑warm; stitch with ENi‑CI at the low end of the 1/8″ amperage window, back‑stepping and skipping every other segment; light peen each stitch; verify with PT; insulate to cool overnight. Machine the face the next day after VT/PT confirm no linear indications.
- Bearing boss build‑up (for re‑boring): Fixture to protect datums; deposit small GTAW stitches with ENiFe‑CI wire around the circumference in a star pattern; monitor interpass every few stitches; MT after cool‑down; rough machine, then a light stress‑relief soak if procedure allows, followed by finish machine.
Oxyacetylene welding and brazing
Torch brazing is often the safest path when geometry is thin or crack‑prone, or when you need the easiest machining. Flux and temperature control are decisive. A long‑standing guideline for oxyacetylene braze welding cast iron—covering heat, flux, and post‑braze cleaning—is summarized by a leading brazing resource; see Aufhauser’s oxyacetylene guideline for cast iron.
Process card — Oxyacetylene brazing on cast iron
| Setting/Note | Recommendation |
|---|---|
| Filler | Bronze (low‑fuming bronze or nickel‑silver) matched to service needs. Follow filler datasheet for service temperature limits. |
| Flux | Cast‑iron‑rated flux; follow supplier’s directions for application and hot‑water removal. See guideline above. |
| Heating | Broad, even heat to avoid hot spots; keep the iron just below melting; feed filler to a clean, tinned surface. |
| Cooling | Slow, insulated cooling. Avoid drafts. |
Filler Metals & Heat Control
ENi-CI vs ENiFe-CI selection
Nickel‑rich consumables remain the standard for welding cast iron because they reduce hard, brittle products in the fusion boundary and leave deposits you can actually machine. A major metallurgical institute’s publication on Ni‑Resist and related irons “strongly suggests” ~55% Ni/Fe type electrodes for ordinary gray iron—corresponding to ENiFe‑CI—citing their balanced properties and availability. Review the rationale in the Nickel Institute’s Ni‑Resist overview.
Comparison snapshot (selection intent)
| Scenario | Prefer | Why |
|---|---|---|
| Precision gray iron repair, easiest machining | ENi‑CI (≈99% Ni) | Softer, highly machinable deposit; reduces hard interfaces. |
| General gray/malleable/ductile iron with strength priority | ENiFe‑CI (≈55% Ni/Fe) | Stronger, economical, widely available; still machinable with appropriate tooling. |
Tip: Deposit hardness and exact machinability vary with brand and dilution into the base iron. Always consult the chosen electrode or wire datasheet before freezing a WPS.
Brazing alloys and flux
For brazing, service temperature limits depend on the specific filler alloy; many bronze fillers are intended for moderate temperatures. Flux must match cast iron and the chosen filler; follow supplier instructions for application and post‑braze cleaning. See the oxyacetylene guideline linked above for practical steps.
Cooling, peening, stress relief
Cooling is where repairs are often won or lost. Wrap or bury the part in dry sand or vermiculite to slow thermal gradients and leave it undisturbed until the mass is at room temperature. Gentle, uniform peening immediately after each short stitch helps neutralize contraction stresses—don’t overdo it. Some procedures permit a low‑temperature soak after rough machining; verify compatibility with the filler and the base iron grade on representative scrap before committing a critical part. These are Recommended shop practices.
Safety & Inspection
Safety is not optional—especially when you’re juggling preheat, open flames, and confined spaces. Core hot‑work controls and cylinder/fire precautions are summarized in U.S. regulations; for a primary reference, review OSHA’s oxygen‑fuel standard excerpts on safe handling and fire precautions. Use local exhaust at the arc, maintain adequate general ventilation, wear appropriate eye/face/hand protection, and align your hot‑work permits and fire watches with facility policy.
Temperature measurement, fixturing
Use temperature crayons or an IR pyrometer to control interpass and cool‑down. Fixture to protect datums, shim to relieve stress, and plan a skip‑weld map so heat never concentrates in one region. Think of it this way: your fixture is a heat‑management tool as much as a positional aid.
NDT: VT/PT/MT basics

Start with thorough visual testing (VT) after cleaning. For surface‑breaking cracks on nonporous surfaces use liquid penetrant (PT); for ferromagnetic materials like most cast irons use magnetic particle testing (MT). For quick orientation to MT practice and indications, see ASNT’s introduction to magnetic particle testing. Acceptance cues for shop rebuilds (practice): clean VT, no linear PT/MT indications in the weld or adjacent HAZ before machining; rework according to your WPS or customer spec.
Conclusion
- Process choice: pick brazing when geometry is delicate and temperatures modest; pick fusion welding cast iron with nickel fillers when loads or temperatures are higher.
- Filler selection: use ENi‑CI for the softest, most machinable deposits and ENiFe‑CI when you need added strength while staying machinable. Confirm hardness from your consumable’s datasheet.
- Heat control: short stitches, strict ≤200–260°C interpass, immediate light peening, and insulated slow cool. Log temperatures with crayons or an IR gun and don’t rush the cool‑down.
References
- Modern foundry perspective on behavior and risks in cast iron welding: Modern Casting’s 2023 article on welding gray and ductile iron.
- Decision background and process comparisons for cast iron repairs: TWI’s process choice guidance for cast iron.
- ENiFe‑CI rationale and cast‑iron consumable background: Nickel Institute’s Ni‑Resist publication.
- Example ENi‑CI amperage ranges by electrode size: Nickel 99 ENi‑CI datasheet excerpt at a technical distributor.
- Torch brazing procedure context for cast iron, including flux notes: Aufhauser’s oxyacetylene brazing guideline.
- Safety anchor for oxygen‑fuel and fire precautions: OSHA 29 CFR 1910.253 oxygen‑fuel standard excerpt.
- NDT orientation for MT on ferromagnetic cast irons: ASNT’s MT method overview.








