
When weld prep moves fast, a wrong metal call can snowball into porosity, sugaring, and rework. Here’s how to tell aluminum from stainless steel quickly with low‑tool checks, in the right order, and with safety up front. Use the two‑test rule and you’ll cut mix‑ups before they reach the arc.
Key takeaways
- Use the two‑test rule: confirm identity with any two independent cues (e.g., magnet + heft) before releasing parts to welding.
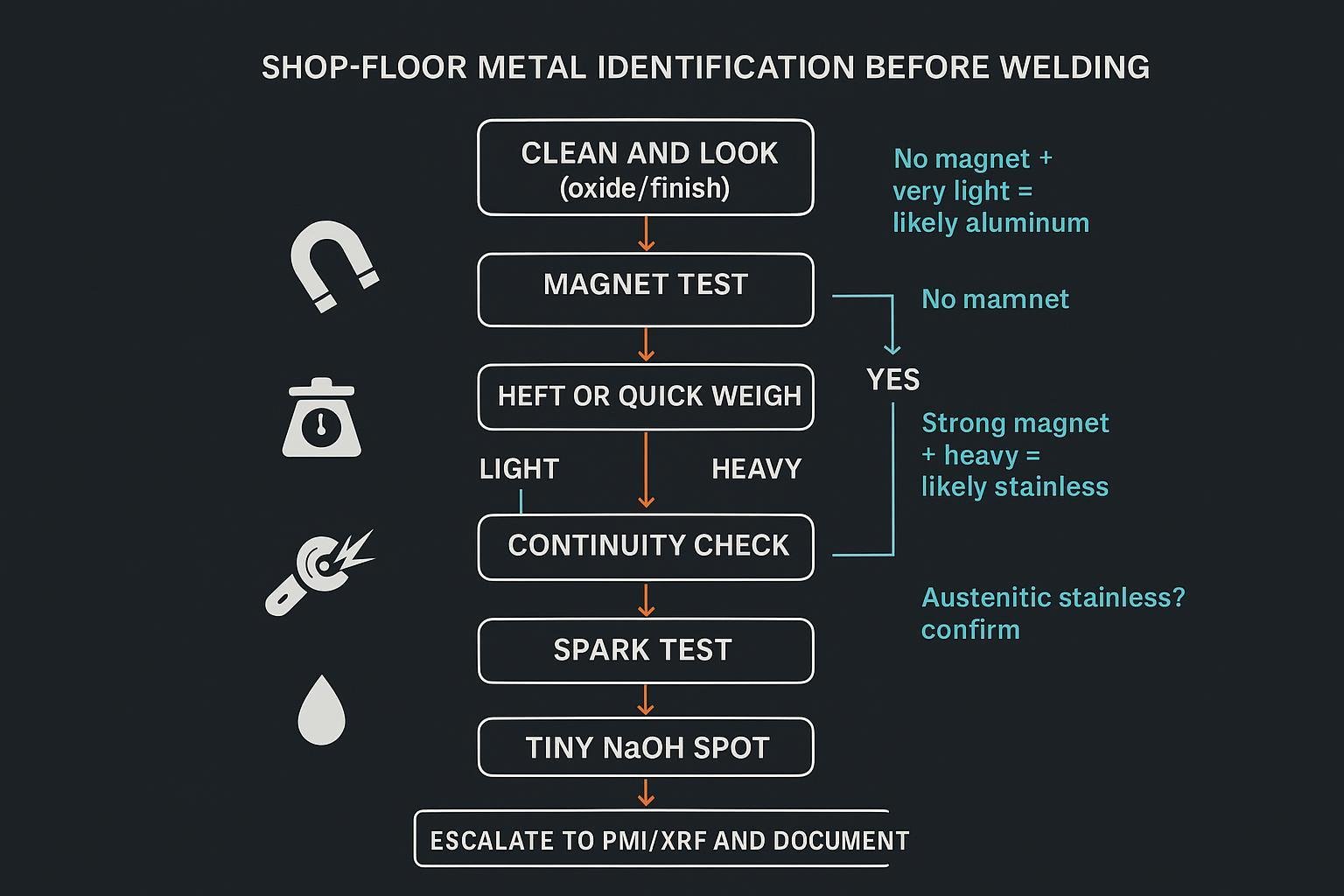
- Non‑destructive first: clean and look → magnet → heft/quick weigh → optional continuity. If unclear, confirm with a spark test; NaOH micro‑spot is last resort.
- Practical cues: no magnet + very light heft → likely aluminum. Strong magnet + heavy → likely stainless. No magnet + heavy → may be austenitic stainless—confirm.
- Safety matters: follow hot‑work controls for grinding/sparks and strict PPE/neutralization for caustics.
- Tie the ID to weld prep: aluminum needs oxide removal/AC cleaning; stainless often needs back purging and tight heat input control.
The two-test rule (stop porosity and rework before they start)
Misidentifying base metal drives the wrong prep and parameters. Aluminum’s low melting point (~660°C) and high thermal conductivity demand oxide removal and dry, clean surfaces to avoid hydrogen‑driven porosity. Stainless steels melt much hotter (~1400–1530°C) and need root shielding to prevent root‑side oxidation (“sugaring”), which harms corrosion resistance. According to the Welding Institute’s overview on porosity and defects, poor shielding, moisture/oils, and surface oxides trap gas in aluminum, causing pores; cleaning and shielding discipline reduce risk (see the Welding Institute’s Defects/Imperfections in Welds: Porosity). And as outlined in AWS Welding Digest’s A Guide to Great Aluminum Welds (2024), proper surface preparation and oxide removal are central to avoiding porosity in aluminum welds.
Require two independent positives before green‑lighting a weld. If cues conflict or the part is critical, escalate to PMI/XRF.
Non-destructive ways to tell aluminum from stainless steel
Clean and look
Wipe a small spot and expose bright metal.
- Aluminum tends to show a softer gray‑white look; a quick brush with a clean stainless brush can leave a light gray/white smear (alumina). Coatings like anodizing may mask it.
- Stainless keeps a brighter, harder sheen; its passive chromium‑oxide film is thin and adherent.
Note: Finishes (paint, anodize, passivation) can mislead—always clean first. Property contrasts supporting these cues are compiled by NIST/ASM/MatWeb, which show aluminum’s density near 2.70 g/cm³ and stainless near 7.8–8.0 g/cm³, as well as thermal/electrical differences.
Magnet test
Hold a small magnet to the cleaned area.
- No pull: could be aluminum or austenitic stainless (300 series). Cold‑worked austenitics can show slight pull.
- Strong pull: likely ferritic, martensitic, duplex, or PH stainless (not aluminum).
Authoritative stainless producers explain that ferritic/martensitic/duplex stainless are magnetic while annealed austenitics are generally non‑magnetic; cold work can induce magnetism in some grades (see Outokumpu’s stainless steel family guide).
Heft or quick weigh
Compare two parts of similar geometry, or put the part on a small digital scale.
- Aluminum is roughly one‑third the weight of stainless for identical size (≈2.70 vs ≈7.8–8.0 g/cm³). Practical cue: if it feels very light for its size and the magnet didn’t pull, you’re probably holding aluminum.
- Caveats: hollow/formed parts, foamed structures, or vastly different geometries distort weight feel—use like‑for‑like where possible.
Density values are documented across MatWeb/ASM and NIST materials pages (e.g., 6061 ~2.70 g/cc; 316L ~8.0 g/cc; 410 thermal conductivity ~24.9 W/m‑K).
Optional: simple continuity/resistance check
Aluminum is an excellent conductor; stainless is comparatively poor. Scratch to bright metal at two points, then check continuity/resistance with a multimeter. MatWeb lists Type 303 stainless electrical resistivity near 7.2×10⁻⁵ Ω·cm (at 100°C), much higher than aluminum’s typical resistivity, illustrating the difference.
- Expect substantially lower resistance on aluminum than on stainless (oxide films can raise contact resistance).
- Treat this as a supporting cue, not a standards‑based ID method.
When you still aren’t sure, confirm carefully

Spark test (with hot‑work safety)
Touch a grinder lightly to an inconspicuous edge.
- Aluminum (non‑ferrous) produces negligible or no visible sparks.
- Stainless (especially austenitic) produces shorter, sparse, orange‑red sparks with fewer forks than carbon steel. Carbon steel throws long, dense, highly branched yellow sparks.
Safety controls: follow hot‑work practices—remove/cover combustibles within about 35 ft, use guards/curtains, wear PPE, ensure ventilation, and assign a trained fire watch during work and for at least 30 minutes after. See NFPA Journal’s guidance on fire watch for hot work and OSHA’s Fire Watch fact sheet for shop implementation.
Optional: tiny NaOH spot (last resort)
Place a micro‑drop of dilute sodium hydroxide on a cleaned, hidden spot.
- Observable cue: fizzing/bubbling (hydrogen) on aluminum; little to none on stainless.
Critical safety: use eye/face protection, caustic‑resistant gloves, apron, and ventilation; keep ignition sources away. Neutralize the droplet with mild acid (e.g., vinegar), wipe, rinse, and collect residues per local rules. CDC/NIOSH/OSHA guidance emphasizes incompatibility of NaOH with reactive metals like aluminum and appropriate PPE.
Apply the right weld prep once you know the metal
- If it’s aluminum: remove oxide with dedicated stainless wire brushes and/or mechanical cleaning, degrease and dry immediately before welding, and use appropriate AC cleaning/parameters for TIG/MIG. Porosity prevention hinges on cleanliness and shielding discipline (see AWS Welding Digest’s article cited above and the Welding Institute’s porosity overview).
- If it’s stainless: protect the root side from oxidation with inert back purging or backing as needed, minimize heat input to preserve corrosion resistance, and avoid cross‑contamination during prep. The Welding Institute’s publications on oxidation and stainless welding metallurgy detail why root protection matters.
Pocket checklist (printable)
- Clean a small area to bright metal.
- Magnet test: strong pull → likely stainless. No pull → check heft.
- Heft/quick weigh: very light for size → likely aluminum; heavy → likely stainless/austenitic.
- If unclear: quick continuity check (aluminum conducts much better).
- Still unclear: perform a brief spark test (observe safety).
- Last resort: tiny NaOH spot (strict PPE; neutralize and clean).
- Confirm with any two independent positives. If tests conflict or lot is critical, escalate to PMI/XRF and document.
Quick data and reliability table
Below is a compact view of the common field tests for aluminum vs stainless. Ratings are relative (1 = low, 5 = high) based on typical shop experience.
| Test | What you’ll see | Speed | Accuracy | Safety | Cost | Notes |
|---|---|---|---|---|---|---|
| Clean and look | Al: gray/white smearable oxide; SS: bright, hard sheen | 5 | 3 | 5 | 5 | Finishes can mislead; clean first |
| Magnet test | Strong pull → stainless family (not Al) | 5 | 4 | 5 | 5 | Austenitic 300 series may be non‑magnetic |
| Heft/quick weigh | Al ≈ 1/3 mass of SS for same size | 5 | 4 | 5 | 5 | Compare like‑for‑like geometry |
| Continuity check | Al conducts far better than SS | 4 | 3 | 4 | 4 | Scratch through oxide for contact |
| Spark test | Al: none; SS: short, sparse orange sparks | 3 | 4 | 3 | 4 | Treat as hot work; fire watch required |
| NaOH micro‑spot | Al fizzes (H₂), SS mostly inert | 2 | 4 | 2 | 4 | Caustic + hydrogen; neutralize and clean |
| PMI/XRF | Elemental ID in seconds | 2–4 | 5 | 4 | 2 | Use when cues conflict or traceability needed |
Escalate and document when in doubt
- Escalate to PMI/XRF or QA review if any test conflicts, if parts are critical to safety, or when documentation/lot traceability is required.
- Record: part/lot/heat, date/time, operator, tests performed, results, disposition. Simple records reduce audit pain and prevent repeat errors.
Sources and further reading
- The Welding Institute — Defects/Imperfecti ons in Welds: Porosity (accessed 2026): https://www.twi-global.com/technical-knowledge/job-knowledge/defects-imperfections-in-welds-porosity-042
- AWS Welding Digest — A Guide to Great Aluminum Welds (2024): https://www.aws.org/magazines-and-media/welding-digest/wd-aug-24–a-guide-to-great-aluminum-welds/
- MatWeb/ASM — Representative property sheets for common grades (density, thermal/electrical): e.g., 6061 (2.70 g/cc), 316L (~8.0 g/cc), 410 (24.9 W/m‑K). https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=ma6061t4; https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=mq316q; https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MQ410BF
- Outokumpu — Stainless steel family and magnetism (annealed austenitic vs ferritic/martensitic/duplex): https://www.outokumpu.com/en/expertise/2020/the-stainless-steel-family
- NFPA Journal — Fire watch guidance for hot work (2021): https://www.nfpa.org/news-blogs-and-articles/nfpa-journal/2021/05/01/safety-first/still-hot
- OSHA — Fire Watch and hot‑work safety fact sheet: https://www.osha.gov/sites/default/files/publications/OSHA4188.pdf
Adopt the two‑test rule today—clean, magnet, and weigh before you strike an arc, and you’ll stop most mix‑ups where they start.








