
In the industrial welding sector, selecting the wrong electrode doesn’t just result in an ugly bead—it can lead to fatal defects like porosity or slag inclusions, causing costly reworks and failed X-ray (NDT) inspections. Whether you are a seasoned welding engineer drafting WPS (Welding Procedure Specifications) or a technician striking the arc in the field, understanding the exact capabilities of your Shielded Metal Arc Welding (SMAW) electrodes is the cornerstone of project success.
As industry veterans in welding technology, we know the pain of troubleshooting a cracked weld that could have been prevented with proper material selection. In this comprehensive guide, we will explore the nuanced differences between the three most ubiquitous electrodes: 6010, 6011, and 7018. We will break down their chemical composition, arc behavior, and resulting weld quality, grounding our insights in standards set by the American Welding Society (AWS) to help you make the perfect choice for your next application.
Overview of SMAW 6010, 6011, and 7018
What Each Electrode is Designed For

Every electrode is engineered with a specific mission in mind:
- 6010: Designed exclusively for Direct Current Electrode Positive (DCEP). It is a high-cellulose, “fast-freeze” electrode famous for its aggressive, deep-penetrating arc.
- 6011: Essentially the “AC sibling” to the 6010. It contains arc stabilizers that allow it to run smoothly on Alternating Current (AC) while maintaining the deep penetration characteristics of a cellulose rod.
- 7018: A low-hydrogen, iron-powder electrode. It is engineered to deposit high-quality, X-ray clear weld metal with exceptional crack resistance and structural integrity under heavy loads.
Typical Uses and Limitations
- 6010/6011: These are the undisputed champions for open-root pipe welding, galvanized steel, and farm repairs involving rusty or painted metal. Their main limitation is a rougher weld profile, higher spatter, and lower deposition rate.
- 7018: The gold standard for structural steel, bridges, and pressure vessels. However, it requires exceptionally clean base metal and strict storage protocols; otherwise, its low-hydrogen properties are compromised.
Key Performance Differences
At a high level, according to AWS A5.1 (Specification for Carbon Steel Electrodes), 6010 and 6011 excel in penetration and contamination tolerance, whereas 7018 dominates in deposition rate, bead appearance, and mechanical strength.
Electrode Composition and Flux
Role of Cellulose vs. Low-Hydrogen Flux
- 6010/6011 (High Cellulose): The flux coating consists of up to 30% cellulose (wood flour). When the arc is struck, this cellulose burns rapidly, releasing a massive volume of shielding gases (primarily carbon dioxide and hydrogen). This explosive gas expansion creates the strong “digging” force of the arc.
- 7018 (Low-Hydrogen Iron Powder): The flux is composed mainly of calcium carbonate and calcium fluoride, acting to drastically minimize diffusible hydrogen in the weld pool. It also contains roughly 25% iron powder, which melts directly into the puddle.
Impact on Penetration and Deposition
The forceful gas jet from 6010/6011 provides incredibly deep penetration, allowing it to burn through rust and mill scale. However, 7018’s iron powder coating significantly increases its deposition rate (the amount of filler metal deposited per minute), resulting in a wider, thicker, and flatter bead profile with medium penetration.
Storage and Handling Implications
This is where many shops fail quality control audits:
- 7018: Must be stored in a dedicated rod oven at 250°F – 300°F (120°C – 150°C) once the hermetic seal is broken. If exposed to atmospheric moisture, the flux absorbs water, leading to hydrogen-induced cracking (HIC).
- 6010/6011: Never bake these electrodes. They strictly require 3% to 7% moisture in their flux to operate correctly. Baking them strips this moisture, resulting in a weak, unstable arc and severe spatter.
Electrical and Arc Characteristics
Current Polarity and Voltage
- 6010: Operates exclusively on Direct Current Electrode Positive (DCEP / DC+).
- 6011: Versatile; operates on AC or DCEP, thanks to the addition of potassium compounds in the flux.
- 7018: Optimized for DCEP for the best bead profile, though many variations (like 7018-AC) can run on Alternating Current.
Arc Stability and Penetration Profiles
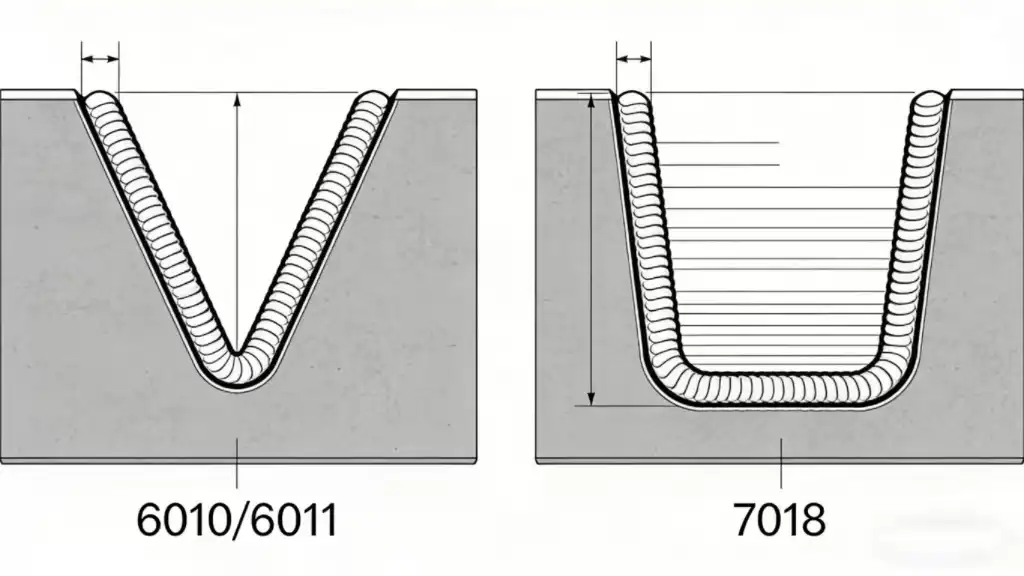
The arc of a 6010/6011 rod is harsh, loud, and erratic, exhibiting a “V-shaped,” deep penetration profile. Conversely, the 7018 arc is smooth, quiet, and “buttery,” creating a shallower, wider “U-shaped” penetration profile that is much easier to manipulate for a clean tie-in.
Slag Formation and Removal
- 6010/6011: Produces a very thin, flaky slag that cools almost instantly (fast-freeze). It requires vigorous wire-brushing but is generally easy to remove.
- 7018: Generates a thick, dense, glassy slag layer. If your heat input and travel speed are perfectly dialed in, 7018 slag will often peel or curl off by itself as it cools.
Mechanical Properties and Weld Quality
Tensile Strength and Impact Toughness
The first two digits of the AWS classification dictate the minimum tensile strength:
- 6010/6011: Delivers a minimum of 60,000 PSI tensile strength.
- 7018: Delivers a minimum of 70,000 PSI tensile strength and is specially formulated for superior Charpy V-notch impact toughness at sub-zero temperatures (often tested at -20°F / -29°C).
Brittleness and Ductility Differences
Because 7018 deposits incredibly pure, low-hydrogen weld metal, it boasts superior ductility. It can stretch, flex, and absorb massive dynamic loads (like seismic activity on buildings) without brittle fracture. 6010 joints are highly durable but lack the extreme crack resistance and ductility of 7018 under severe stress.
Post-Weld Heat Treatment (PWHT) Considerations
For high-pressure piping and vessels governed by the ASME Boiler and Pressure Vessel Code (BPVC), 7018 is the preferred SMAW filler for fill/cap passes because its microstructure remains remarkably stable and retains its mechanical properties after stress-relieving Post-Weld Heat Treatment (PWHT).
Welding Position and Real-World Performance
Flat vs. Vertical/Horizontal
All three are rated as “All-Position” electrodes. However, the fast-freeze nature of 6010 and 6011 makes them incredibly forgiving for out-of-position welding, specifically vertical-up (3G), vertical-down, and overhead (4G). 7018 has a highly fluid puddle; mastering out-of-position welding with 7018 requires precise rod angles and heat control to prevent the puddle from sagging.
Root Pass and Fill Considerations
The ultimate pipeline and structural combination: 6010 for the root, 7018 for the fill and cap. 6010 creates a “keyhole” to ensure 100% penetration on an open root, while 7018 fills the joint quickly and provides an aesthetic, code-compliant cover pass.
Code and Specification Alignment
- AWS D1.1 (Structural Welding Code – Steel): Heavily favors 7018 for structural load-bearing connections.
- API 1104 (Welding of Pipelines): 6010 is the historical standard for downhill pipe root passes.
Practical Welding Scenarios and Tips
Best Electrode Choice by Joint Type
- Open Root Joints (Pipe/Plate): Use 6010 with a “whip and pause” technique to control the keyhole and prevent melt-through.
- Fillet and Lap Joints: Choose 7018 using a steady drag technique to lay down a thick, strong, and highly aesthetic bead with smooth toes.
Tips to Avoid Common Defects
- Porosity in 7018: Almost always caused by a long arc length or moisture contamination. Keep a very tight arc length (drag the rod lightly on the flux).
- Undercut in 6010: Usually caused by traveling too fast or running too hot. Pause momentarily at the toes (edges) of the weld during manipulation to allow filler metal to wash in.
Tool and Safety Considerations
Because 6010 flux is cellulose-based, it produces heavy, dense smoke and particulates. Ensure proper Local Exhaust Ventilation (LEV) or use a Powered Air-Purifying Respirator (PAPR) welding hood to maintain occupational safety standards.
Common Misconceptions and Troubleshooting
6010 vs. 6011 Confusion
A frequent mistake is assuming they are exactly the same. If you try to run a 6010 on a cheap AC “buzz box” welder, the arc will constantly extinguish. You must switch to 6011 to weld successfully on an AC power source.
7018 Cold Starts and Starts in Dirty Metal
7018 will violently reject rust, paint, and oil, resulting in immediate porosity. Always grind the base metal to bright, shiny steel before striking a 7018 arc. Additionally, 7018 forms a hard glassy cap over the tip after a weld; you must tap the rod firmly on a piece of scrap to break this insulation before re-striking.
When to Switch Electrodes
In critical fabrication, the standard protocol is: utilize the digging power of 6010 for the initial root pass to secure full joint penetration. Next, rigorously grind and wire-wheel the root to remove all fast-freeze slag. Finally, switch to 7018 to complete all “hot,” “fill,” and “cap” passes to guarantee maximum tensile strength and X-ray quality.
Conclusion & Actionable Next Steps
To summarize, 6010, 6011, and 7018 are not interchangeable—they are specialized tools engineered for distinct phases of the welding process. 6010 and 6011 are your aggressive, deep-penetrating problem solvers for open roots and dirty metal, while 7018 is your structural bodyguard, delivering code-compliant strength, high deposition, and premium aesthetics. Mastering the subtle differences between them ensures your welds will pass the most rigorous NDT inspections and stand the test of time.
References for Further Reading
To further deepen your technical knowledge, we recommend searching for the following authoritative industry standards:
- “AWS A5.1/A5.1M Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding“ (American Welding Society)
- “Lincoln Electric SMAW (Stick) Electrode Selection Guide“
- “ASME BPVC Section IX – Welding and Brazing Qualifications“ (specifically F-Number classifications)
FAQs
Q1: Why does my 7018 weld keep getting porosity right at the start?
A: This is known as “starting porosity.” It usually happens because 7018 requires a very tight arc length. If you long-arc it when striking, atmospheric gases contaminate the puddle. It can also happen if the electrodes have absorbed moisture and were not properly stored in a rod oven.
Q2: Can I use 6011 instead of 6010 for an open-root pipe weld?
A: For general repairs, yes, as their penetration and manipulation characteristics are very similar. However, if you are welding to a strict code like API 1104 or ASME Section IX, the Welding Procedure Specification (WPS) will strictly dictate the exact electrode classification. Substituting a 6011 when a 6010 is specified is a code violation.
Q3: Why shouldn’t I put my 6010 rods in the rod oven to keep them dry?
A: Unlike low-hydrogen rods, 6010 and 6011 electrodes need a specific amount of moisture (usually 3% to 7%) in their cellulose flux to generate the necessary shielding gas and arc drive. Baking them in an oven will dry them out, resulting in a weak, unstable arc, poor penetration, and flaking flux.
See also
What Is the Weld Throat and Why Does It Matter for Strength








