Precipitation hardening stainless steel delivers tensile strengths exceeding 1,380 MPa while maintaining corrosion resistance comparable to standard austenitic grades — a combination no other stainless steel family can match. This guide breaks down the metallurgy, grade selection, heat treatment protocols, and real-world applications of PH stainless steel, giving engineers and procurement teams the specifics they need to make confident material decisions in 2026.
What Is Precipitation Hardening Stainless Steel?
Precipitation hardening stainless steel — commonly called PH stainless steel — is a family of chromium-nickel alloys that can be strengthened to extraordinary levels through a controlled aging heat treatment. Unlike austenitic grades such as 304 and 316 that rely on cold working for modest strength gains, or martensitic grades like 410 and 440C that harden through quenching alone, PH stainless steels use a two-step thermal process: solution treatment followed by aging at a precisely controlled temperature.
The result? A material that sits in a unique performance envelope. You get strength rivaling tool steels, corrosion resistance approaching standard austenitic grades, and fabricability that martensitic steels simply cannot offer. That triple combination is exactly why PH stainless steel dominates in aerospace structural components, high-pressure oil and gas equipment, and nuclear applications where failure is not an option.
The “precipitation” in the name refers to nanoscale intermetallic particles — typically copper-rich or nickel-aluminum phases — that form within the steel matrix during aging. These precipitates act as microscopic roadblocks to dislocation movement, which is the fundamental mechanism of plastic deformation in metals. Block the dislocations, and you dramatically increase yield strength and hardness without sacrificing the chromium-rich passive layer responsible for corrosion resistance.
Here is the critical distinction most people miss: PH stainless steels are not a single microstructural category. They span three sub-families — martensitic PH, semi-austenitic PH, and austenitic PH — each with different base microstructures, different hardening mechanisms, and drastically different property profiles. Lumping them together is a common engineering mistake that leads to poor grade selection.
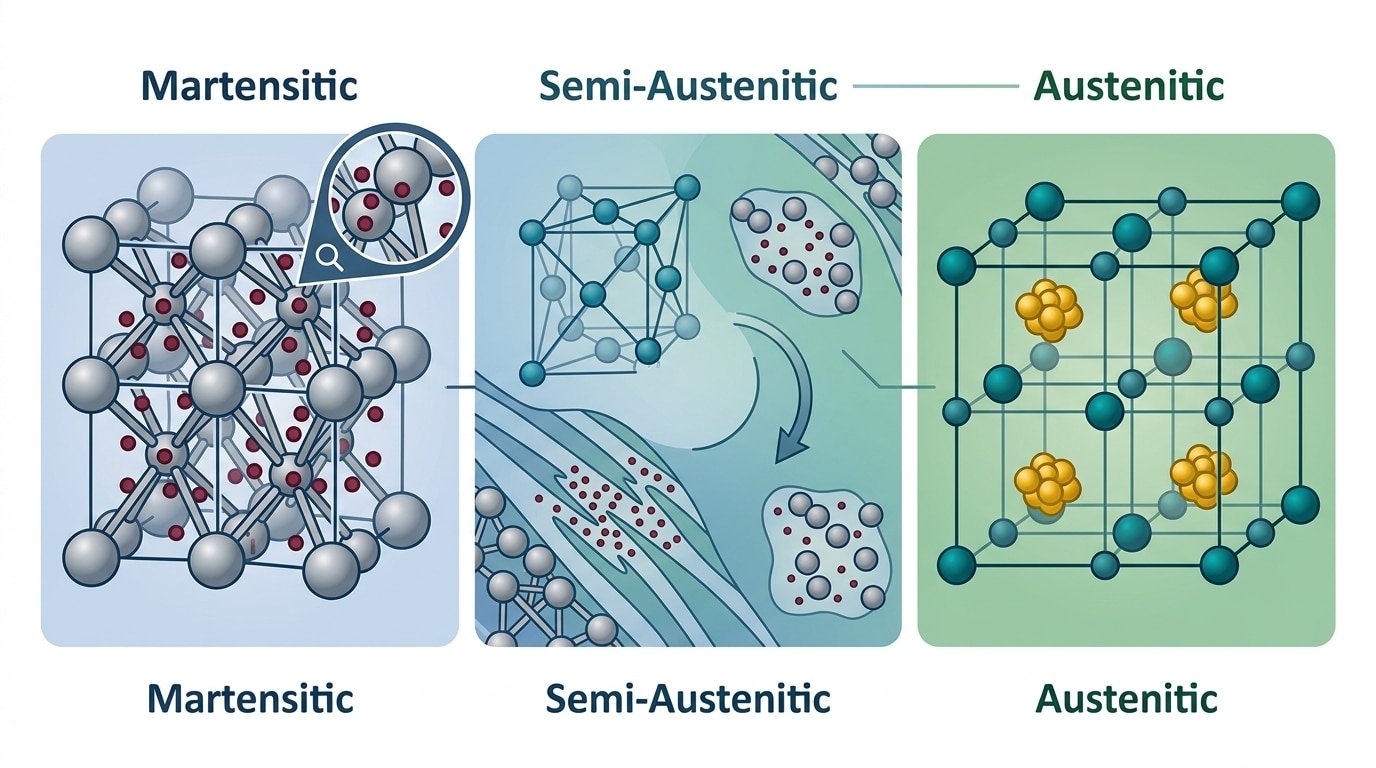
Crystal structure comparison of martensitic semi-austenitic and austenitic PH stainless steel families
How Precipitation Hardening Works: The Science Behind PH Strengthening
The strengthening mechanism behind PH stainless steel is elegant in its simplicity, but the metallurgical details matter enormously for getting the right properties.
Step One: Solution Treatment
The process begins with solution annealing — heating the steel to a temperature high enough (typically 1,020-1,060°C depending on the grade) to dissolve all alloying elements into a single-phase solid solution. At this temperature, copper, aluminum, titanium, and other precipitate-forming elements are fully dissolved in the austenite matrix. The steel is then rapidly cooled — usually air-cooled or oil-quenched — to lock these elements in a supersaturated state.
For martensitic PH grades like 17-4 PH and 15-5 PH, this rapid cooling transforms the austenite into a relatively soft martensite. This is called Condition A — the solution-treated, unaged state. In Condition A, 17-4 PH has a hardness of roughly 36 HRC and a tensile strength around 1,100 MPa. Already strong, but far from its peak potential.
Step Two: Aging (The Magic Happens Here)
Aging is where precipitation hardening earns its name. The solution-treated steel is reheated to a moderate temperature — anywhere from 480°C to 620°C for martensitic PH grades — and held for one to four hours. At these temperatures, the supersaturated alloying elements have enough thermal energy to diffuse through the matrix and nucleate as tiny, coherent precipitate particles.
In 17-4 PH, the primary strengthening precipitates are copper-rich epsilon (ε-Cu) phases, typically 2-5 nanometers in diameter at peak hardness conditions. In 15-5 PH, the mechanism is similar but with slightly different copper precipitation kinetics due to the modified composition. For 17-7 PH, a semi-austenitic grade, the strengthening comes from NiAl (nickel-aluminum) intermetallic precipitates that form in the martensite after a more complex conditioning treatment.
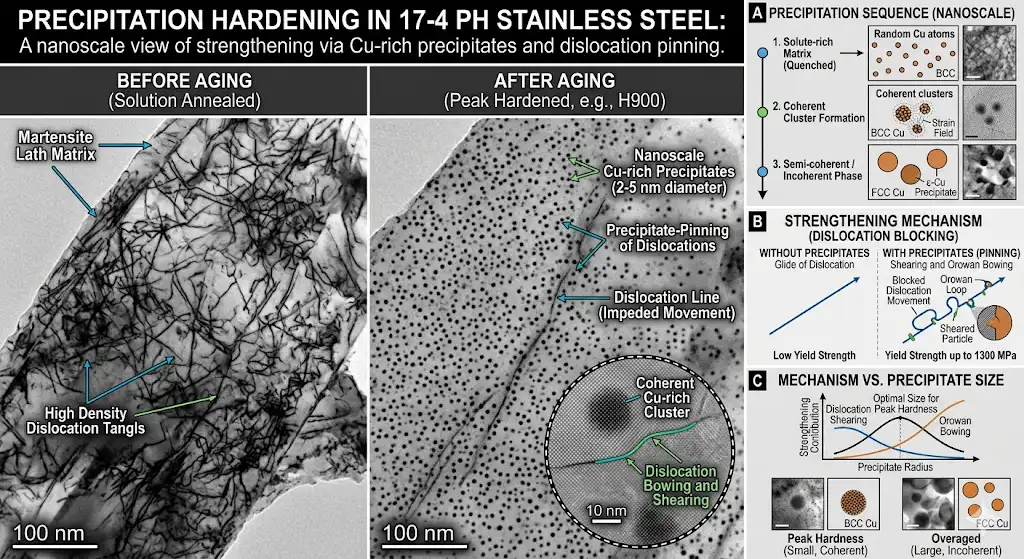
These nanoscale precipitates are incredibly effective at blocking dislocation motion. A dislocation trying to move through the crystal lattice encounters these particles and must either cut through them (requiring significant additional energy) or bow around them via the Orowan mechanism. Either way, the macroscopic result is the same: dramatically higher yield strength, tensile strength, and hardness.
The Three PH Sub-Families
- Martensitic PH steels (17-4 PH, 15-5 PH, Custom 450, Custom 455) transform directly to martensite on cooling from solution temperature. They are the simplest to heat treat and the most widely used. One aging step after solution treatment, and you are done.
- Semi-austenitic PH steels (17-7 PH, PH 15-7 Mo, AM-350) retain an austenitic structure after solution treatment and require an intermediate conditioning step — either thermal (TH treatment) or cold working (RH treatment) — to transform the austenite to martensite before aging can produce precipitate hardening. More complex, but they offer superior formability in the austenitic condition before final hardening.
- Austenitic PH steels (A-286, JBK-75) remain austenitic throughout all processing and are strengthened by gamma-prime (Ni₃Ti or Ni₃Al) precipitates within the austenite matrix. They offer the best corrosion resistance and non-magnetic behavior of the PH family but achieve lower peak strengths than the martensitic grades.
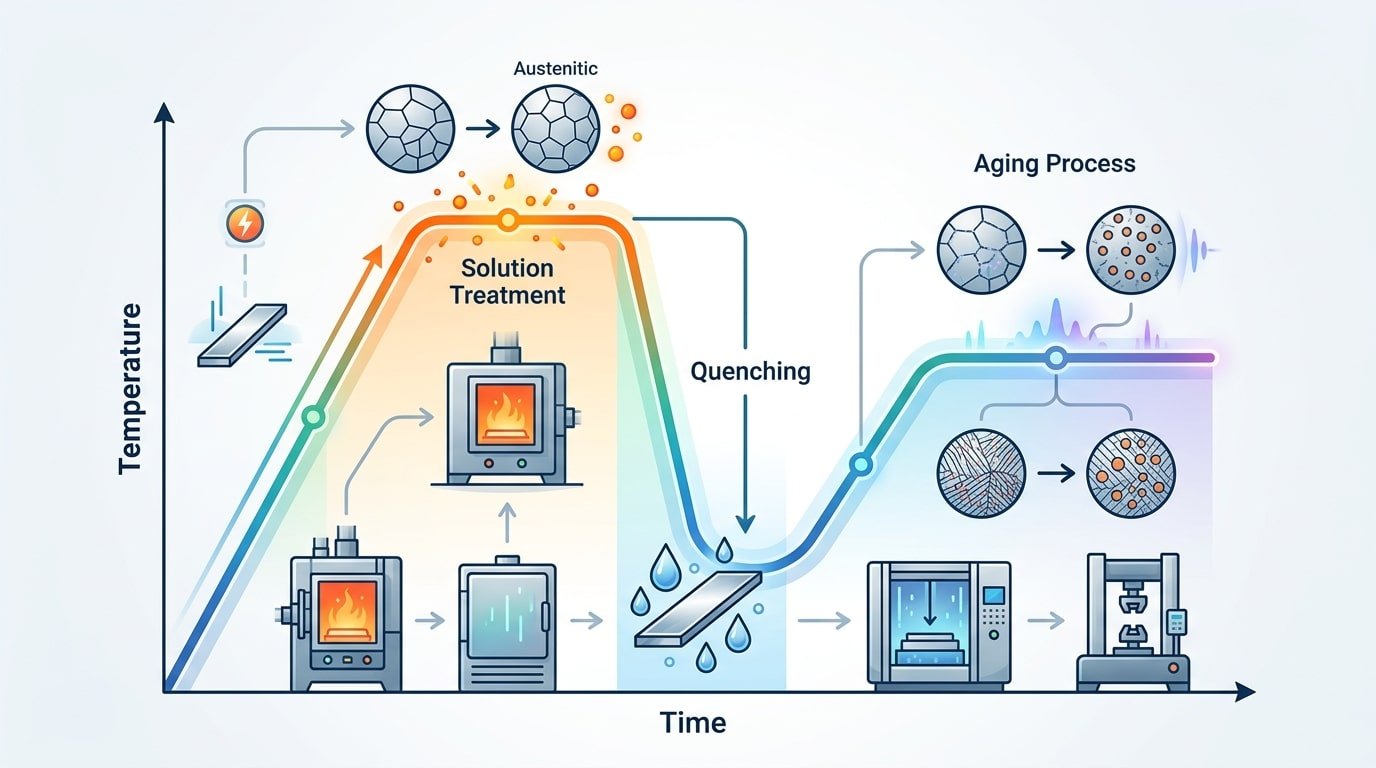
Heat treatment process diagram for 17-4 PH precipitation hardening stainless steel showing solution annealing and aging steps
Common PH Stainless Steel Grades Compared: 17-4 PH vs. 15-5 PH vs. 17-7 PH
Picking between PH grades without understanding their compositional and microstructural differences is like choosing a cutting tool without knowing the workpiece material. Here is what actually separates the big three.
Chemical Composition: The Alloying Strategy
17-4 PH (UNS S17400) contains approximately 15.5-17.5% chromium, 3-5% nickel, 3-5% copper, and small additions of columbium (niobium). The copper is the primary precipitate former. The relatively high chromium provides solid baseline corrosion resistance, and the niobium refines grain structure and contributes minor additional precipitation strengthening.
15-5 PH (UNS S15500) is essentially a refined version of 17-4 PH, developed to address some of its predecessor’s limitations. The composition is similar — 14-15.5% chromium, 3.5-5.5% nickel, 2.5-4.5% copper, and niobium — but with tighter control on residual elements like silicon and manganese. The key difference: 15-5 PH is produced using vacuum or consumable electrode remelting processes, which drastically reduces delta ferrite content and improves transverse mechanical properties.
17-7 PH (UNS S17700) takes a completely different approach. It contains 16-18% chromium, 6.5-7.75% nickel, and about 0.75-1.5% aluminum — but no copper. The aluminum forms NiAl precipitates instead of copper-rich phases. With higher nickel content, 17-7 PH is semi-austenitic in the solution-treated condition, which means it requires conditioning before aging.
Head-to-Head Performance Comparison
| Property | 17-4 PH (H900) | 17-4 PH (H1025) | 15-5 PH (H900) | 15-5 PH (H1025) | 17-7 PH (TH 1050) | 17-7 PH (RH 950) |
|---|---|---|---|---|---|---|
| UTS (MPa) | 1,310 | 1,070 | 1,310 | 1,070 | 1,170 | 1,450 |
| Yield Strength (MPa) | 1,170 | 1,000 | 1,170 | 1,000 | 1,030 | 1,310 |
| Elongation (%) | 10 | 15 | 10 | 15 | 6 | 6 |
| Hardness (HRC) | 44 | 38 | 44 | 38 | 38 | 46 |
| Max Service Temp (°C) | ~300 | ~300 | ~315 | ~315 | ~480 | ~480 |
| Microstructure | Martensitic | Martensitic | Martensitic | Martensitic | Semi-Austenitic | Semi-Austenitic |
A few things jump out from this data. 17-4 PH and 15-5 PH deliver nearly identical mechanical properties at matching conditions — the difference lies in consistency and isotropy. 15-5 PH’s cleaner melt practice means fewer delta ferrite stringers, which translates to better transverse ductility and more uniform properties in thick sections. If you are designing a critical aerospace fitting with loads in multiple directions, that distinction matters enormously.
17-7 PH in the RH 950 condition hits the highest strength of the three — 1,450 MPa UTS — but at the cost of ductility (only 6% elongation). It also handles higher service temperatures, making it the go-to for spring and strip applications where elevated temperature retention of properties is essential.

Comparison chart of mechanical properties for 17-4 PH 15-5 PH and 17-7 PH precipitation hardening stainless steel grades
Mechanical Properties and Performance Characteristics
The mechanical property range of PH stainless steels is what makes them irreplaceable in high-performance engineering. But the numbers alone do not tell the full story — understanding how those properties shift with aging condition is what separates competent material selection from guesswork.
The Strength-Ductility Tradeoff Across Aging Conditions
Every PH stainless steel grade offers a spectrum of properties controlled by the aging temperature. Lower aging temperatures produce peak hardness and strength but minimum ductility. Higher aging temperatures sacrifice some strength in exchange for significantly improved toughness and ductility.
Take 17-4 PH as the benchmark example:
- H900 (aged at 482°C): Peak strength — 1,310 MPa UTS, 44 HRC hardness, 10% elongation. Maximum strength, minimum ductility. Used where static load-bearing capacity is the primary design driver.
- H1025 (aged at 552°C): The workhorse condition — 1,070 MPa UTS, 38 HRC, 15% elongation. This is the most commonly specified condition because it balances strength with adequate toughness for most structural applications.
- H1075 (aged at 580°C): A transitional condition — roughly 1,000 MPa UTS, 35 HRC, 17% elongation. Selected when improved impact toughness is needed without dropping too far from H1025 strength levels.
- H1150 (aged at 621°C): Maximum ductility and toughness — 930 MPa UTS, 31 HRC, 19% elongation. Preferred for applications requiring good impact resistance, especially at sub-zero temperatures.
Notice the pattern. Going from H900 to H1150, tensile strength drops by about 29%, but elongation nearly doubles. That is not a linear tradeoff — the ductility gains accelerate at higher aging temperatures because the precipitates coarsen and become less effective barriers to dislocation motion, allowing more plastic deformation before fracture.
Fatigue Resistance
PH stainless steels exhibit excellent fatigue performance, which is why they dominate in cyclically loaded aerospace components. 17-4 PH in the H900 condition shows a fatigue endurance limit of approximately 580 MPa at 10⁷ cycles in rotating bending tests — roughly 44% of its UTS. That ratio is competitive with many high-strength low-alloy steels but with the added benefit of corrosion resistance that prevents fatigue crack initiation from surface pitting.
15-5 PH edges ahead in fatigue applications involving thick sections or multi-axial loading because its lower delta ferrite content eliminates potential crack initiation sites at ferrite-martensite interfaces. For landing gear components and structural fittings where fatigue life is the primary design constraint, 15-5 PH is the preferred grade according to most aerospace material specifications.

Impact Toughness and Cryogenic Behavior
Here is where many engineers get caught off guard. PH stainless steels in peak-aged conditions (H900) have relatively poor impact toughness — Charpy V-notch values as low as 15-20 J at room temperature for 17-4 PH. That is not great. Over-aging to H1075 or H1150 pushes Charpy values up to 50-80 J, a dramatic improvement.
At cryogenic temperatures (-40°C and below), the H900 condition becomes even more brittle, making it unsuitable for cold-climate or cryogenic applications. H1150 is the standard choice when sub-zero impact resistance is required. This is a critical specification detail that procurement teams sometimes overlook when they focus only on strength numbers.
Aging temperature versus mechanical properties graph for 17-4 PH stainless steel showing strength ductility tradeoff
Corrosion Resistance: How PH Steels Compare to Other Stainless Families
A persistent misconception in the industry: PH stainless steels have poor corrosion resistance. That is simply wrong, but the reality is nuanced.
In general atmospheric conditions, 17-4 PH and 15-5 PH offer corrosion resistance roughly equivalent to 304 stainless steel. They will not match 316 stainless steel in chloride-rich environments — the absence of molybdenum in standard PH grades limits their pitting resistance — but they significantly outperform martensitic grades like 410 and 420.
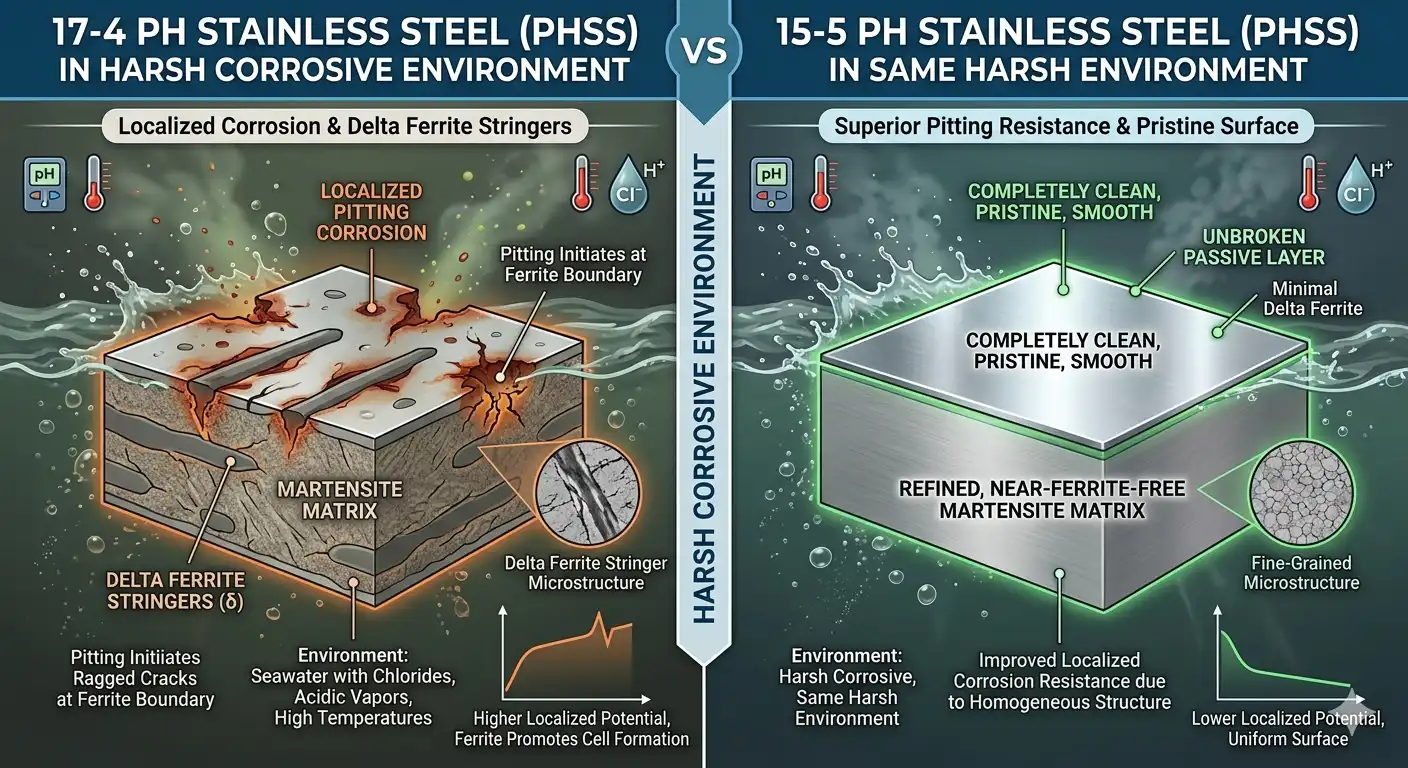
Why 15-5 PH Beats 17-4 PH in Corrosion Performance
The difference comes down to delta ferrite. 17-4 PH typically contains 5-15% residual delta ferrite in its microstructure, depending on the specific heat chemistry and processing history. Delta ferrite creates galvanic micro-cells with the surrounding martensite, accelerating localized corrosion in aggressive environments.
15-5 PH, with its tightly controlled composition and vacuum remelting, contains less than 2% delta ferrite. The result is measurably better pitting resistance and improved stress corrosion cracking (SCC) resistance in chloride environments. For any application where the component will see salt spray, seawater proximity, or chloride-containing process fluids, 15-5 PH is the safer choice between the two.
Effect of Aging Condition on Corrosion Behavior
This is a detail that does not get enough attention. The aging condition affects corrosion resistance, not just mechanical properties. Over-aged conditions (H1100, H1150) generally show better corrosion resistance than peak-aged conditions (H900, H925). The reason: higher aging temperatures allow more complete chromium diffusion and a more uniform passive film.
In the H900 condition, some chromium can be locally depleted near precipitate interfaces, creating microscopic weak points in the passive layer. By H1150, the microstructure has had sufficient thermal energy to homogenize the chromium distribution, restoring full passivation capability.
Stress Corrosion Cracking: The Real Risk
SCC susceptibility is the most serious corrosion concern for PH stainless steels, particularly in the peak-aged H900 condition. At high strength levels (above ~1,200 MPa), 17-4 PH becomes vulnerable to SCC in chloride environments, especially at elevated temperatures. The NACE MR0175/ISO 15156 standard restricts 17-4 PH to H1025 or softer conditions (maximum 33 HRC) for sour service oil and gas applications precisely because of this risk.
For marine or offshore applications where both high strength and chloride resistance are needed, Custom 450 or Custom 455 — PH grades with molybdenum additions — offer a better balance, though at higher material cost.
Heat Treatment Procedures and Aging Conditions Explained
Getting the heat treatment right is non-negotiable with PH stainless steel. A few degrees off on aging temperature or an incorrect hold time can mean the difference between a component that meets spec and one that fails catastrophically in service.
Solution Treatment (Condition A)
For 17-4 PH and 15-5 PH, the standard solution treatment is heating to 1,038 ± 14°C (1,900 ± 25°F), holding for a minimum time based on section thickness (typically 30 minutes per inch of thickness, with a minimum of 30 minutes), and then cooling to below 32°C (90°F) before any aging treatment is applied. The cooling method is usually air cooling for sections up to about 75 mm, and oil quenching for heavier sections to ensure complete martensitic transformation.
A critical detail that many heat treaters get wrong: the material must reach below 32°C before aging. If you age directly from an intermediate temperature without completing the martensitic transformation, you will retain austenite islands that do not respond to aging, resulting in soft spots and inconsistent properties.
Aging Treatments for Martensitic PH Grades
The standard aging designations follow the “H” system, where the number represents the aging temperature in degrees Fahrenheit:
| Condition | Temperature | Hold Time | Typical Application |
|---|---|---|---|
| H900 | 482°C (900°F) | 1 hour | Maximum strength, static load applications |
| H925 | 496°C (925°F) | 4 hours | Near-peak strength with slightly improved toughness |
| H1025 | 552°C (1025°F) | 4 hours | Best all-around balance; most commonly specified |
| H1075 | 580°C (1075°F) | 4 hours | Improved toughness for dynamic loading |
| H1100 | 593°C (1100°F) | 4 hours | High toughness, moderate strength |
| H1150 | 621°C (1150°F) | 4 hours | Maximum ductility and corrosion resistance |
One practical tip: when aging 17-4 PH or 15-5 PH, furnace temperature uniformity is far more important than exact hold time. A ±8°C variation across the load can shift final hardness by 2-3 HRC points. For aerospace or nuclear specifications (AMS 5643, ASTM A564), furnace surveys per AMS 2750 are mandatory.
Semi-Austenitic Grades: TH and RH Treatments
17-7 PH requires a more involved process because it is austenitic after solution treatment and must be conditioned to form martensite before aging can work.
TH Treatment (Thermal Conditioning): After solution treatment at 1,065°C, the material is cooled to 760°C (1400°F), held for 90 minutes (TH 1050) to precipitate chromium carbides and destabilize the austenite, then cooled to below 15°C to transform the conditioned austenite to martensite. Finally, it is aged at 565°C (1,050°F) for 90 minutes.
RH Treatment (Cold Work Conditioning): After solution treatment, the material is refrigerated to -73°C (-100°F) to partially transform to martensite, then cold rolled to achieve further transformation. Aging follows at 510°C (950°F) for 60 minutes. The RH 950 condition achieves the highest strength of any standard 17-7 PH treatment — 1,450 MPa UTS — but requires cold working equipment, limiting it to sheet and strip forms.
The complexity of 17-7 PH heat treatment is precisely why 17-4 PH and 15-5 PH dominate the market. Unless you specifically need 17-7 PH’s superior formability in the annealed condition or its higher temperature capability, the simpler martensitic grades are almost always the better choice.
Key Applications: Aerospace, Oil & Gas, Nuclear, and High-Strength Fasteners
PH stainless steel is not a general-purpose material — it is specified when the application demands a specific combination of properties that other stainless families cannot deliver. Here is where each grade earns its keep.
Aerospace: Where PH Steels Dominate
Aerospace is the single largest consumer of PH stainless steel, and for good reason. The combination of high strength-to-weight ratio, fatigue resistance, and environmental durability makes PH grades ideal for structurally critical components.
15-5 PH is the preferred grade for aircraft landing gear components, wing root fittings, and structural bulkheads. Its superior transverse properties and cleaner microstructure meet the stringent requirements of specifications like AMS 5659 (15-5 PH bar stock). Boeing and Airbus supply chain specifications increasingly favor 15-5 PH over 17-4 PH for new programs because of its more consistent mechanical property data across different product forms.
17-4 PH remains the workhorse for less critical structural brackets, actuator housings, and hydraulic fittings. It is also the dominant grade for aerospace fasteners — bolts, studs, and pins — where the H1025 or H1075 condition provides the right balance of shear strength and ductility for joint integrity.
17-7 PH finds its niche in aerospace spring applications, diaphragms, and bellows where the material needs to be formed in a soft condition and then hardened to final properties. Retaining spring force at temperatures up to 315°C makes it invaluable for engine-adjacent components.
Oil and Gas: Harsh Environments, Zero Tolerance for Failure
Downhole tools, valve stems, pump shafts, and wellhead equipment in the oil and gas industry demand materials that resist both mechanical failure and corrosive attack from hydrogen sulfide, carbon dioxide, and chloride-laden brines.
17-4 PH in the H1025 or H1050 condition is widely used for valve components and pump shafts. The NACE MR0175/ISO 15156 restriction to maximum 33 HRC for sour service means H900 is off the table for most oil and gas applications, pushing specifications toward the H1025-H1150 range.
For subsea applications where chloride pitting is the primary concern, Custom 450 (UNS S45000) — a molybdenum-bearing PH grade — is increasingly specified as a premium alternative to standard 17-4 PH. The 2026 trend in deepwater completions is moving toward even more corrosion-resistant PH alloys like Custom 465, though at significantly higher cost.
Nuclear Industry: Radiation Tolerance and Reliability
Nuclear applications leverage PH stainless steel for reactor vessel internals, fuel handling mechanisms, and control rod drive components. 17-4 PH and 15-5 PH in over-aged conditions (H1100, H1150) are preferred because the higher ductility and toughness provide margin against radiation embrittlement over the decades-long service life of nuclear components.
The nuclear industry’s conservative approach to material qualification means that any grade change requires years of testing and regulatory approval. As a result, 17-4 PH specified to ASTM A564 Type 630 remains the standard, with 15-5 PH (Type XM-12) gaining ground in newer reactor designs.
High-Strength Fasteners: The Unsung Application
PH stainless steel fasteners fill the gap between standard 18-8 austenitic fasteners (which top out around 700 MPa) and high-alloy nickel-base fasteners (which are prohibitively expensive for many applications). A 17-4 PH bolt in H1025 delivers 1,070 MPa tensile strength with corrosion resistance far superior to alloy steel alternatives like 4340 or 4140.
In structural applications for chemical processing plants, power generation facilities, and offshore platforms, PH stainless fasteners eliminate the need for protective coatings that alloy steel fasteners require, reducing long-term maintenance costs and the risk of coating failure in aggressive environments.
Machining and Welding Guidelines for PH Stainless Steel
PH stainless steels are far more fabrication-friendly than their high strength numbers might suggest — but only if you understand the rules. Ignoring the metallurgical state of the material during processing is the fastest way to ruin an expensive workpiece.
Machining: Condition A Is Your Friend
Always machine PH stainless steel in Condition A (solution-treated, unaged) whenever possible. At 35-38 HRC, 17-4 PH and 15-5 PH in Condition A machine similarly to 304 stainless — not effortless, but entirely manageable with standard carbide tooling. The material produces continuous chips, holds dimensional tolerances well, and does not work-harden as aggressively as austenitic grades.
Machining after aging is a different story. At H900 (44 HRC), you are essentially cutting a hardened steel. Tool wear accelerates dramatically, surface finish degrades, and cycle times increase. If your design permits it, rough machine in Condition A, age to final condition, then finish machine with light cuts only.
Specific recommendations for machining 17-4 PH and 15-5 PH in Condition A:
- Cutting speed: 60-90 m/min for turning with coated carbide inserts (CVD or PVD TiAlN coatings perform best)
- Feed rate: 0.15-0.30 mm/rev for roughing, 0.05-0.12 mm/rev for finishing
- Depth of cut: Minimum 0.5 mm to stay below the work-hardened surface layer — light scratching cuts are counterproductive
- Coolant: Flood coolant is mandatory. High-pressure coolant (70+ bar) through the tool significantly improves chip breaking and tool life
- Tool geometry: Positive rake angles (6-12°) reduce cutting forces and heat generation
For drilling, use stub-length or parabolic flute drills with through-tool coolant. Standard jobber-length drills tend to wander in PH steels due to the material’s tendency to spring back against the drill margins.
Welding: Achievable, But Process Control Is Critical
17-4 PH and 15-5 PH are the most weldable of the PH stainless steel family. Both can be welded using GTAW (TIG), GMAW (MIG), PAW (plasma), and even electron beam processes. The key is understanding what happens metallurgically in the heat-affected zone (HAZ) and planning your post-weld heat treatment accordingly.
Filler metal selection: Use matching composition fillers — AWS ER630 for 17-4 PH, and 15-5 PH matching filler for 15-5 PH applications. Some specifications allow the use of ER630 for both grades. For dissimilar joints to austenitic steels, ER309L or ENiCrFe-3 (Inconel 182 type) fillers provide good results.
Pre-weld condition: Weld in Condition A whenever possible. The lower hardness reduces susceptibility to hydrogen-assisted cracking, and the entire weldment can be aged after welding to achieve uniform properties across base metal, HAZ, and weld metal.
Post-weld heat treatment (PWHT): This is not optional for structural applications. After welding, the weldment should be solution treated (re-austenitized at 1,038°C) and then aged to the desired condition. If solution treatment is impractical due to component size or distortion concerns, a direct age at the specified temperature (e.g., H1025 at 552°C for 4 hours) can be performed, though this will not fully homogenize the HAZ microstructure.
The direct-age approach typically results in a HAZ that is 2-4 HRC softer than the base metal — acceptable for many applications but not for aerospace primary structure, where full re-solution treatment is almost always required per ASTM A564 and applicable AMS specifications.
17-7 PH Welding: Proceed With Caution
Welding 17-7 PH is significantly more challenging. The semi-austenitic microstructure complicates the HAZ response, and the aluminum content promotes oxide formation that can trap porosity. If you must weld 17-7 PH, use GTAW with argon shielding and meticulous joint cleanliness. Post-weld conditioning and aging are mandatory, and the multi-step TH or RH treatment makes the process time-consuming and expensive.
My recommendation: if your design requires welding and you are considering 17-7 PH, re-evaluate whether 15-5 PH can meet the mechanical property requirements. Nine times out of ten, it can, and the fabrication savings are substantial.
Hydrogen Embrittlement: The Silent Killer
PH stainless steels in high-strength conditions are susceptible to hydrogen embrittlement (HE). During welding, hydrogen can be introduced from moisture in shielding gas, contaminated filler wire, or inadequate joint preparation. In the H900 condition, even small amounts of dissolved hydrogen can cause delayed cracking days or weeks after welding.
Prevention measures:
- Use ultra-high-purity shielding gas (99.997% minimum argon)
- Store filler wire in dry, controlled environments
- Clean joint surfaces thoroughly — remove all oils, greases, and surface oxides within 25 mm of the weld joint
- If possible, perform a hydrogen bake-out (200°C for 4-8 hours) before final aging
Frequently Asked Questions About Precipitation Hardening Stainless Steel
What is the difference between PH and martensitic stainless steel?
Standard martensitic stainless steels (410, 420, 440C) achieve hardness through a quench-and-temper process that relies on carbon content. PH stainless steels use a fundamentally different mechanism — nanoscale precipitate formation during aging — which allows them to reach high strength with much lower carbon content (typically under 0.07% versus 0.15-1.2% for martensitic grades). The low carbon content gives PH steels significantly better corrosion resistance and weldability compared to conventional martensitic grades.
Can 17-4 PH be used in marine environments?
With limitations. 17-4 PH resists general atmospheric corrosion well, including coastal atmospheres, but it is not recommended for direct seawater immersion or prolonged contact with chloride-rich solutions. The lack of molybdenum makes it vulnerable to pitting and crevice corrosion in these conditions. For true marine service, consider Custom 450 or Custom 455, which add molybdenum for improved chloride resistance. Alternatively, 15-5 PH offers marginally better performance than 17-4 PH in marine-adjacent environments due to its lower delta ferrite content.
What is the maximum operating temperature for 15-5 PH?
15-5 PH maintains useful mechanical properties up to approximately 315°C (600°F) for long-term continuous service. Above this temperature, the precipitates begin to coarsen (a process called Ostwald ripening), and the material progressively over-ages, losing strength. For short-term excursions, 15-5 PH can tolerate temperatures up to 350°C without significant permanent property degradation. Beyond 400°C, you should transition to a semi-austenitic grade like 17-7 PH (rated to ~480°C) or a nickel-base superalloy.
Is PH stainless steel magnetic?
Martensitic PH grades (17-4 PH, 15-5 PH) are strongly magnetic in all conditions — both Condition A and all aged conditions. Their body-centered cubic (BCC) martensitic matrix is inherently ferromagnetic. Semi-austenitic grades like 17-7 PH are weakly magnetic or non-magnetic in the solution-treated condition (austenitic) but become magnetic after conditioning transforms the structure to martensite. Austenitic PH grades (A-286) remain non-magnetic throughout processing.
How does the cost of PH stainless steel compare to 304 and 316?
Expect to pay 2-4 times more for PH stainless steel compared to 304, and 1.5-3 times more than 316, depending on product form and quantity. 17-4 PH bar stock in 2026 typically runs $8-15 per kilogram versus $3-5 for 304 bar. 15-5 PH commands an additional 15-25% premium over 17-4 PH due to the vacuum remelting requirement. The cost gap narrows significantly when you factor in the total system cost — PH steels often allow thinner sections and lighter designs due to their higher strength, reducing raw material volume and downstream processing costs.
Can PH stainless steels be 3D printed using additive manufacturing?
Absolutely — and this is one of the most active areas of PH stainless steel development in 2026. 17-4 PH is the most widely printed PH grade, compatible with laser powder bed fusion (LPBF/SLM), directed energy deposition (DED), and binder jetting processes. As-printed 17-4 PH parts achieve near-full density (>99.5%) and respond well to standard aging treatments, though the as-built microstructure differs from wrought material — it often contains retained austenite that requires a full solution treatment before aging to achieve properties matching wrought specifications.
15-5 PH is also printable and gaining traction in aerospace additive manufacturing programs. The key challenge with both grades is anisotropy in as-built parts — mechanical properties can vary by 10-15% depending on build orientation. Hot isostatic pressing (HIP) followed by solution treatment and aging largely eliminates this anisotropy and is becoming standard practice for additively manufactured PH stainless steel components in critical applications.
Choosing the Right PH Grade: Summary and Decision Framework
After covering the metallurgy, properties, and applications in detail, the practical question remains: which PH grade should you specify for your project? Rather than offering vague guidance, here is a concrete decision framework based on the five factors that drive most PH stainless steel selections.
Decision Matrix: Matching Requirements to Grades
| Primary Requirement | Best Grade | Recommended Condition | Why |
|---|---|---|---|
| Maximum strength, static loads | 17-4 PH | H900 | Highest strength at lowest cost among PH grades |
| Balanced strength + toughness | 17-4 PH or 15-5 PH | H1025 | Industry standard for structural applications |
| Critical aerospace structure | 15-5 PH | H1025 | Superior transverse properties, cleaner microstructure |
| Maximum toughness / cryogenic use | 15-5 PH | H1150 | Best impact toughness with adequate strength |
| Elevated temperature (300-480°C) | 17-7 PH | TH 1050 or RH 950 | Retains properties at higher temperatures than martensitic grades |
| Springs and strip applications | 17-7 PH | RH 950 | Formable before hardening, excellent spring properties |
| Sour service (oil & gas) | 17-4 PH | H1025 or softer (max 33 HRC) | NACE MR0175 compliant |
| Marine / chloride exposure | Custom 450 or 15-5 PH | H1000-H1025 | Molybdenum (Custom 450) or low delta ferrite (15-5 PH) |
| Additive manufacturing | 17-4 PH | Solution treat + H1025 | Most mature print parameters and qualification data |
The Quick Selection Flowchart
Start with these three questions:
- Do you need service above 315°C? If yes, go to 17-7 PH or consider a nickel-base alloy. If no, proceed to question 2.
- Is the component a critical structural part with multi-directional loading? If yes, specify 15-5 PH. If no, 17-4 PH will likely meet your needs at lower cost.
- Does the environment involve chlorides, H₂S, or marine exposure? If yes, specify 15-5 PH minimum, or Custom 450/455 for severe service. Restrict aging condition to H1025 or softer for sour environments.
If none of these constraints apply and cost is a factor, 17-4 PH in H1025 is the default answer. It is the most widely available, most extensively characterized, and most cost-effective PH stainless steel grade on the market. Roughly 70% of all PH stainless steel consumed globally is 17-4 PH, and there is good reason for that dominance.
One Final Consideration for 2026
The additive manufacturing revolution is reshaping how engineers think about PH stainless steel. With laser powder bed fusion now producing 17-4 PH parts that meet AMS 5643 mechanical property requirements after proper post-processing, the design freedom of additive manufacturing combined with PH stainless steel’s exceptional properties is opening applications that were simply not feasible with conventional manufacturing. If you are designing a new component and have not evaluated additive manufacturing as a production route, you are potentially leaving significant weight savings, lead time reduction, and part consolidation opportunities on the table.
For project-specific guidance on PH stainless steel grade selection, heat treatment specification, or processing optimization, consult with your material supplier’s metallurgical engineering team. The interaction between grade, condition, product form, and application environment creates enough variables that generic recommendations — including those in this guide — should always be validated against your specific design requirements and applicable industry specifications.








