
A single contaminated weld on a turbine engine fuel line can trigger a catastrophic in-flight failure — and post-incident analyses by the NTSB have traced structural cracks back to inadequate post-weld surface treatment more than once. Weld cleaning for aerospace components is the controlled removal of heat tint, oxide scale, and embedded contaminants from welded joints on flight-critical parts, followed by passivation to restore the base metal’s corrosion-resistant surface layer. This guide breaks down every major cleaning method, the aerospace specifications that govern them (AMS, AWS D17.1, ASTM A967), material-specific considerations for titanium, Inconel, and stainless steel, and the testing protocols that verify a weld is truly flight-ready.
What Is Weld Cleaning for Aerospace Components and Why It Matters
Every weld leaves behind contamination. Heat tint, oxide scale, embedded iron particles, residual flux — these byproducts sit on the surface after welding and immediately begin undermining the integrity of the joint. Weld cleaning for aerospace components is the controlled removal of these contaminants to restore the base metal’s corrosion resistance and mechanical properties. In aerospace, this isn’t a cosmetic step. It’s a structural one.
The stakes are hard to overstate. A turbine engine exhaust duct operating at 650°C doesn’t forgive a thin layer of chromium-depleted oxide. Neither does a titanium airframe bracket cycling through thousands of pressurization loads at 35,000 feet. Residual weld discoloration on stainless steel, for instance, signals a chromium oxide layer that’s been thermally degraded — dropping localized corrosion resistance by as much as 80%, according to research published by TWI Global.
Skip this step or do it poorly, and the consequences cascade. Intergranular corrosion initiates within months. Fatigue cracks nucleate at stress concentrators hidden beneath oxide layers. In flight-critical assemblies — fuel system welds, hydraulic manifolds, structural longerons — a single compromised joint can propagate failure through an entire load path. Weld cleaning for aerospace components exists precisely to eliminate that risk before the part ever leaves the shop floor.

Aerospace stainless steel weld before and after weld cleaning showing heat tint removal
Why Aerospace Weld Cleaning Demands Higher Standards Than Other Industries
A structural weld on a building endures gravity and wind. A weld on a turbine exhaust duct endures 1,600°F thermal cycles, vibration loads exceeding 10g, and salt-fog corrosion—sometimes all within a single flight hour. That gap in operating severity is exactly why weld cleaning for aerospace components follows standards that would seem excessive in commercial fabrication.
Consider cyclic fatigue. Aerospace joints can experience tens of thousands of pressurization cycles over a service life. A residual oxide layer as thin as 5 microns creates a stress riser—a microscopic notch where cracks nucleate. In ground-based structures, that flaw might never matter. At 40,000 feet with a 8.6 psi cabin differential, it becomes a potential propagation site. The FAA’s advisory circulars tie airworthiness directly to surface condition for exactly this reason.
Heat tint tells a revealing story, too. That blue or straw discoloration on stainless steel or titanium signals a chromium-depleted zone beneath the surface. In a food-processing plant, it’s cosmetic. On a hydraulic fitting routed through an engine pylon, it means the passive layer is compromised and pitting corrosion can initiate in service. Aerospace specifications typically require complete removal of all visible heat tint—not reduction, removal.
Embedded contaminants compound the problem. Free iron particles from grinding discs or carbon steel tooling create galvanic cells on nickel and titanium alloys, accelerating localized attack in humid or salt-laden atmospheres. Weld cleaning for aerospace components must therefore address not just what you can see, but what spectroscopic testing reveals underneath.
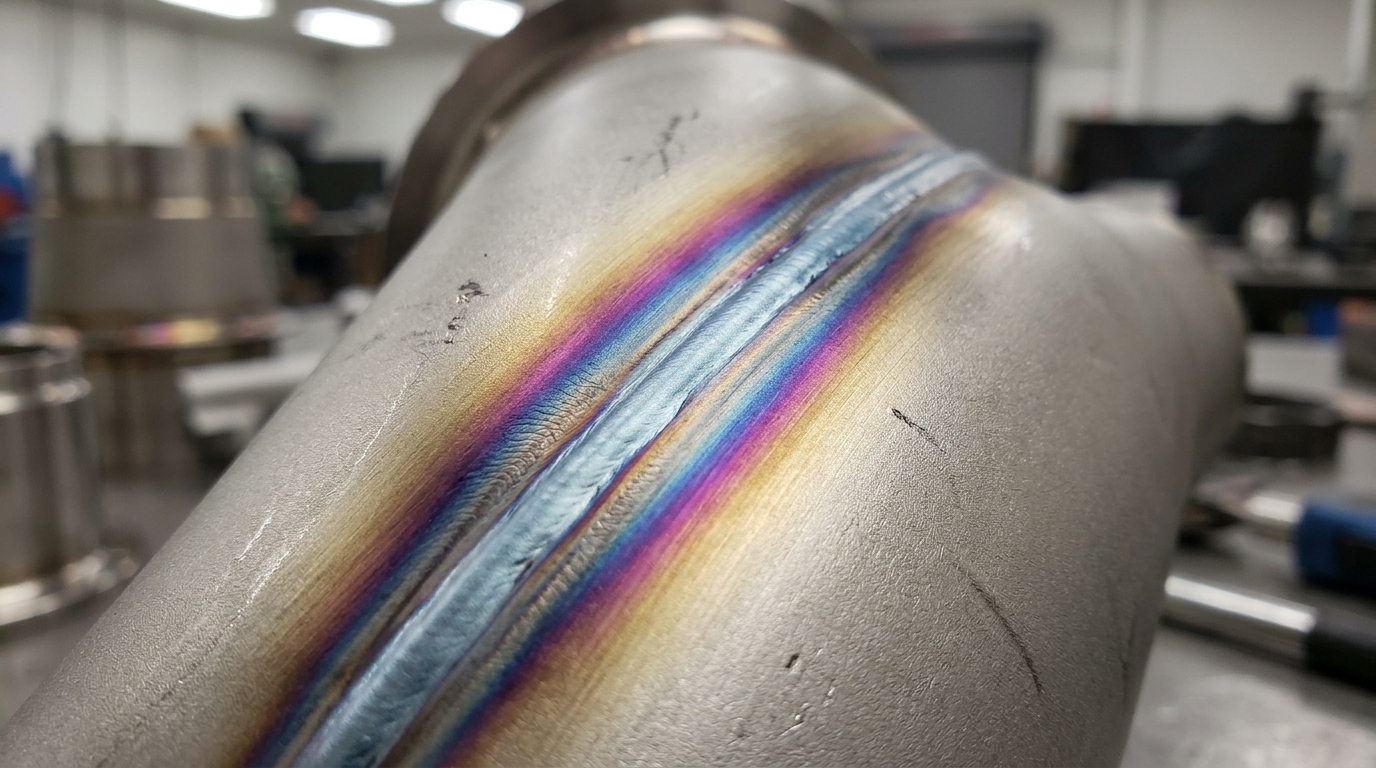
Heat tint discoloration on titanium aerospace weld joint requiring cleaning before airworthiness approval
Electrochemical vs. Chemical vs. Mechanical Weld Cleaning Methods
Three distinct approaches dominate weld cleaning for aerospace components, and each carries trade-offs that matter at the production level. Electrochemical (electrolytic) cleaning uses a low-voltage current passed through an electrolyte-soaked pad to dissolve heat tint and restore the passive chromium-oxide layer in a single step. It’s fast—often under 30 seconds per inch of weld—and generates minimal waste. The limitation? It works best on stainless steels and nickel alloys; titanium welds typically require additional protocols.
Chemical pickling relies on acid baths (nitric-hydrofluoric blends are common) to strip oxide scale across entire parts. This method excels at batch processing complex geometries where manual access is difficult. But acid concentration, temperature, and dwell time demand tight control. Over-pickling removes base metal. Under-pickling leaves embedded contaminants that nucleate corrosion. According to ASTM A967/A967M, passivation procedures must be validated per specific alloy chemistry—there’s no universal recipe.
Mechanical methods—abrasive blasting, flap discs, stainless wire brushes—physically remove discoloration and slag. They’re straightforward and cheap. The risk is surface contamination: a carbon-steel brush used once on a titanium fitting can embed iron particles that cause galvanic corrosion within months. Mechanical cleaning also roughens the surface profile, which can be unacceptable on aerodynamic or sealing surfaces where Ra values below 0.8 µm are specified.
| Method | Speed | Contamination Risk | Best Aerospace Use Case |
|---|---|---|---|
| Electrochemical | High | Very low | Stainless/nickel alloy weld seams |
| Chemical pickling | Medium | Low (if controlled) | Batch processing of complex parts |
| Mechanical | Variable | Moderate to high | Pre-cleaning before chemical or electrolytic finishing |
In practice, most aerospace shops combine two or even all three methods in sequence. A wire brush pass removes heavy slag, electrochemical cleaning handles heat tint, and a final passivation bath provides full-surface corrosion protection. The chapters ahead break each method down individually.

Comparison of electrochemical, chemical pickling, and mechanical weld cleaning results on aerospace stainless steel tubing
Electrochemical Weld Cleaning and Its Growing Role in Aerospace
The principle is deceptively simple. An electrolyte-soaked pad, connected to a power source, is brushed across the weld surface. Electric current drives an electrochemical reaction that dissolves heat tint and oxide discoloration while simultaneously encouraging the formation of a fresh chromium-rich passive layer on stainless steel or a stable titanium dioxide film on titanium alloys. Both cleaning and passivation happen in a single pass—typically within 5 to 15 seconds per linear inch of weld.
What makes this method increasingly attractive for weld cleaning for aerospace components is its precision on delicate geometries. Thin-walled tubing in hydraulic systems, complex internal joints on engine bleed-air ducting, tight-radius fillet welds on structural brackets—these are areas where aggressive mechanical abrasion risks dimensional loss and acid baths introduce rinsing complications. Electrochemical systems, by contrast, deliver localized energy exactly where the operator places the brush, leaving adjacent base metal virtually untouched.
Modern units from manufacturers like Cougartron offer adjustable voltage and waveform settings that let technicians dial in parameters for specific alloys and wall thicknesses—sometimes as thin as 0.020 inches. The electrolyte chemistry matters too. Phosphoric acid–based solutions are common for stainless steel, while specialized low-chloride formulations target titanium and nickel superalloys without risking pitting or intergranular attack.
One practical limitation: electrochemical cleaning struggles with heavy oxide scale from multi-pass welds on thick sections. It excels at cosmetic and corrosion-critical finishing, not bulk material removal. For aerospace shops running precision TIG work on thin gauge alloys, though, the speed, repeatability, and dual clean-and-passivate capability make it hard to beat.

Electrochemical weld cleaning brush restoring passive layer on thin-walled aerospace stainless steel tube weld
Chemical Pickling and Passivation Processes
Pickling strips contamination. Passivation rebuilds protection. These two steps work in sequence to remove weld oxides and then re-establish the chromium-rich passive layer that gives stainless steels and nickel alloys their corrosion resistance. For weld cleaning for aerospace components, chemical methods remain deeply embedded in legacy specifications — and for good reason.
Nitric acid pickling solutions, typically mixed at 20–25% concentration by volume with hydrofluoric acid at 2–5%, dissolve heat tint and embedded iron particles that mechanical methods can miss entirely. Dwell times vary by alloy and oxide thickness but generally fall between 10 and 30 minutes at temperatures of 120–140°F. Exceeding these parameters risks intergranular attack, which is catastrophic on thin-walled aerospace tubing. After pickling, a thorough rinse — deionized water, minimum 3 cycles — prevents acid residue from initiating pitting corrosion weeks or months later.
Passivation follows immediately. ASTM A967 outlines both nitric and citric acid formulations for this step. Citric acid passivation (4–10% concentration, 150°F, 20-minute immersion) has gained traction because it eliminates the hazardous fume concerns of hot nitric baths while delivering equivalent chromium-to-iron ratios on the treated surface. Many aerospace primes now accept citric formulations under controlled validation testing.
The real challenge is process control. Bath chemistry drifts with use — free acid concentration drops, dissolved metal content climbs. Shops performing weld cleaning for aerospace components typically test bath chemistry every 4 hours or every 20 parts, whichever comes first. Skipping that discipline turns a proven process into a liability.
Mechanical Cleaning Methods and When They Apply
Mechanical methods are the oldest tools in the post-weld finishing toolkit—and in aerospace, the most restricted. Abrasive blasting, stainless steel wire brushing, and flap-disc finishing can all remove heat tint and oxide scale effectively. But each one introduces a contamination vector that chemical and electrochemical processes simply don’t carry.
Material segregation is the central concern. A wire brush used on carbon steel and then applied to a titanium weld joint will embed free iron particles into the surface, creating galvanic corrosion sites invisible to the naked eye. Aerospace facilities typically enforce color-coded tooling systems—dedicated brushes, discs, and blast media for each alloy family—backed by tool-control logs audited during quality reviews. The SAE AMS2700 standard explicitly addresses these segregation requirements for passivation eligibility.
Abrasive blasting with glass bead or aluminum oxide media works well for broad surface preparation but struggles with precision. It can alter surface profiles beyond acceptable Ra values, and residual media trapped in crevices or weld toes becomes a foreign object debris (FOD) risk—unacceptable on flight-critical assemblies. Flap discs offer more control, yet they generate heat that can re-oxidize the very surface you just cleaned.
So when do mechanical methods actually apply in weld cleaning for aerospace components? Primarily as a preparatory step before chemical or electrochemical treatment, not as a standalone finish. Rough grinding to remove weld spatter or proud reinforcement, followed by a finer abrasive pass, then a chemical passivation cycle—that layered sequence is where mechanical work earns its place. Used alone, mechanical cleaning rarely meets the chromium-oxide-ratio thresholds that aerospace specs demand.
Aerospace Standards and Specifications Governing Weld Cleaning
No aerospace weld gets cleaned “however the shop sees fit.” Every step is governed by a layered stack of specifications, and auditors will trace your process back to each one. AMS 2700 is the baseline for passivation of corrosion-resistant steels and alloys—it defines acceptable acid concentrations, immersion times, and the verification tests required afterward. ASTM A380 covers the broader cleaning practices for stainless steel parts, while ASTM A967 narrows in on passivation treatments specifically, offering multiple test methods (copper sulfate, salt spray, high humidity) to confirm the chromium oxide layer is intact.
AWS D17.1 addresses fusion welding for aerospace hardware directly. It specifies post-weld cleaning requirements tied to joint class—Class A welds on primary structure demand stricter surface conditioning than Class C welds on non-structural brackets. Miss a cleaning step, and the weld fails inspection regardless of its mechanical soundness.
Then there’s NADCAP. Suppliers performing weld cleaning for aerospace components must pass NADCAP special process audits for chemical processing, welding, or both. Auditors don’t just review paperwork—they watch operators, verify solution chemistry logs, and check calibration records on passivation bath pH meters. A single expired titration record can trigger a finding.
Prime contractors layer their own requirements on top. Boeing’s BAC 5749 and Airbus’s AIMS specifications flow down through purchase orders, often adding restrictions tighter than the base standards. A supplier might comply perfectly with AMS 2700 yet still fail a Boeing audit because the PO called out a proprietary process revision. Understanding which document takes precedence—and keeping current revisions on file—is half the compliance battle.
Material-Specific Weld Cleaning Guidance for Titanium, Inconel, and Stainless Steel
Alloy dictates everything. The same cleaning process that restores a 316L stainless weld can destroy a titanium joint in seconds, so weld cleaning for aerospace components must be tailored to each material’s metallurgy.
Titanium Alloys
Titanium absorbs oxygen above roughly 500°F (260°C), forming a brittle alpha-case layer that cracks under fatigue loading. Post-weld cleaning must happen under trailing argon shielding or inside a purge chamber—exposure to ambient air while the metal is still warm invites contamination that no amount of pickling can fully reverse. The standard pickle solution is an HF-HNO₃ blend (typically 2–5% hydrofluoric acid, 30–40% nitric acid), applied for 30–120 seconds depending on oxide thickness. Color tells the story: silver is clean, blue is marginal, and anything darker than straw yellow means the part needs re-evaluation per AMS 2486.
Inconel and Nickel Superalloys
Inconel 625 and 718 laugh at mild pickling chemistries. Their chromium-rich oxide layer resists dissolution, so shops typically use aggressive HCl-based or molten-salt descaling baths before switching to an HF-HNO₃ pickle. Electrochemical cleaning can work on lighter heat tint, but heavy oxide from multi-pass welds usually demands chemical immersion. Dwell times often exceed 10 minutes—patience matters more than concentration.
Stainless Steel Families
Austenitic grades like 304 and 321 passivate readily in citric or nitric acid. Duplex stainless steels (2205, 2507) need longer passivation cycles because their mixed austenite-ferrite microstructure creates uneven oxide formation. Precipitation-hardened grades such as 17-4 PH require careful temperature control during weld cleaning for aerospace components—overheating during electrochemical treatment can alter the aging condition near the weld.
Common Weld Cleaning Defects and How to Prevent Them
Quality audits catch the same failures repeatedly. Residual heat tint tops the list—straw or blue discoloration left behind when electrochemical cleaning parameters are too low or dwell time is too short. The fix is straightforward: increase voltage incrementally and verify removal with a visual color standard per AWS D17.1 acceptance criteria before moving on.
Embedded iron contamination ranks second. It happens when carbon steel brushes, grinding discs shared between materials, or even shop dust settle on stainless or titanium surfaces. A ferroxyl test reveals the problem instantly—blue spots confirm free iron. Prevention means dedicated tooling, segregated work areas, and strict housekeeping protocols.
Hydrogen embrittlement from improper pickling is subtler and far more dangerous. Over-concentration of hydrofluoric or nitric acid, or exceeding soak times by even a few minutes, drives atomic hydrogen into the grain boundaries of high-strength alloys. Parts pass visual inspection yet crack under load weeks later. Tight process controls—calibrated acid concentrations, timer-enforced immersion limits, and post-pickle bake-out cycles—eliminate this risk.
Over-etching rounds out the common defect list in weld cleaning for aerospace components. Aggressive chemical or electrochemical treatment dissolves base metal beyond the contamination layer, creating pitting or grain boundary attack that reduces fatigue life. Root cause is almost always operator deviation from qualified procedures. Locking process parameters into equipment presets and requiring dual sign-off on chemical bath maintenance keeps this defect rate near zero.
Post-Weld Passivation and Surface Verification Testing
Cleaning the weld is half the job. Proving it’s clean—with traceable, auditable data—is the other half. After weld cleaning for aerospace components, a sequence of verification tests confirms that the passive layer is intact, free iron is absent, and the surface meets the chromium-to-iron ratio required by the applicable specification.
Ferroxyl and Copper Sulfate Testing
Ferroxyl testing per ASTM A380 detects free iron contamination by applying a potassium ferricyanide solution to the surface. A blue reaction within 15 seconds means failure. Copper sulfate testing works similarly: a pink or copper-colored deposit indicates exposed iron. Both tests are cheap, fast, and binary—pass or fail, no ambiguity.
Water-Break Testing and Passivation Thickness
The ASTM A380 water-break test checks for organic contamination. Distilled water should sheet uniformly across the surface without beading or breaking for 30 seconds. Any break signals residual oils or fingerprints. Passivation layer thickness, typically 1–3 nm on stainless steel, can be measured with XPS (X-ray Photoelectron Spectroscopy) or Auger electron spectroscopy. These instruments quantify the Cr₂O₃-to-Fe ratio directly—most aerospace primes require a chromium oxide content above 40% in the top 5 nm.
Documentation for NADCAP and Customer Audits
Every test result needs a record: operator ID, part serial number, test method, acceptance criteria, and pass/fail outcome. NADCAP auditors look for unbroken traceability from the raw weld log through cleaning parameters to final surface verification. Missing a single data field can trigger a finding. Photographs of ferroxyl test patches, timestamped and linked to the work order, have become standard evidence in audit packages.
Choosing the Right Weld Cleaning Equipment for Aerospace Applications
Equipment selection starts with power output and waveform control. Electrolytic machines rated between 500 W and 1,500 W cover most aerospace weld profiles, but the real differentiator is waveform flexibility. Pulsed DC waveforms at adjustable frequencies let operators fine-tune oxide removal depth on titanium without overheating thin-gauge skins, while AC modes handle stainless steel heat tint more aggressively. If the unit only offers a single fixed waveform, walk away—it won’t meet the material-specific demands of weld cleaning for aerospace components.
Electrode and brush design matters more than most buyers realize. Carbon-fiber brushes work well on flat seams, but fillet welds inside duct assemblies need narrow-profile or bent electrodes that maintain consistent contact pressure in tight radii. Look for systems offering interchangeable brush heads with conductive backings rated above 200°C, since sustained cleaning runs generate real heat at the pad interface.
Chemical compatibility is non-negotiable. The electrolyte must be qualified against the alloy being cleaned—phosphoric-acid-based solutions for stainless, fluoride-free formulas for titanium. Confirm the supplier provides ASTM-referenced safety data sheets and alloy-compatibility documentation. Portability also weighs heavily; MRO technicians performing in-situ repairs on wing structures or engine nacelles need units under 12 kg with battery-backup capability.
Finally, evaluate total cost of ownership—not just the sticker price. Consumable brush pads, electrolyte volume per meter of weld, electrode replacement intervals, and calibration requirements all compound over a production year. A unit costing 40% more upfront but consuming half the electrolyte often breaks even within six months on a busy aerospace fabrication line.
Frequently Asked Questions About Aerospace Weld Cleaning
Does electrochemical cleaning replace passivation?
Not automatically. Electrochemical weld cleaning removes heat tint and restores a thin oxide layer, but whether that layer satisfies your passivation spec depends on the standard you’re working to. ASTM A967 allows electrochemical methods as an alternative passivation technique—provided you validate with citric acid or copper sulfate testing afterward. Many primes still require a separate nitric or citric acid passivation step on flight-critical joints. Check your customer’s callout, not assumptions.
Can you clean welds on flight-hardware in the field?
Yes, but constraints tighten dramatically. Portable electrolytic units work well for field repairs on stainless steel tubing or bracket welds. The catch: you must control electrolyte runoff so it doesn’t contact adjacent surfaces, fasteners, or sealants. Field technicians typically use absorbent dams and neutralizing rinses. Every step requires documentation identical to shop-floor standards—photos, operator ID, electrolyte lot numbers.
What documentation do auditors expect?
Traceability is everything. Auditors want to see the cleaning procedure number, operator certifications, electrolyte or chemical batch records, dwell times, rinse water resistivity logs, and post-clean verification results (ferroxyl, Boroscope, or XPS data). Missing even one parameter can trigger a nonconformance.
Is laser cleaning approved for aerospace weld joints?
Laser ablation is gaining traction for paint stripping and surface prep, but approvals for weld cleaning for aerospace components remain limited. Few prime-level specs explicitly list laser cleaning as a qualified post-weld process. Qualification testing—fatigue, corrosion, and metallographic evaluation—is required before any production use.
Key Takeaways and Next Steps for Implementing Aerospace-Grade Weld Cleaning
Getting weld cleaning for aerospace components right means aligning method selection, material chemistry, specification compliance, and verification testing into a single repeatable workflow. Skip any one of those links and the chain breaks—usually during a NADCAP audit or, worse, in service.
Use this checklist to pressure-test your current process:
- Map every weld to its governing spec — AMS 2700, ASTM A967, or prime-level callouts like BAC 5749. No generic “clean per shop practice” notes.
- Match the cleaning method to the alloy — electrochemical for stainless, inert-atmosphere mechanical prep for titanium, carefully controlled acid blends for Inconel 718.
- Validate passivation quantitatively — copper sulfate spot tests catch gross failures; XPS or ASTM A380 ferroxyl testing catches subtle ones.
- Document traceability end-to-end — electrolyte batch numbers, dwell times, operator certifications, surface roughness readings.
- Audit consumables quarterly — contaminated brushes, expired pickling paste, and degraded electrolyte solutions cause more rejections than bad technique.
If gaps show up—and they usually do—bring in a metallurgical engineer or a NADCAP-accredited process specialist before production resumes. The cost of expert consultation is a fraction of a single scrapped engine component. Start with the checklist, fix what you find, and build the documentation habit that keeps every weld audit-ready.
1
See also
The Complete Guide to Stainless Steel Welding Techniques
Analysis of the causes of cracks in laser welded carbon steel
Laser Paint Stripping Best Practices for Aerospace Aluminum








