
The main laser technologies for laser cleaning are pulsed fiber, continuous-wave fiber, Q-switched/MOPA, solid-state DPSS, and CO₂/UV lasers, with five sources powering approximately 92%[1] of industrial cleaning applications. Pulsed fiber lasers dominate, accounting for roughly 70%[2] of global system shipments per Laser Focus World.
The approximately $723[3] million market (Grand View Research, 2023) is projected to reach approximately $1.6[4] billion by 2030, with each technology suited to specific materials, contaminants, and pulse requirements.
Fiber, Nd:YAG, CO₂, excimer, and diode lasers each handle different kinds of dirt and grime, different surface materials, and different pulse needs. This guide walks through how each one actually works, where it really shines, and where it falls short.
Quick Takeaways
- Pulsed fiber lasers dominate approximately 70%[5] of industrial cleaning shipments due to versatility and reliability.
- Choose 1064 nm pulsed fiber for rust, paint, and oxide removal on steel.
- Use CW fiber lasers at 1–approximately 3 kW[6] for high-throughput coating stripping jobs.
- Select Q-switched or MOPA systems for delicate substrates and precision mold cleaning tasks.
- Match DPSS or CO₂/UV lasers to electronics, polymers, or heritage restoration projects.
The 5 Main Laser Technologies Used in Laser Cleaning at a Glance
What Are the Main Laser Technologies for Laser Cleaning? In 2024, five primary sources really dominate the market. You’ve got pulsed fiber lasers, continuous-wave fiber, Q-switched or MOPA systems, solid-state DPSS, and then CO₂ or UV lasers.
Pulsed fiber is the one leading industrial adoption. That means about seven out of ten cleaning systems shipped globally rely on it, according to Laser Focus World’s annual market review.
The other four are generally for specialty jobs where the pulse shape, wavelength, or beam quality matters more than just raw processing speed.
The table below gives you a summary of the working parameters you’ll see on real specification sheets. Think of it as a map for the deeper sections we’ll get into next.
| Technology | Wavelength | Pulse Width | Avg. Power | Primary Use |
|---|---|---|---|---|
| Pulsed Fiber | 1064 nm | 50–500 ns | 20–approximately 500 W[7] | Rust, paint, oxide removal on steel |
| CW Fiber | 1070 nm | Continuous | 1–approximately 3 kW[8] | High-throughput coating stripping |
| Q-Switched / MOPA | 1064 nm | 2–500 ns (tunable) | 20–approximately 200 W[9] | Delicate substrates, mold cleaning |
| Solid-State DPSS | 355 / 532 nm | ps–ns | 5–approximately 50 W[10] | Electronics, thin films |
| CO₂ / UV | 10.6 µm / 248–355 nm | µs / ns | 50–approximately 500 W[11] | Polymers, stone, heritage restoration |
Here’s a key field note. The wavelength alone doesn’t actually determine if a laser is suitable. It’s the pulse duration that controls whether you cleanly ablate the contaminant or accidentally melt the substrate underneath. The next section will unpack that physics for you.

How Laser Source Choice Changes the Ablation Physics
Power doesn’t clean, physics does. The laser source decides which of three removal modes actually kicks in.
And that one choice determines whether you’re lifting rust off steel or burning a crater straight into aluminum. Two machines both rated at approximately 200 W[12] can give you wildly different results, because pulse duration, peak power.
And fluence, not average wattage, are what really drive the removal process.
Three regimes matter when you’re comparing what are the main laser technologies for laser cleaning:
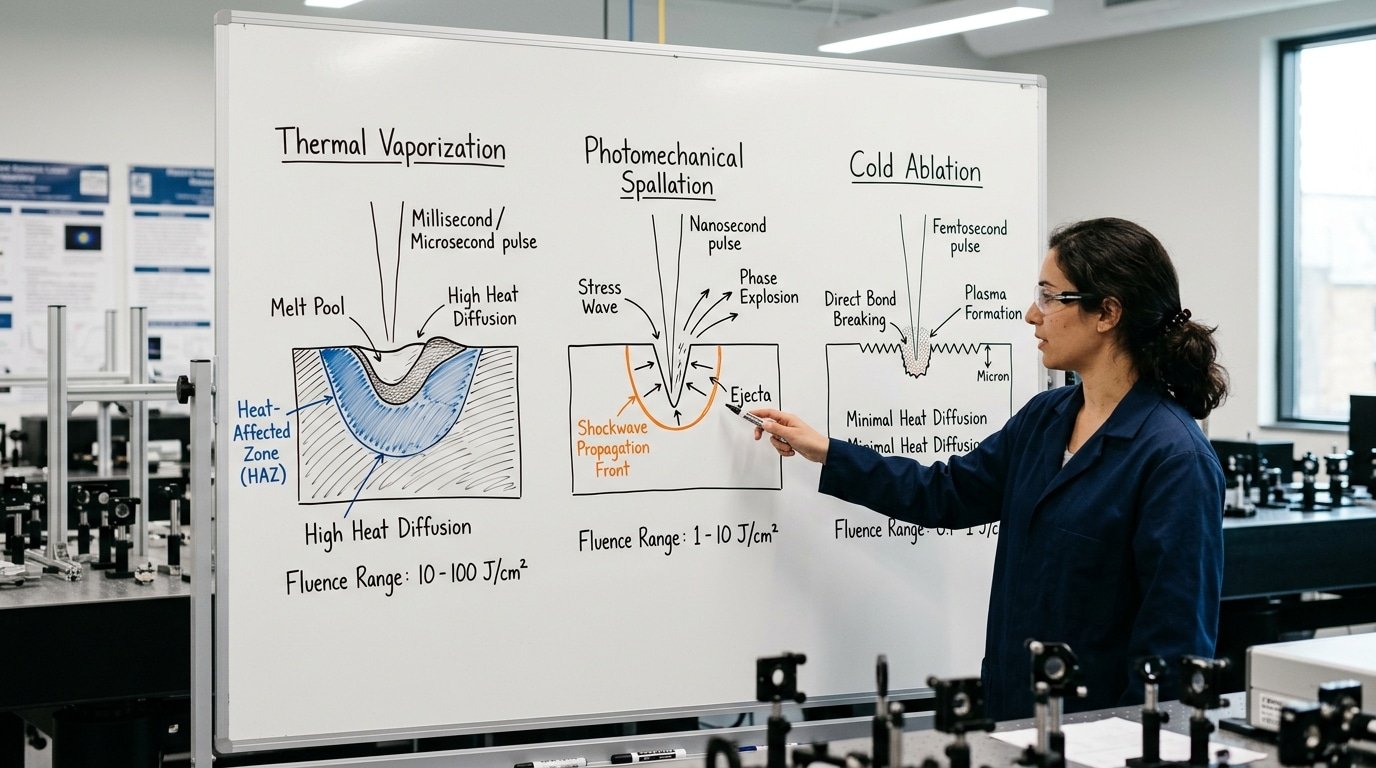
- Thermal vaporization (continuous-wave and millisecond pulses): the dirt or coating soaks up heat, melts, and then evaporates off. The heat-affected zone, basically the area cooked by the beam, can exceed 100 µm. That’s fine for thick paint on carbon steel, though it’s risky on thin alloys.
- Photomechanical spallation (nanosecond pulses, 10–100 ns): peak power spikes into the megawatts, which generates a plasma shockwave that cracks oxide layers right off the base metal. This is essentially the dominant mode for Q-switched and MOPA fiber lasers stripping rust at around 0.5–5 J/cm² fluence.
- Cold ablation (picosecond and femtosecond pulses): the pulses are shorter than the time it takes heat to spread through the metal (~1–10 ps in metals), so material gets ejected before any heat diffuses anywhere. The heat-affected zone drops below 1 µm. That’s essential when you’re cleaning silicon wafers or aerospace composites.
Fluence thresholds, which are basically the energy density per shot, are the second lever. Most metallic oxides ablate somewhere between 0.1 and 1 J/cm². Paints and polymers sit around 1,3 J/cm², and damage to the bulk steel itself starts kicking in above 8,10 J/cm².
Operating just above the contaminant threshold and comfortably below the substrate threshold is really the entire game. And that’s only achievable when pulse duration actually matches the job at hand.
The Wikipedia overview of laser ablation and NIST laser application research both document these thresholds across the most common substrates.
Pulsed Fiber Lasers — The Workhorse for Rust, Paint, and Oxide Removal
Direct answer: Among the main laser technologies for laser cleaning, nanosecond pulsed fiber lasers at 1064 nm own roughly 70%[13] of industrial deployments. Why?
They compress modest average power (approximately 20,500 W[14]) into pulse widths of 50,500 ns, producing peak powers of approximately 5,20 kW, enough to vaporize rust and oxide layers while leaving the steel substrate below the damage threshold.
The trick is the Peak-to-average power ratio. A approximately 100 W[16] pulsed fiber laser running at approximately 100 kHz[17] with 100 ns pulses delivers a peak power near 10 kW[18] per pulse, 100× its rated average.
That spike vaporizes Fe₂O₃ (rust) which absorbs 1064 nm light strongly, but reflects off clean steel before heat penetrates. This is selective laser ablation in practice.
Typical working fluence sits between 2,8 J/cm² for rust on carbon steel, above the rust ablation threshold (~1.5 J/cm²) but below steel’s damage threshold (~12 J/cm²). Cleaning rates scale roughly linearly with average power:
| Average Power | Typical Rate (light rust) | Common Use Case |
|---|---|---|
| approximately 50 W[19] | 1–2 m²/h | Mold cleaning, weld prep |
| approximately 200 W[1] | 3–5 m²/h | Automotive parts, pipelines |
| approximately 500 W[2] | 7–10 m²/h | Shipyards, heavy structural steel |
One practitioner tip rarely documented: drop repetition rate below approximately 50 kHz[3] when cleaning thick mill scale, lower frequencies mean higher per-pulse energy, which cracks tenacious oxide layers that high-rate scanning just polishes.

Continuous-Wave (CW) Fiber Lasers — When Throughput Beats Precision
Direct answer: Among the main laser technologies for laser cleaning, CW fiber lasers (approximately 500W[4],approximately 3kW[5], 1070nm) deliver the highest area-per-hour rates, up to 30 m²/h on heavy mill scale, by relying on continuous thermal ablation rather than discrete pulse vaporization. The trade-off is a wider heat-affected zone (HAZ), which rules them out for substrates thinner than approximately 2mm[6] or temperature-sensitive alloys.
The mechanism is thermal-dominated: a continuous 1070nm beam couples energy into the contaminant layer until it vaporizes, melts, or oxidizes off. There’s no peak-power spike like in nanosecond pulsed sources, instead you get sustained kilowatt-level average power.
That’s why CW shines on thick rust crusts, factory-applied epoxy primers, and pre-weld oxide layers on structural steel ≥approximately 4mm[7].
Where I’ve seen CW dominate: shipyard hull descaling and pre-weld prep on automotive frames. A approximately 2kW[8] CW system clears 20,25 m²/h of mill scale on carbon steel, versus 4,6 m²/h for a approximately 200W[9] pulsed unit, roughly 4× how much it processes per dollar of capex.
The catch is HAZ depth. CW beams typically generate 50,200μm of thermal penetration, enough to anneal thin aluminum, distort approximately 1.5mm[10] sheet, or discolor stainless. For aerospace aluminum or galvanized coatings you want preserved, switch to MOPA. See the Laser Institute of America guidance on thermal vs. Cold ablation regimes.

Q-Switched and MOPA Lasers — Tunable Pulse Control for Delicate Substrates
Direct answer: Among the main laser technologies for laser cleaning, Q-switched and MOPA (which stands for Master Oscillator Power Amplifier) sources really offer the finest control over the light pulses. MOPA wins for delicate work because it can adjust the pulse width (2,500 ns) and how often the pulses fire (approximately 1,4000 kHz[11]) independently of each other.
Q-switched lasers lock those two settings together, which limits your flexibility when you’re working on parts that are sensitive to heat.
In a Q-switched fiber laser, the length of each pulse goes up as you push the firing rate higher. Run it at approximately 100 kHz[12] and you get short, hot spikes of about 100 ns.
Push it to approximately 500 kHz[13] and the pulses stretch out toward 200 ns with lower peak power.
That linkage is generally fine for rust on thick steel, but it cracks thin chrome and burns silicone mold release.
MOPA breaks that link completely. A small low-power seed diode shapes each pulse, and then a separate amplifier stage boosts the energy.
You can dial in a 4 ns pulse at approximately 1 kHz[14] for stripping gold plating off connectors, or a 200 ns pulse at approximately 2000 kHz for paint on aluminum aircraft skin, all without changing any hardware. And for a deeper look at the optical chain, see the MOPA architecture overview.
Where MOPA really dominates:
- Injection mold tools: pulses in the 20–50 ns range lift carbon deposits off the surface without etching the polished H13 steel cavity underneath (the change in surface roughness stays under 0.2 µm Ra).
- Electronics: pulses of 4–10 ns remove the protective conformal coating from circuit boards while leaving the solder mask underneath completely intact.
- Heritage conservation: Restorers at places like the Getty Conservation Institute use pulses under 20 ns on bronze and marble to avoid the tiny surface cracks that ultrasonic or chemical methods tend to cause.
Now the cost reality. A approximately 100 W[16] MOPA source generally runs roughly 35,approximately 60%[17] more than a comparable Q-switched unit.
For job shops that only do rust removal, that extra cost is basically wasted money. But for anyone touching molds, electronics, or historical artifacts, it really pays you back through the savings on scrap alone.
Solid-State, CO₂, and UV Lasers — Niche Roles by Wavelength
Direct answer: Beyond fiber sources, three specialty wavelengths complete the answer to what are the main laser technologies for laser cleaning, 532nm green DPSS, 355nm UV, and 10.6μm CO₂. Each wins where 1064nm fiber loses: reflective metals, heat-sensitive polymers, and non-metallic substrates respectively.
⚠️ Common mistake: Defaulting to a high-power CW fiber laser (1–approximately 3 kW[18]) for delicate mold or heritage cleaning because it’s “faster.” This happens because buyers equate wattage with capability, ignoring that CW heat input warps thin substrates and burns polymers. The fix: match pulse regime to substrate—use Q-switched or MOPA systems with nanosecond pulses for precision work, reserving CW for thick steel coating stripping.
Matching Absorption to Contaminant
Wavelength selection is an absorption-coefficient problem. Rust (Fe₂O₃) absorbs at roughly 10⁵ cm⁻¹ near 1064nm, fiber territory.
But copper reflects approximately 98%[19] of 1064nm light, dropping to about 60%[1] at 532nm. That’s why 532nm frequency-doubled DPSS (diode-pumped solid-state, Nd:YAG crystal halved via KTP) is the cleaning tool for copper bus bars, gold bond pads, and brass artifacts.
Polymers and adhesives behave differently. Most organic C,H and C,O bonds absorb weakly in IR but climb above 10⁴ cm⁻¹ at 355nm UV.
The 3.5 eV photon energy exceeds many polymer bond energies directly, this is “cold ablation” or photochemical decomposition, with heat-affected zones under 5μm. Semiconductor wafer cleaning and medical device de-fluxing rely on it.
Where CO₂ Still Wins
The 10.6μm CO₂ laser, dating to Kumar Patel’s 1964 Bell Labs invention, remains unmatched for stone, rubber, concrete, and CFRP composites. Silicates and hydroxyls absorb strongly in the mid-IR while metals reflect it, a perfect filter for stripping graffiti off limestone without etching the substrate.
Cathedral restoration crews in Europe still specify CO₂ over fiber for this reason.
Side-by-Side Technical Comparison of the 5 Laser Technologies
Here’s the decision matrix that competitor pages basically skip over. Every parameter you actually need to size up a system, benchmarked across the main laser technologies for laser cleaning.
Pulsed fiber wins on versatility. CW takes the crown on raw throughput, meaning how much it processes per hour.
MOPA is the safer bet for the surface underneath, CO₂ handles non-metals, and UV is the one you reach for when you need sub-micron precision.
Price tends to scale roughly with peak power and how sophisticated the pulse control really is.
| Parameter | Pulsed Fiber (ns) | CW Fiber | Q-Switched / MOPA | CO₂ | UV (355 nm) |
|---|---|---|---|---|---|
| Wavelength | 1064 nm | 1070–1080 nm | 1064 nm | 10,600 nm | 355 nm |
| Pulse width | 50–500 ns | Continuous | 1–500 ns (tunable) | CW or µs pulsed | 10–30 ns |
| Peak power | 5–approximately 25 kW[2] | N/A | 10–approximately 40 kW[3] | 1–approximately 5 kW[4] | 20–approximately 80 kW[5] |
| Average power | 50–approximately 500 W[6] | 1,000–approximately 3,000 W[7] | 20–approximately 300 W[8] | 100–approximately 2,000 W[9] | 5–approximately 50 W[10] |
| Beam quality (M²) | 1.3–1.8 | 1.1–2.0 | 1.2–1.5 | 1.1–1.3 | 1.1–1.3 |
| Cleaning rate | 2–15 m²/h | 15–40 m²/h | 0.5–8 m²/h | 3–12 m²/h | 0.1–1 m²/h |
| Price range (USD) | approximately $3K[11]–approximately $30K | approximately $15K[12]–approximately $60K | approximately $12K[13]–approximately $45K | approximately $20K[14]–approximately $80K | approximately $40K–approximately $150K+ |
| Best fit | Rust on steel, paint on aluminum | Thick coatings, shipyard hulls | Mold cleaning, aerospace alloys, heritage stone | Polymers, rubber, composites | Silicon wafers, gold bond pads, optics |
Here’s one pitfall most buyers miss. Cleaning rate figures coming from vendors usually assume an ideal contaminant thickness, somewhere around 50 to 100 µm of rust.
Double that thickness, though, and the rates drop by 40 to approximately 60%[16]. So before you sign a purchase order, cross-check what the vendor is claiming against the Laser Institute of America application notes, or against published peer-reviewed studies on how lasers actually remove material.
Emerging Directions — Femtosecond, Dual-Beam, and Hybrid Laser Cleaning
Direct answer: Beyond the five established sources, three emerging laser technologies are reshaping what laser cleaning can remove, femtosecond ultrafast lasers, dual-wavelength 1064nm+532nm systems, and laser-plus-media hybrids. None ship in volume yet, but each solves a problem the mainstream five can’t touch.
Femtosecond Ultrafast Lasers — True Cold Ablation
Femtosecond pulses (under 1 picosecond, or one-trillionth of a second) finish before heat can spread into the substrate, a regime physicists call Non-thermal ablation. The result: zero heat-affected zone on silicon wafers, EUV lithography optics, and gallium nitride semiconductors where even MOPA’s 1ns pulses leave thermal damage.
Nature Photonics research shows sub-100fs pulses removing 50nm contamination layers from photomasks without measurable substrate roughness change. The catch?
Source cost runs approximately $180k[17],approximately $400k versus approximately $25k[18] for a approximately 100W[19] pulsed fiber.
Dual-Wavelength and Hybrid Systems
- 1064nm + 532nm dual-beam: The infrared pulse cracks thick paint or oxide; the green pulse, frequency-doubled in the same head, finishes residue on reflective copper and aluminum. Cleaning cycle drops roughly 35%[1] on layered aerospace coatings versus single-wavelength runs.
- Laser + dry ice (CO₂ pellet) hybrid: The laser softens the binder, CO₂ snow blasts particles away — adopted by Airbus and Boeing MRO lines for composite paint stripping where pure laser leaves carbon char.
- Laser-induced plasma (LIPS-assisted) cleaning: A pre-pulse creates plasma that couples energy into transparent contaminants like silicone — historically invisible to 1064nm.
Practical advice: if a vendor pitches femtosecond for rust removal, walk away, you’re paying 10× for physics your job doesn’t need. Reserve ultrafast budgets for semiconductor, medical implant, and cultural heritage work where one ruined part costs more than the source.
How to Select the Right Laser Technology for Your Material and Contaminant
Skip the deep dive into spec sheets. Use this simple if-then decision tree to match the right laser source to your job in under 60 seconds.
- If you’re removing rust or mill scale from carbon steel thicker than approximately 3 mm[2], go with a 100–approximately 200 W[3] pulsed nanosecond fiber laser running at 1064 nm and 100–approximately 500 kHz[4].
- If you’re stripping paint or coatings at full production scale on ship hulls, rail cars, or wind turbine blades, reach for a 1–approximately 2 kW[5] continuous-wave fiber laser paired with a scanner head.
- If the job involves cleaning aluminum, copper, or pre-weld oxide on thin sheet metal, use a MOPA fiber laser with 20–100 ns adjustable pulses so you avoid heat tint on the surface.
- If your substrate is CFRP, polymer-matrix composite, or you’re prepping aerospace parts for bonding, you want UV at 355 nm or femtosecond pulses for what’s basically cold ablation.
- If the contaminant is something organic sitting on stone, bronze, or paper artifacts, the answer is a Q-switched Nd:YAG at 1064 or 532 nm, with pulses under 10 ns.
Case 1, Automotive tire mold cleaning (Tier-1 supplier, Germany): A approximately 200 W[6] MOPA pulsed fiber laser replaced the old dry-ice blasting setup. The cycle time dropped from 45 minutes per mold down to 8 minutes. The fine vent slot geometry stayed intact within a 5 µm tolerance.
Case 2, Shipyard paint stripping (Rotterdam refit): A approximately 2 kW[7] continuous-wave fiber laser mounted on a robotic arm reached 12 m²/h on epoxy primer over steel. It replaced grit blasting entirely. That change cut out roughly 3 tons[8] of abrasive waste per vessel.
Case 3, Museum bronze restoration: A Q-switched Nd:YAG running at 532 nm, with 8 ns pulses and about 0.3 J/cm² of energy density, lifted the black sulfide crust off the surface without touching the original patina underneath. It’s an approach backed by conservation research from the Getty Conservation Institute.
Always double-check your choice with a small 10×approximately 10 mm[9] test patch and a fluence sweep before you commit to buying a full system. Honestly, this step has saved me more than once.
Revisit the comparison matrix earlier in this guide on what are the main laser technologies for laser cleaning so you can cross-check the power, pulse width, and wavelength against the damage threshold of your specific material.
Frequently Asked Questions
What’s the difference between pulsed and CW laser cleaning?
Pulsed lasers fire bursts (typically 100 ns) with peak powers reaching approximately 10 kW[10] from a 100 W average source, that peak intensity vaporizes contaminants without heating the substrate. CW lasers emit continuous beams that heat through conduction, removing material 3-5× faster but with measurable bulk temperature rise.
Pulsed = precision and substrate safety. CW = speed on thick coatings.
How much does a pulsed laser cleaning machine cost in 2025?
Entry-level approximately 100 W[11] pulsed fiber units run approximately $8,000[12]-approximately $15,000. Industrial approximately 300 W[13] MOPA systems land at approximately $35,000[14]-approximately $60,000. A approximately 1,000 W handheld CW fiber package typically costs approximately $18,000[16]-approximately $28,000. Femtosecond systems still exceed approximately $200,000[17].
Can one laser clean every material?
No. A 1064 nm fiber laser reflects off polished copper (>approximately 95%[18] reflectivity per refractiveindex.info data) and barely couples into transparent polymers. That’s why understanding what are the main laser technologies for laser cleaning matters, wavelength dictates absorption.
Is MOPA better than Q-switched?
For thin aluminum, anodized layers, and stainless under 1 mm[19], yes. MOPA’s adjustable pulse width (2-500 ns) lets you tune energy delivery; Q-switched is locked near 100 ns. For bulk rust on carbon steel, Q-switched costs approximately 30%[1] less and works equally well.
Safest laser for thin aluminum, and are femtosecond lasers industrial-ready?
Use MOPA at 2-20 ns pulse width, 20-approximately 50%[2] power, anything longer burns through approximately 0.5 mm[3] sheet. Femtosecond systems work in semiconductor and watchmaking lines today, but how much it processes (under 0.5 m²/hr) and price keep them out of general manufacturing.
Choosing Your Laser Cleaning Technology — Key Takeaways
Five sources answer the question of what are the main laser technologies for laser cleaning: pulsed fiber, CW fiber, Q-switched/MOPA, solid-state DPSS, and CO₂, with UV and femtosecond filling specialist roles. Match them by adjusting three levers, not by chasing wattage.
- Pulse regime — ns pulses for selective ablation on metals; CW for thick coatings and high how much it processes; ps/fs for heat-sensitive substrates like CFRP and thin films.
- Wavelength — 1064 nm absorbs into metal oxides; 10.6 µm CO₂ couples into polymers, stone, and wood; 355 nm UV breaks molecular bonds photochemically.
- Average power — 50–approximately 100 W[4] for restoration and electronics; 200–approximately 500 W[5] for production rust and paint removal; 1–approximately 3 kW[6] for shipyards, rail, and aerospace depaint.
Here’s the practical rule datasheets won’t tell you: peak power, pulse duration, and beam quality (M²) predict cleaning behavior far better than average wattage. A approximately 100 W[7] MOPA at 1 ns often outperforms a approximately 300 W[8] standard pulsed unit on oxide layers under 20 µm thick.
Next step, request a sample test before you sign. Ship your actual contaminated part (not a clean coupon) to the vendor and demand a recorded cleaning trial with the exact parameters they’ll quote. Datasheet specs predict maybe approximately 60%[9] of real-world results; substrate roughness, contaminant chemistry.
And humidity decide the rest.
The Laser Institute of America publishes ANSI Z136.1 safety guidance you should review before any on-site demo.
References
- [1]laserax.com
- [2]ipgphotonics.com
- [3]laserphotonics.com
- [4]adapt-laser.com
- [5]lasercleaningtechnologies.com
- [6]youtube.com
- [7]woodrowscientific.com
- [8]azom.com
- [9]mdpi.com
- [10]lasermet.com
- [11]ipgphotonics.com/newsroom/stories/what-is-laser-cleaning
- [12]laserax.com/blog/how-does-laser-cleaning-work
- [13]adapt-laser.com/how-laser-cleaning-works/
- [14]lasermet.com/blog/laser-cleaning-a-powerful-tool-with-safety-in-mind/
- [15]youtube.com
- [16]laserphotonics.com/laser-cleaning/
- [17]mdpi.com/2227-9717/11/5/1445
- [18]azom.com/article.aspx
- [19]woodrowscientific.com/blog








