A welded butt joint joins two metal pieces end-to-end. The pieces are in the same flat line. This makes a strong and smooth bond with no overlap. People pick this joint because it is simple and useful. Many welders and builders use welded butt joints. These joints give strong welds and a smooth inside surface. You also get some good things:
- It is strong and can handle heat and pressure
- It looks neat and professional
- It saves money because you need fewer parts
- It lets things flow well in pipelines
- It works with many ways of welding
Knowing about this joint helps you get strong and good results in your work.
Key Takeaways
- A welded butt joint joins two metal pieces at their ends. This makes a strong and smooth bond with no overlap.
- Getting the edges ready is very important for a strong joint. Pick the right edge shape for how thick the metal is.
- Welded butt joints are used a lot in many industries. These include construction, cars, and pipelines because they are strong and last long.
- Always line up the metal pieces the right way before welding. This helps stop weak joints and makes sure the weld lasts a long time.
- Think about what your project needs when you pick a joint type. This helps you get the best results and keeps things safe.
Welded Butt Joint Basics
Definition and Features
A welded butt joint joins two metal pieces by putting their ends together in a straight line. Both surfaces stay flat and even, so the pieces do not overlap. The weld metal stays in the same flat area as the workpieces. Welding standards like AWS and ISO say a butt weld is when the weld goes along the join and the metal pieces are flat and lined up. There are different kinds of butt joints, like single V, double V, and square butt joints. Each kind works best for certain thicknesses and project needs.
When you use a welded butt joint, you get a smooth and strong bond. This joint has high tensile strength and resists breaking from repeated use. New studies show that using low-transition-temperature welding can make the joint even stronger. These ways of welding create compressive stresses and make fewer sharp notches. This helps the joint last longer and stay strong. Because of this, welded butt joints often work better than other joints in tough jobs.
Tip: Always check what your project needs and how thick the material is before picking a butt joint type. This helps you get the best strength and long-lasting results.
Construction and Edge Preparation
To make a strong welded butt joint, you must prepare the edges of the metal pieces well. Good edge prep lets the weld metal go all the way through and join both pieces. Rules from groups like ASME do not give strict shapes for the joint. They say you should shape and size the edges so the weld can reach every part. Your skill and judgment are important for this step.
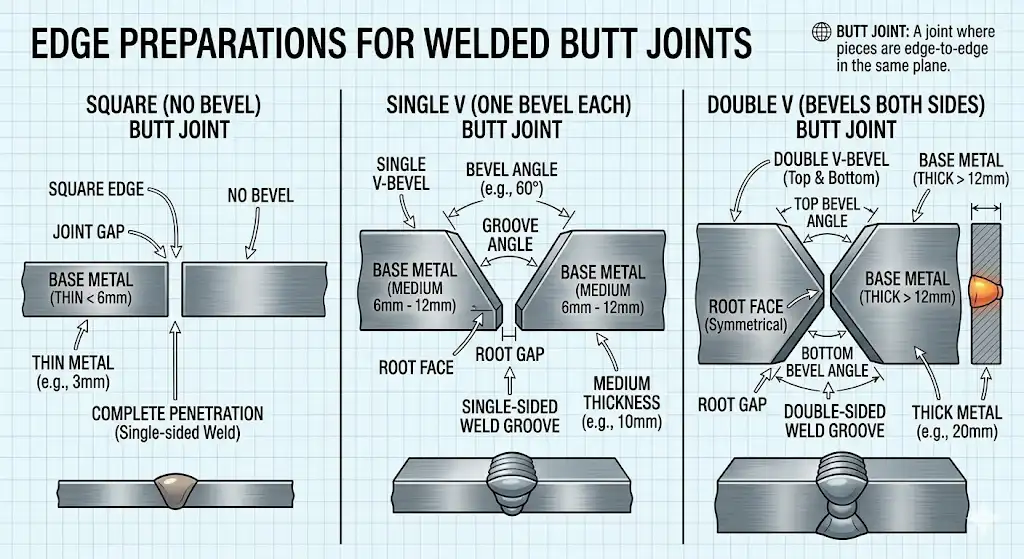
You can pick different edge shapes, like square, V, or double V, based on how thick the metal is. For thin metal, a square edge is good. For thick metal, you may need to cut the edges at an angle to make a V or double V. This lets the weld fill the joint and stops weak spots.
Here is a simple table that shows common edge shapes:
| Edge Type | Best For Material Thickness | Description |
|---|---|---|
| Square | Thin (up to 3 mm) | No bevel, straight edges |
| Single V | Medium (3-12 mm) | One bevel on each piece |
| Double V | Thick (over 12 mm) | Bevels on both sides |
It is also important to line up the pieces right. You need to keep the gap even along the joint. This helps stop problems like bad fusion or pieces not lining up. When you take time to get the edges ready and in place, you help make a strong and safe welded butt joint.
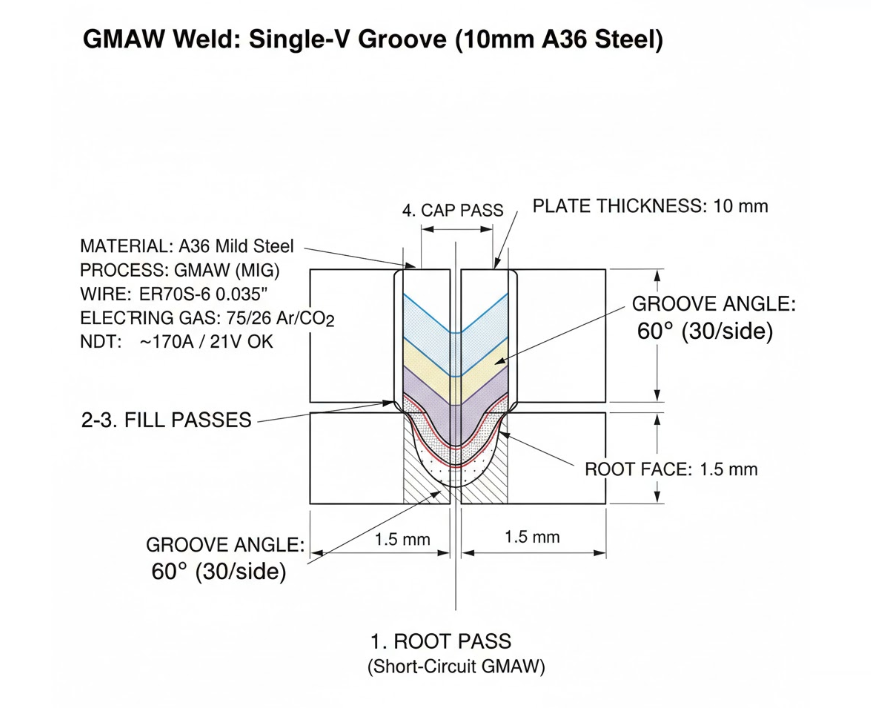
Practical case (field example)
- Material: A36 mild steel plate, 10 mm (≈3/8″) thick
- Groove: single‑V, 30° per side (60° included), 1.5 mm root face, 1.5 mm root gap
- Process & wire: GMAW (MIG), ER70S‑6 0.035″ wire, 75/25 Ar/CO2, ~170 A / 21 V (wire feed ≈200 IPM)
- Pass plan: root pass (controlled short‑circuit), 2 fill passes, 1 cap pass (total 3–4 passes)
- Preheat: not required for A36 at this thickness (follow WPS if applicable)
- NDT: VT + PT — no cracks, full root fusion; minor surface porosity removed and reworked
Welded Butt Joint Uses
Common Applications
A welded butt joint is used when you need a strong connection. It helps make two metal pieces into one smooth surface. Many jobs use this joint for important work. The table below lists some common uses and what they do:
| Application | Description |
|---|---|
| Pipeline welding | Used for joining sections of pipes in various industries. |
| Structural steel fabrication | Essential for creating frameworks and supports. |
| Pressure vessel manufacturing | Critical for ensuring the integrity of vessels under pressure. |
Pipeline welding uses this joint to connect pipes. This helps fluids or gases move without problems. Structural steel fabrication uses it to build frames and supports. These hold up buildings and bridges. Pressure vessel manufacturing uses this joint to keep containers safe when under high pressure.
Note: Always pick the right joint for your project. Each job needs a joint that is strong and lasts a long time.
Typical Industries
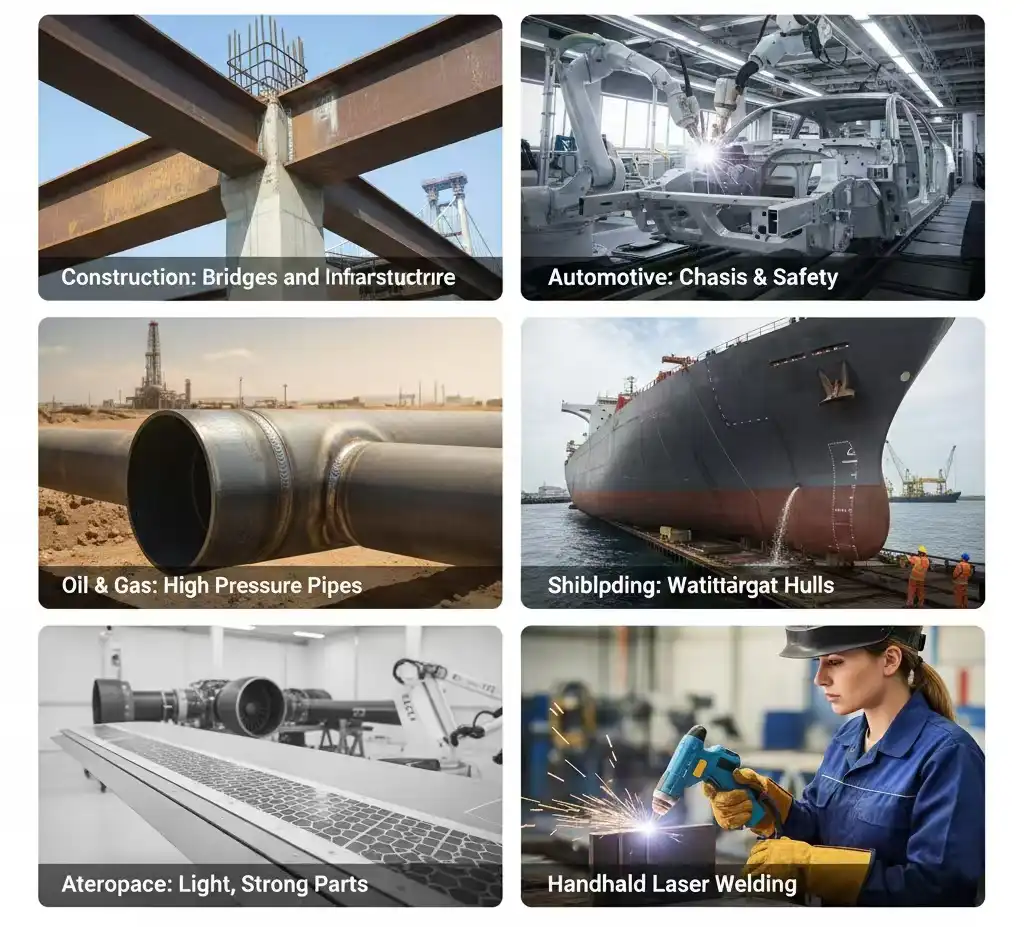
Welded butt joints are found in many industries that need safety. These joints help things hold heavy loads and handle tough conditions. Here are some industries and what they need from these joints:
- Construction and Infrastructure: Columns and beams must hold big weights.
- Automotive Industry: Cars need joints that lower shakes and bumps.
- Oil and Gas Pipelines: Joints must handle high pressure and heat to stop leaks.
- Shipbuilding and Marine Applications: Joints must stay strong and keep water out.
- Aerospace and Manufacturing: Joints must be light but still hold moving loads.
You see welded butt joints where strength and safety are important. These joints help make safe bridges, strong cars, and secure pipes. Each industry trusts this joint because it meets hard rules and works well in tough jobs.
Types of Welded Butt Joints
Square Butt Joint
You often use a square butt joint when working with thin metal pieces. This type has straight, flat edges that meet without any bevel. You can weld the joint with a single pass, which saves time and material. Square butt joints work best for materials up to 3 millimeters thick. You get a clean, flat surface after welding. This joint is common in sheet metal work and light fabrication. You should make sure the edges line up well to avoid weak spots.
Single-V and Double-V
When you need to join thicker metal, you use single-V or double-V butt joints. In a single-V joint, you bevel each edge to form a V shape. This shape lets the weld metal reach deeper into the joint. You use this type for materials between 3 and 12 millimeters thick. For even thicker pieces, you choose a double-V joint. Here, you bevel both sides of each piece. This method lets you weld from both sides, which gives better strength and reduces the amount of weld metal needed. You often see these joints in heavy construction and pressure vessel work.
Tip: Always match the joint type to the thickness of your material. This helps you get the strongest weld with the least waste.
Other Variations
You can find several other types of welded butt joints for special uses. Some less common variations include:
- Flanged butt joints: You use these for thin sections, especially in HVAC ductwork where you need seal welds.
- Edge joints: These include U groove, V groove, and J groove types. You often use them in sheet metal projects to add strength and rigidity.
Each variation has a specific purpose. You select the right one based on the job requirements and the properties you need in the finished weld. The welded butt joint gives you many options to meet different needs in metal fabrication.
Welded Butt Joint vs. Other Joints
Terminology clarification — joint types vs. groove (edge‑preparation)
Before comparing joints, it helps to separate two often‑confused meanings: “joint type” describes how parts meet (e.g., butt — 对接, corner — 角接, lap — 搭接, T/tee — 丁字接), while “groove” or edge preparation describes how the edges are shaped for welding (e.g., V, U, J, square — 方形). For example, a butt joint (对接) can use a single‑V or double‑V groove for thicker plates; a lap joint (搭接) usually needs no groove but may use bevels on one member. In this article, “Square/Single V/Double V” refer to groove types used for butt (对接) joints.
Butt Joint vs. Fillet Weld
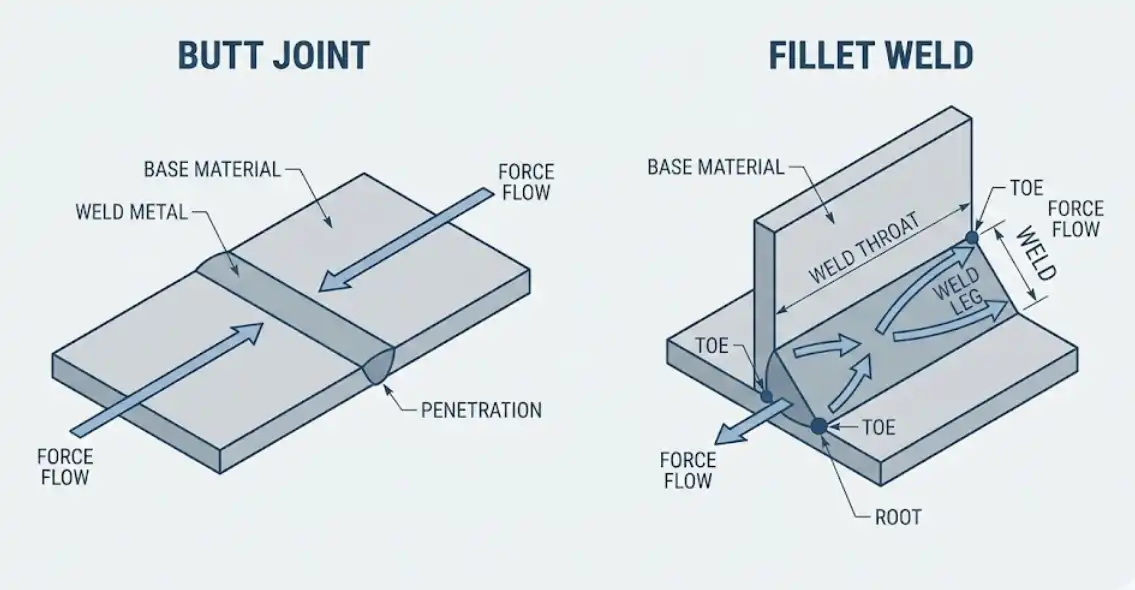
When you look at a welded butt joint and a fillet weld, you notice they are different. A welded butt joint connects two pieces in a straight line. This gives a smooth and strong link. Fillet welds join metal at an angle, like in T-joints or lap joints.
Here is a table that shows the main differences in mechanical performance:
| Aspect | Welded Butt Joints | Fillet Welds |
|---|---|---|
| Microstructure Sensitivity | Sensitive to heat input, softened zones in HAZ | Less sensitivity, but still affected |
| Strength Loss | Strength loss in heat-affected zones | Strength criteria mainly for mild steels |
| Performance Under Loading | Studied under static, impact, and fatigue | Studied under similar conditions |
| Design Rules | Limited to certain steel grades and fillers | Eurocode 3 allows more flexibility |
Fillet welds are good when you need to work fast and save money. You do not have to get the edges ready, so you finish quicker. Fillet welds are used in shipbuilding, car frames, and big structures. They are great for quick jobs and big projects.
Tip: Fillet welds are cheaper and faster, but they might not be as strong as a full penetration butt joint.
Strength and Suitability
You may wonder which joint is the strongest. Full penetration butt welds are usually the strongest if you weld them right. Sometimes, they are even stronger than the metal itself. Other joints, like corner-butt joints, may not be as strong because the weld metal does not spread as much.
Here are some points to help you choose the right joint:
- Use a welded butt joint when you want the most strength and a flat surface.
- Pick fillet welds if you need to work fast, save money, or cannot prepare the edges.
- Butt joints can break in different ways. The weld metal might snap suddenly, and the heat-affected zone can fail in other ways.
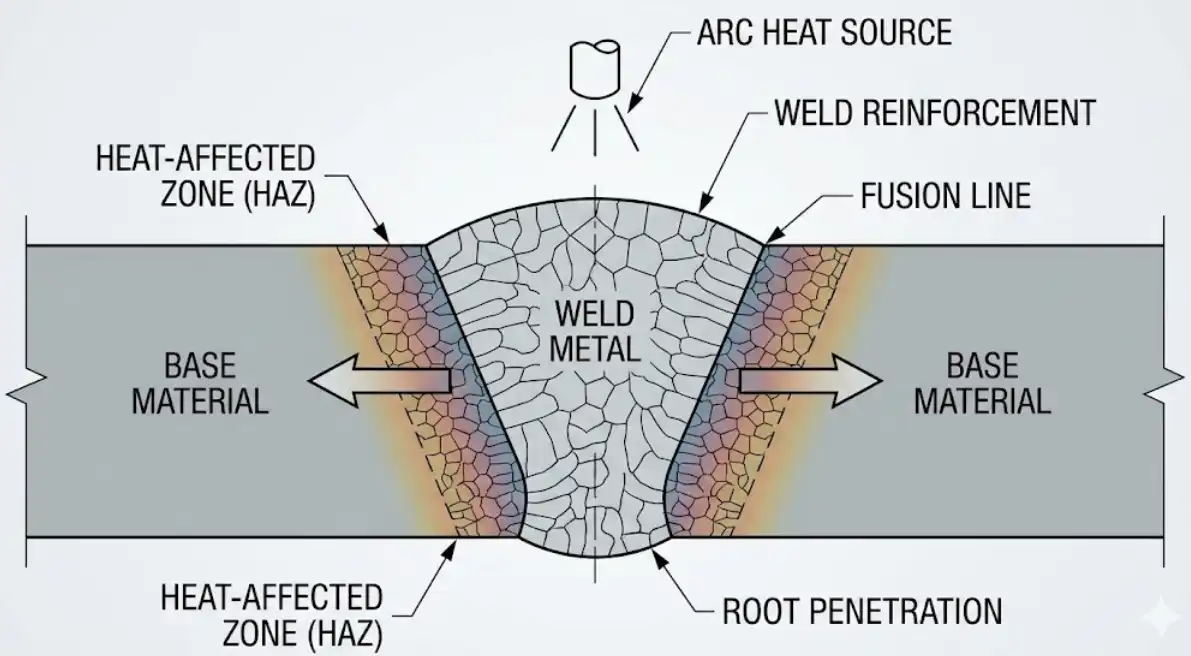
| Zone | Characteristics | Failure Modes |
|---|---|---|
| Weld Metal (WM) | High strength, but can be brittle | Brittle fracture |
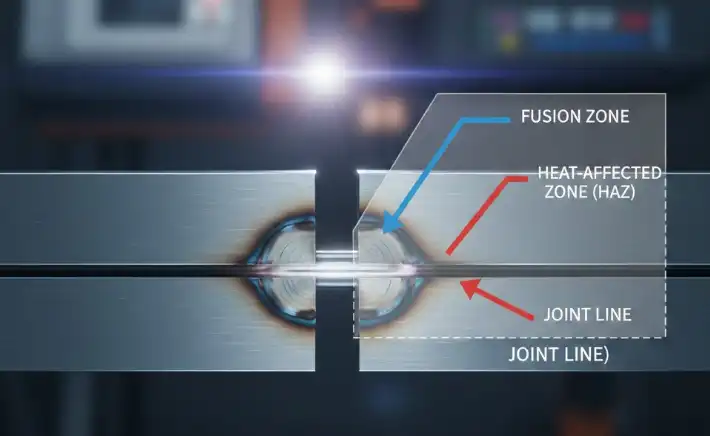
| Fusion Zone (FZ) | Mixed properties from welding | Ductile-brittle fracture |
| Heat-Affected Zone (HAZ) | Changed by heat, different mechanical properties | Anisotropic failure |
| Base Metal (BM) | Original properties, usually more ductile | Ductile failure |
Always pick the joint that fits your project best. This helps you get the right mix of strength, speed, and cost.
Pros and Cons
Advantages
A welded butt joint gives you many good things. You can trust this joint when you need strength and long life. Here are some main benefits:
- You get strong support. The joint can be as strong as or stronger than the metal.
- You have a tough and stiff joint. The weld makes a solid bond that stops bending and twisting.
- You save money. Welding means you use fewer parts, so you spend less on materials and work.
- You get a flat surface. This helps things move in pipes and looks neat on finished items.
- You can use this joint in lots of jobs. It works in building, cars, ships, and more.
Tip: Pick this joint if you want it to last and hold heavy things. It gives you good results you can count on.
Disadvantages
You should think about the bad sides before you pick a welded butt joint. Problems can happen if you do not set up the pieces right. If the pieces do not line up, the joint gets weak and does not last as long. The table below shows what different studies found about this problem:
| Study | Findings |
|---|---|
| Hobbacher A (2016) | Stress gets worse if plates do not line up flat |
| Berge S, Myhre H (1977) | Joints get weaker if not lined up right |
| Lotsberg I (2009) | Plates get more stress if not lined up |
| Liu X et al. (2016) | Bad line-up makes stress worse in plates |
| Iwata T, Matsuoka K (2008) | Bad line-up lowers strength in titanium joints |
| Maddox SJ (1985) | Tests show joints are weaker if not lined up right |
There are other problems too:
- You need workers who know how to set up and join the edges.
- You must check the welds well to find hidden problems.
- You can lose strength in the heat-affected zone if you weld wrong.
Note: Always make sure the pieces line up before you weld. Small mistakes can cause big trouble later.
You now understand what a welded butt joint is and why it is important. You make this joint by putting two plates together. You use a full or partial penetration weld to join them. Getting the edges ready helps the weld go deeper. This makes the joint much stronger. When you pick a joint, think about these things: joint strength, how long it will last, what loads it must hold, the types of material, the right shapes for stability, and how stress spreads out.
| Joint Type | Influence on Safety and Durability |
|---|---|
| Full-Penetration Butt | Gives great results by spreading stress and making a strong bond. |
| Lap Joint | Works better than others for some forces like shaking or sliding. |
| Tee Joint | Can be best in some jobs, depending on load and weld depth. |
You can get better at welding by using kits, watching online classes, and looking at pictures. Keep learning so your welds stay safe and strong.
FAQ
What is the main purpose of a welded butt joint?
You use a welded butt joint to join two metal pieces in a straight line. This joint gives you a strong, smooth connection without any overlap.
What materials can you use for welded butt joints?
You can use welded butt joints with steel, stainless steel, aluminum, and other metals. Always check the metal type and thickness before you start welding.
What problems can happen if you do not prepare the edges well?
Poor edge preparation can cause weak welds, gaps, or cracks. You may see the joint fail under stress. Always clean and shape the edges before welding.
What tools do you need to make a welded butt joint?
You need a welding machine, clamps, edge preparation tools, and safety gear. You may also use grinders or cutters to shape the metal edges.
References
- AWS D1.1/D1.1M:2025 — Structural Welding Code—Steel (covers welded joint requirements; cited in “Welded Butt Joint Basics”): https://pubs.aws.org/p/2264/d11d11m2025-structural-welding-code-steel
- ASME BPVC Section IX — Welding, Brazing, and Fusing Qualifications (procedure and welder qualification references): https://www.asme.org/codes-standards/find-codes-standards/bpvc-ix-bpvc-section-ix
- ISO 9692-1:2013 — Welding and allied processes — Types of joint preparation — Part 1 (joint prep guidance): https://www.iso.org/standard/62520.html
- EN 1993-1-8 (Eurocode 3) — Design of steel connections; see national standards bodies for clause details: https://eurocodes.jrc.ec.europa.eu/
- Hobbacher, A. F. (2016), Recommendations for Fatigue Design of Welded Joints and Components (IIW/Springer, DOI: 10.1007/978-3-319-23757-2) — cited for fatigue and misalignment effects.
- Representative technical papers and reviews cited in the text (available via academic libraries): Berge & Myhre (misalignment/fatigue, 1977); Lotsberg (girth-weld/misalignment, Marine Structures 2009, DOI: 10.1016/j.marstruc.2008.06.002); Liu et al. (weld-toe SCF analyses, see parametric study: https://pmc.ncbi.nlm.nih.gov/articles/PMC6981693/).








