
The global collaborative robot gripper market surpassed $680 million in 2023, according to MarketsandMarkets — and that figure is projected to nearly double by 2028. The reason is straightforward: choosing the wrong end-of-arm tooling can slash a cobot’s efficiency by 30% or more, while the right match unlocks cycle-time gains most integrators underestimate. This guide breaks down seven distinct cobot gripper types, explains exactly how each one works, and maps every category to the real-world use cases where it performs best.
What Is a Cobot Gripper and Why the Type Matters
A cobot gripper is the end-of-arm tooling (EOAT) mounted to a collaborative robot’s wrist — the component that actually touches, holds, and manipulates objects. Without it, a cobot is just an arm waving in space. The gripper determines what a cobot can pick up, how fast it can do so, and how safely it operates alongside human workers.
Think of it this way: a Universal Robots UR10e or a FANUC CRX-10iA is only as capable as the gripper bolted to its flange. Choose wrong, and you get dropped parts, crushed packaging, or cycle times that blow past your takt target.
Why the Right Selection Drives ROI
Gripper choice directly impacts four measurable outcomes:
- Cycle time — A vacuum gripper picks a flat cardboard box in under 0.5 seconds; a two-finger mechanical gripper doing the same job might need 1.2 seconds plus alignment. Over a 16-hour shift, that gap compounds into thousands of lost picks.
- Part quality — Excessive clamping force marks soft plastics and bruises produce. Soft grippers from companies like OnRobot or Soft Robotics solve this, but they sacrifice speed.
- Human safety — ISO/TS 15066 limits allowable force and pressure at points of contact. A pneumatic gripper slamming shut at 80 N poses a different risk profile than an electric gripper with real-time force feedback capping at 20 N.
- Total cost of ownership — Grippers range from $500 for a basic pneumatic unit to $15,000+ for a force-controlled electric model. Overspending wastes capital; underspending creates downtime.
Understanding the full landscape of cobot gripper types before specifying hardware prevents costly retrofits. The seven categories below — from parallel-jaw mechanical grippers to magnetic and soft designs — cover the vast majority of collaborative automation applications in manufacturing, logistics, and food handling. Each type carries distinct trade-offs in grip force, payload range, compliance, and integration complexity, so matching the gripper to your specific part geometry and production environment is non-negotiable.
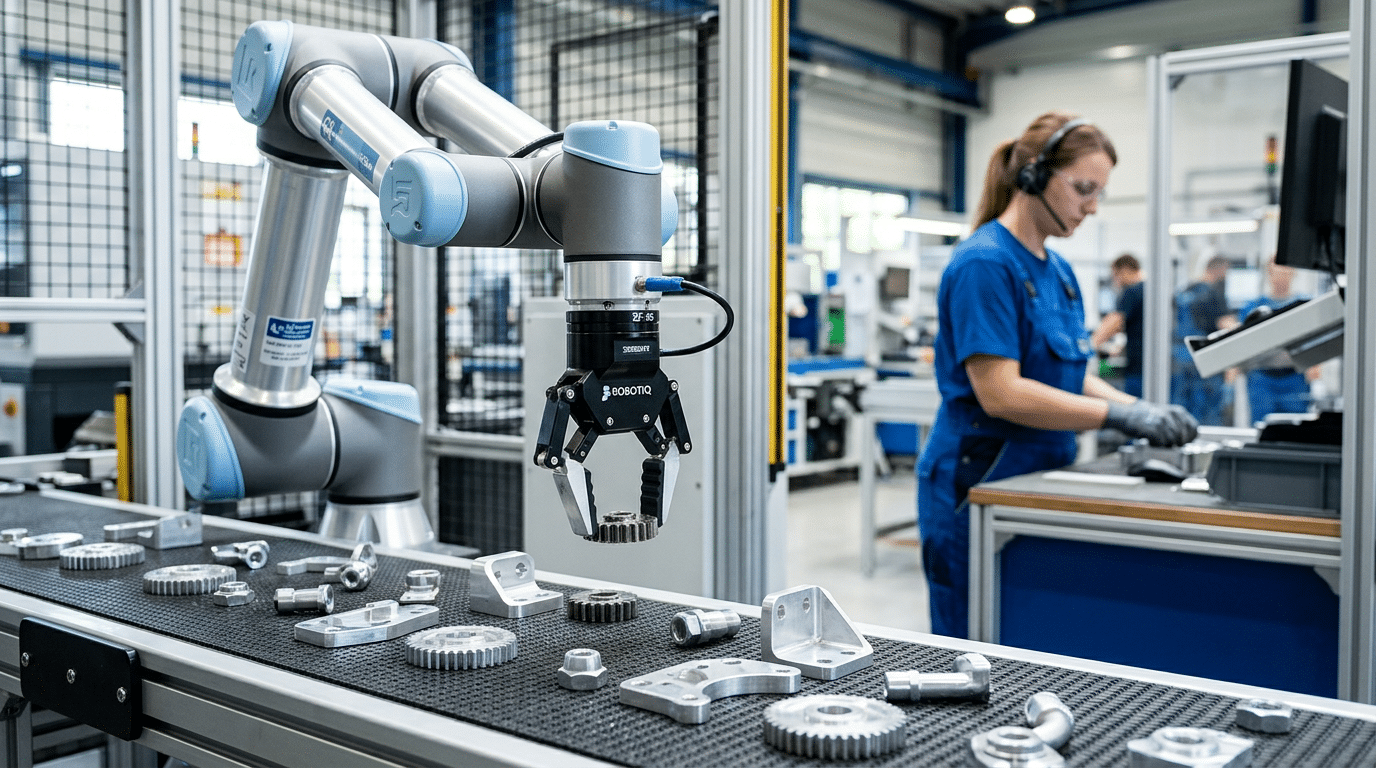
Cobot gripper mounted on collaborative robot arm handling parts on a factory conveyor belt
Two-Finger Parallel Grippers — The Versatile Workhorse
If you only buy one gripper, make it this one. Two-finger parallel grippers account for the largest share of cobot deployments worldwide, and for good reason: their opposing jaws travel along a linear path, clamping parts with repeatable, symmetrical force. That mechanical simplicity translates directly into reliability on the factory floor.
How They Work
Two hardened steel or aluminum fingers move toward each other (or apart, for internal gripping) along parallel rails. The part gets centered automatically because both jaws travel equal distances from the midline. Stroke lengths typically range from 0–85 mm on compact models like the Schunk EGP or OnRobot 2FG7, up to 150 mm on wider-opening units designed for larger prismatic parts.
Electric vs. Pneumatic Actuation
This is where the choice gets interesting among cobot gripper types. Here’s a quick comparison:
| Feature | Electric | Pneumatic |
|---|---|---|
| Force control | Programmable per cycle (0.5–140 N typical) | Fixed by air pressure setting |
| Speed | Moderate (50–100 mm/s) | Fast (up to 300 mm/s) |
| Infrastructure | 24 V power only | Requires compressed air supply |
| Position feedback | Built-in encoder | Usually open/close only |
Electric models dominate cobot applications because cobots themselves are designed for easy deployment — running an air line defeats that purpose. Pneumatic variants still win when raw speed matters more than finesse.
Best Use Cases
- Machine tending: Loading and unloading CNC mills, lathes, and injection molding machines with payloads from 0.5 kg up to 10 kg.
- Pick-and-place of prismatic parts: Boxes, housings, and machined blanks with flat gripping surfaces.
- Assembly tasks: Inserting pins, fasteners, or connectors where positional accuracy within ±0.02 mm is non-negotiable.
Brands like Schunk, Robotiq, and OnRobot offer plug-and-play two-finger parallel grippers with URCap or built-in software packages for Universal Robots cobots, cutting integration time to under an hour. When evaluating cobot gripper types for a first automation project, this category delivers the fastest ROI — often under 12 months.

Two-finger parallel cobot gripper clamping a machined part during CNC machine tending
Three-Finger Adaptive Grippers — Handling Variable Geometries

Two-finger grippers excel at prismatic shapes, but hand someone a tennis ball, a test tube, and an oddly shaped casting — and those parallel jaws start to struggle. Three-finger adaptive grippers solve this by using an underactuated mechanism that lets each finger conform independently to the object’s surface, self-centering on cylindrical, spherical, and irregular geometries without any custom tooling changes.
The Robotiq 3-Finger Adaptive Gripper is the most widely referenced example. Its fingers operate in two distinct modes:
- Basic mode: All three fingers close symmetrically, ideal for cylindrical and spherical objects from 20 mm to 155 mm in diameter.
- Wide/pinch mode: Two fingers oppose a single finger, enabling flat-object pickups and precision pinch grasps on thin or irregular parts.
Built-in force sensing is what separates these grippers from brute-force clamps. Most three-finger models offer per-finger current monitoring or integrated force-torque feedback, letting the cobot detect grip quality in real time. Fingertip compliance — a slight elasticity in the contact pads — adds another layer of adaptability, conforming to surface irregularities without crushing fragile components.
Where Three-Finger Grippers Shine
High-mix, low-volume production is the sweet spot. Think contract manufacturers running 50 different part numbers per shift — reprogramming a three-finger gripper takes seconds compared to swapping hard tooling. Among all cobot gripper types, this design offers the broadest shape coverage from a single end-effector.
Lab automation and quality inspection cells benefit enormously: a single gripper can pick sample vials, irregular castings, and calibration spheres in the same routine — no tool changer required.
The trade-off? Cost and cycle time. Three-finger grippers typically run $3,000–$6,000 and close slower than a simple parallel jaw. If your parts are uniform, you’re paying for flexibility you don’t need. But when part variety is the norm, nothing else matches their versatility per dollar.
Vacuum Grippers — Suction-Based Handling for Flat and Porous Surfaces

Forget clamping force entirely. Vacuum grippers lift objects by creating a pressure differential between the suction cup and the workpiece surface — no mechanical fingers required. This makes them one of the most popular cobot gripper types for logistics, packaging, and sheet material handling, where speed and simplicity beat dexterity.
How They Work
A venturi generator or electric vacuum pump pulls air through one or more suction cups, creating negative pressure that holds the part against the cup face. Venturi systems are compact and fast but consume compressed air continuously. Electric pumps like those from Schmalz or Piab’s piCOBOT offer energy-on-demand — they only draw power while establishing the vacuum, cutting energy use by up to 90%.
Single-Cup vs. Multi-Cup Configurations
- Single-cup: Ideal for small, lightweight items under 2 kg. Quick tool changes, minimal footprint.
- Multi-cup arrays: Distribute suction across large or flexible surfaces — think cardboard boxes, plywood sheets, or glass panels. A 4-cup array on a UR10e can reliably palletize boxes weighing 8–10 kg.
- Foam pads: Replace individual cups when handling porous or uneven surfaces like corrugated cardboard, where standard bellows cups can’t maintain a seal.
Surface Finish Matters
Smooth, non-porous materials (sheet metal, glass, sealed cartons) yield the strongest grip. Rough or dusty surfaces cause vacuum leaks. Oil-coated parts? Expect roughly 30–40% holding-force reduction unless you switch to oil-resistant silicone cups.
Best Applications
Among all cobot gripper types, vacuum grippers dominate end-of-line tasks: case packing, palletizing, depalletizing, and pick-and-place of flat goods. They’re also the default choice for sheet metal loading into CNC press brakes, where a mechanical gripper would scratch the surface finish.
Piab reports that their piCOBOT vacuum gripper handles over 90% of typical e-commerce packaging formats — a stat that explains why nearly every cobot palletizing cell ships with suction-based EOAT.
Soft Grippers — Gentle Manipulation of Delicate and Irregular Parts

How do you grip a strawberry without crushing it? Or pick up a freshly baked croissant without deforming it? Traditional jaw-based grippers can’t solve this problem — but soft grippers can. Inspired by the biomechanics of octopus tentacles and human fingertips, these grippers use elastomeric or silicone fingers that passively conform around an object’s shape, distributing contact pressure so evenly that bruising or surface damage becomes nearly impossible.
The core mechanism is elegant: pressurized air inflates flexible finger chambers, causing them to curl inward and gently envelop the target. No rigid linkages, no metal-on-product contact. Brands like Soft Robotics (now part of ABB) and OnRobot’s Soft Gripper use this approach with food-grade silicone rated to FDA 21 CFR and EU 1935/2004 standards — critical certifications for direct food contact.
Where Soft Grippers Dominate
- Food processing: Picking fruits, vegetables, baked goods, and protein portions directly off conveyor lines — even items with inconsistent sizes and shapes
- Cosmetics packaging: Handling glass bottles, compacts, and tubes without scuffing delicate labels or finishes
- Pharmaceutical and organic materials: Transferring gel capsules, blister packs, or biological samples that deform under minimal force
Wash-down compatibility is a major advantage. Many soft gripper models carry IP67 ratings, meaning they withstand high-pressure sanitation cycles common in meat, dairy, and bakery environments. That eliminates the contamination risk that makes other cobot gripper types impractical in hygienic production zones.
One limitation worth acknowledging: soft grippers typically max out around 2–3 kg payload and struggle with heavy or highly rigid parts. They’re specialists, not generalists — and that’s exactly what makes them indispensable for delicate handling tasks no other gripper type can reliably perform.
Magnetic Grippers — Ferrous Part Handling Without Clamping Force

No jaws. No suction cups. No compressed air. Magnetic grippers pick ferrous parts using magnetic fields alone, making them one of the most mechanically simple cobot gripper types available — and among the most misunderstood.
Switchable vs. Electropermanent Designs
Electromagnetic grippers generate a magnetic field only when current flows, which means a power failure drops the part. That’s a dealbreaker for overhead transfers of 15 kg steel blanks. Electropermanent magnets solve this by using a brief electrical pulse to switch between magnetized and demagnetized states, then holding the part with zero continuous power draw. Brands like Schunk (EMH series) and Goudsmit Magnetics offer electropermanent modules specifically sized for cobot payloads under 20 kg.
Residual Magnetism and Demagnetization
Here’s the catch most integrators underestimate: residual magnetism. After release, thin sheet metal parts can retain enough magnetism to attract chips, stick to fixtures, or interfere with downstream sensors. Demagnetization coils built into the gripper cycle a decaying AC field to neutralize this effect. For parts under 2 mm thick — common in sheet metal stamping — skipping demagnetization isn’t optional; it’s a quality defect waiting to happen.
Where Magnetic Grippers Excel
- Sheet metal stamping: Picking oily, flat blanks that vacuum cups struggle to seal against
- CNC machine tending: Loading and unloading steel billets without marring machined surfaces
- Automotive component transfer: Moving brake rotors, gear blanks, and stamped brackets between press stages at cycle times under 6 seconds
One limitation worth flagging: magnetic grippers are useless on aluminum, plastic, or stainless steel (most austenitic grades). If your line mixes ferrous and non-ferrous parts, you’ll need a tool changer or a different cobot gripper type entirely.
Pneumatic Grippers — High-Speed Actuation for Industrial Throughput
Speed kills — in a good way. Pneumatic grippers use compressed air to drive piston-based cylinders, delivering jaw open/close cycles as fast as 30–50 milliseconds. That’s roughly 2–3× faster than comparable electric grippers, which makes pneumatic actuation the default choice on high-cycle production lines where every fraction of a second compounds into thousands of extra parts per shift.
How They Work: Single-Acting vs. Double-Acting
A single-acting cylinder uses air pressure in one direction and a return spring for the opposite stroke — simpler, cheaper, but limited in grip force on the return. Double-acting cylinders apply air pressure in both directions, giving you full force control on open and close. Most industrial cobot gripper types in the pneumatic category use double-acting designs for reliability.
Jaw motion matters too. Parallel-jaw pneumatic grippers maintain consistent contact across the stroke, ideal for prismatic parts. Angular-jaw models pivot on a fulcrum, generating higher clamping force at the fingertip — useful for round or irregular stock in CNC machine tending.
Air Supply Requirements
- Typical operating pressure: 4–6 bar (58–87 psi)
- Air consumption per cycle: 0.1–0.5 NL depending on bore size
- Requires a clean, dry air supply — moisture causes seal degradation and erratic actuation
Where Pneumatic Grippers Dominate
Among all cobot gripper types, pneumatic models shine brightest in three scenarios:
- Injection molding extraction — sub-second part removal before the next mold cycle begins, often paired with SCHUNK or SMC grippers rated for millions of cycles.
- High-speed packaging lines — pick-and-place of cartons, bottles, or blister packs at 25+ picks per minute.
- Assembly stations — inserting pins, clips, or fasteners where binary open/close is sufficient and proportional force control isn’t needed.
The trade-off? No proportional grip control and a mandatory compressed air infrastructure. If your facility already runs pneumatic lines, the marginal cost is negligible. If it doesn’t, factor in compressor, filtration, and routing expenses before committing.
Electric Grippers — Programmable Precision and Force Control

Electric grippers run on servo motors or stepper motors instead of compressed air, and that single difference changes everything. Each axis of motion — stroke width, closing speed, grip force — is software-controlled and adjustable on the fly. A Schunk EGK or Robotiq Hand-E, for example, lets you program grip force from as low as 2 N up to 130 N in 1 N increments, with positional repeatability around ±0.01 mm.
Why does that matter? Because real-time force feedback means the gripper knows when it has securely grasped a part and can instantly adapt if something shifts. This closed-loop control is what separates electric grippers from their pneumatic counterparts, which typically operate in a binary open/close mode.
Where Electric Grippers Dominate
- Electronics assembly: Handling PCBs, connectors, and semiconductor wafers where micron-level positioning and gentle, repeatable force prevent component damage.
- Medical device handling: Gripping syringes, catheter assemblies, or implant components under strict ISO 13485 traceability — every grip event can be logged with force and position data.
- Collaborative workstations: Variable grip profiles let one gripper handle multiple SKUs on a single line without manual retooling, cutting changeover time by up to 80%.
Industry 4.0 Integration
Among all cobot gripper types, electric models offer the richest data streams. Force curves, cycle counts, motor temperature, and positional drift feed directly into MES or SCADA systems via EtherNet/IP, PROFINET, or IO-Link. That data fuels predictive maintenance — you catch bearing wear before it causes a line stoppage.
Electric grippers consume energy only during motion, making them roughly 50–70% more energy-efficient than pneumatic alternatives that require constant air pressure, according to data published by Festo.
Quieter operation is a practical bonus, too. Without air valves cycling, noise levels drop below 60 dB — a real advantage in shared human-robot workspaces where OSHA permissible exposure limits apply. If your application demands traceable, programmable, and energy-conscious gripping, electric is the clear frontrunner among modern cobot gripper types.
How to Choose the Right Cobot Gripper for Your Application
Start with the part, not the gripper. Grab the heaviest, oddest-shaped, and most fragile item your cobot will handle — that single worst-case object eliminates most options immediately. A 5 kg steel cylinder rules out vacuum cups; a ripe tomato rules out rigid parallel jaws.
Run through these six filters in order:
- Part weight and payload budget — subtract the gripper’s own mass from your cobot’s rated payload. A 300 g gripper on a 5 kg cobot leaves 4.7 kg for the workpiece.
- Geometry and surface — flat tops favor vacuum; cylindrical or irregular shapes favor adaptive fingers; ferrous metals unlock magnetic options.
- Fragility — soft grippers or force-controlled electric grippers protect delicate items under 1 N of contact pressure.
- Cycle time target — need sub-0.5 s actuation? Pneumatic wins. Can you tolerate 1–2 s? Electric or vacuum grippers work fine.
- Environment — cleanroom ISO Class 5, FDA food-safe, or wet/oily conditions each narrow the field fast.
- Budget — magnetic grippers can cost under $500; adaptive three-finger units often exceed $5,000.
The comparison table below maps all seven cobot gripper types against these criteria so you can shortlist in minutes rather than weeks.
| Gripper Type | Max Payload Range | Best Geometry | Fragile Parts? | Cycle Speed | Cleanroom / Food-Safe | Typical Price |
|---|---|---|---|---|---|---|
| Two-Finger Parallel | 1–10 kg | Prismatic, cylindrical | Moderate | Medium | Available | $1,000–$3,000 |
| Three-Finger Adaptive | 0.5–5 kg | Variable / mixed SKUs | Moderate | Medium | Limited | $3,000–$6,000 |
| Vacuum | 0.1–40 kg | Flat, smooth surfaces | Yes | Fast | Available | $500–$2,500 |
| Soft | 0.01–2 kg | Irregular, organic | Excellent | Slow–Medium | FDA options | $2,000–$5,000 |
| Magnetic | 1–50 kg | Ferrous metals only | No | Fast | No | $300–$1,500 |
| Pneumatic | 1–15 kg | Consistent shapes | Low | Very Fast | Available | $800–$2,500 |
| Electric | 0.5–10 kg | Mixed, precision | Yes (force control) | Medium | Available | $1,500–$4,500 |
When two cobot gripper types score equally, request loaner units from vendors like Robotiq, OnRobot, or Schunk. A 48-hour bench test reveals compatibility issues no spec sheet ever will.
Frequently Asked Questions About Cobot Gripper Types
Can one gripper handle multiple part types?
Yes — but with trade-offs. Adaptive three-finger grippers and electric grippers with programmable stroke can handle a wider geometry range than fixed-jaw parallel grippers. For true multi-part flexibility, consider a quick-change system like the OnRobot Quick Changer, which lets you swap between different cobot gripper types in under 10 seconds without rewiring.
How do grippers integrate with UR, FANUC, and Doosan cobots?
Universal Robots offers the UR+ ecosystem, where certified grippers from Robotiq, Schunk, and OnRobot ship with plug-and-play URCap software. FANUC cobots use the Hand Guidance interface and support grippers through standard I/O or EtherNet/IP. Doosan’s DART-Platform provides similar plug-in compatibility. Sticking with ecosystem-certified grippers cuts integration time from days to hours.
What do cobot grippers typically cost?
Budget roughly $1,500–$5,000 for a standard two-finger electric gripper. Vacuum grippers start around $800 for basic Venturi setups. Soft grippers and three-finger adaptive models often land between $5,000 and $12,000. Magnetic grippers fall in the $2,000–$6,000 range depending on holding force.
What maintenance do they require?
Electric grippers need the least — periodic fingertip replacement and firmware updates. Pneumatic grippers demand air filter changes and seal inspections every 2–5 million cycles. Vacuum cups wear fastest; expect replacements every 1–3 months in high-cycle environments.
Custom gripper or off-the-shelf?
Go off-the-shelf first. Custom grippers add $8,000–$25,000+ in engineering costs and 6–12 weeks of lead time. Only invest in custom EOAT when your part geometry, weight, or surface finish genuinely has no commercial solution — which, given the breadth of available cobot gripper types today, is rarer than most integrators suggest.
See also
Sheet metal thickness table helps you pick right metal
Cobot Deployment Timeline — 5 Phases from Planning to Production
How to Fix Insufficient Air Pressure During Welding for Better Results








