The global collaborative robot market hit $1.9 billion in 2023 and is projected to exceed $11.8 billion by 2030, according to MarketsandMarkets research — yet most people still confuse cobots with standard industrial robots. Here’s a clear collaborative robot definition: a cobot is a robot specifically designed to physically interact with humans in a shared workspace, equipped with built-in safety features like force limiting, speed monitoring, and collision detection that eliminate the need for traditional safety cages. This guide breaks down exactly how cobots work, what separates them from conventional automation, and where they deliver real ROI.
What Is a Collaborative Robot (Cobot)
A collaborative robot — commonly called a cobot — is a robot engineered to operate alongside human workers within a shared workspace, without the need for physical safety cages or fencing. Unlike traditional industrial robots that function in isolated cells, cobots use integrated sensors, force-limiting technology, and advanced control software to detect human presence and respond safely in real time.
Collaborative robot definition: A robot system designed for direct interaction with a human within a defined collaborative workspace, as specified by the ISO 10218-1 and ISO 10218-2 safety standards.
The term “cobot” was coined in 1996 by Northwestern University professors J. Edward Colgate and Michael Peshkin, who developed the concept under a General Motors Foundation grant. Their original vision focused on devices that could guide human motion rather than replace it — a principle that still underpins cobot design today.
How Cobots Differ from Fully Autonomous Systems
Fully autonomous robots execute tasks independently, often at high speeds and with payloads exceeding 100 kg. Cobots take a fundamentally different approach. They prioritize human-robot collaboration over raw throughput, typically handling payloads between 3 kg and 16 kg while operating at reduced speeds — usually capped around 1.5 m/s at the tool center point.
This distinction matters commercially. The global collaborative robot market reached approximately $1.2 billion in 2023 and is projected to grow at a compound annual growth rate above 30% through 2030, according to estimates from multiple industry analysts. That explosive growth signals a clear shift: manufacturers increasingly want robots that augment human capability rather than simply replace it.
Think of a cobot not as a replacement for your workforce, but as a power tool with intelligence. It handles the repetitive, ergonomically taxing motions — palletizing, machine tending, screw driving — while the human operator manages judgment calls, quality checks, and process adjustments that still exceed any robot’s cognitive reach.

Collaborative robot cobot working alongside human operator in shared workspace without safety barriers
How a Collaborative Robot Actually Works
Strip away the marketing language, and the collaborative robot definition comes down to one engineering principle: a continuous feedback loop between sensors, a real-time controller, and force-limited actuators. Every joint in a cobot contains torque sensors that measure resistance at rates up to 1,000 Hz — roughly once per millisecond. The moment that resistance exceeds a programmed threshold, the controller commands the actuators to stop or reverse within milliseconds.
The Sensor-Controller-Actuator Loop
Think of it as a reflex arc. Capacitive skin sensors and embedded force/torque transducers feed raw data to a safety-rated controller (often dual-channel for redundancy). The controller cross-checks this input against a dynamic safety model — essentially a 3D map of allowable forces and speeds defined by ISO/TS 15066. If a human hand contacts the robot’s elbow joint at even 2 N above the permitted limit, the system triggers a protective stop in under 50 ms.
Teach-by-Demonstration Programming
Most cobots ditch traditional offline programming entirely. An operator physically guides the arm through a desired path — called “hand guiding” or “lead-through teaching” — while the controller records joint positions, velocities, and forces. Universal Robots’ UR series, for example, lets a line worker program a new pick-and-place routine in under 15 minutes with zero coding experience. This dramatically cuts deployment time compared to conventional robots that require weeks of integrator support.
Practical tip: always perform a teach run at full production payload, not empty-handed. Gravity compensation algorithms behave differently under load, and skipping this step is the most common cause of positional drift after deployment.
Real-time environmental awareness ties it all together. Vision systems, LiDAR, or time-of-flight cameras create a dynamic occupancy grid around the cobot. When a person enters the outer zone, the robot reduces speed; enter the inner zone, and it stops entirely. This layered response is what separates a true collaborative robot from a standard arm with a safety fence removed.

collaborative robot feedback loop diagram showing sensors controller and actuators
Key Differences Between Cobots and Traditional Industrial Robots
Treating cobots as smaller versions of industrial robots is a common mistake — and an expensive one. The collaborative robot definition itself implies a fundamentally different design philosophy: shared workspace with humans versus isolated, high-speed operation behind safety fencing. That distinction cascades into every engineering and business decision.
| Factor | Collaborative Robot (Cobot) | Traditional Industrial Robot |
|---|---|---|
| Typical Payload | 3–35 kg | 50–2,300 kg |
| Max Speed | ≤ 1.5 m/s (often force-limited lower) | Up to 10+ m/s |
| Programming | Hand-guiding, graphical interfaces | Proprietary code (RAPID, KRL, INFORM) |
| Deployment Footprint | No cage required; fits on a workbench | Requires safety fencing, light curtains, interlocks |
| Typical System Cost | $25,000–$80,000 | $100,000–$500,000+ (cell included) |
| Safety Architecture | Built-in force/torque limiting per ISO/TS 15066 | External safeguarding systems |
Speed and payload caps aren’t weaknesses — they’re deliberate engineering trade-offs. A FANUC M-2000iA can hoist 2,300 kg at full speed, but it needs a fenced cell the size of a garage. A Universal Robots UR10e handles 12.5 kg in the same aisle where operators pack boxes. According to the International Federation of Robotics, cobot installations grew roughly 50% year-over-year in recent reporting periods, precisely because total deployment cost — fencing, floor space, integration labor — drops dramatically.
Programming complexity is the sleeper difference. Teaching a cobot a new pick-and-place routine can take an experienced operator under an hour using hand-guiding mode. Reprogramming a traditional six-axis arm in KRL or RAPID typically requires a certified robotics integrator and days of downtime. If your production runs short batches with frequent changeovers, that gap matters more than raw cycle time.
Pro tip: Don’t compare cobots and industrial robots on cycle speed alone. Factor in changeover time, integration cost, and floor-space value per square meter. That’s where the collaborative robot definition translates into real ROI.
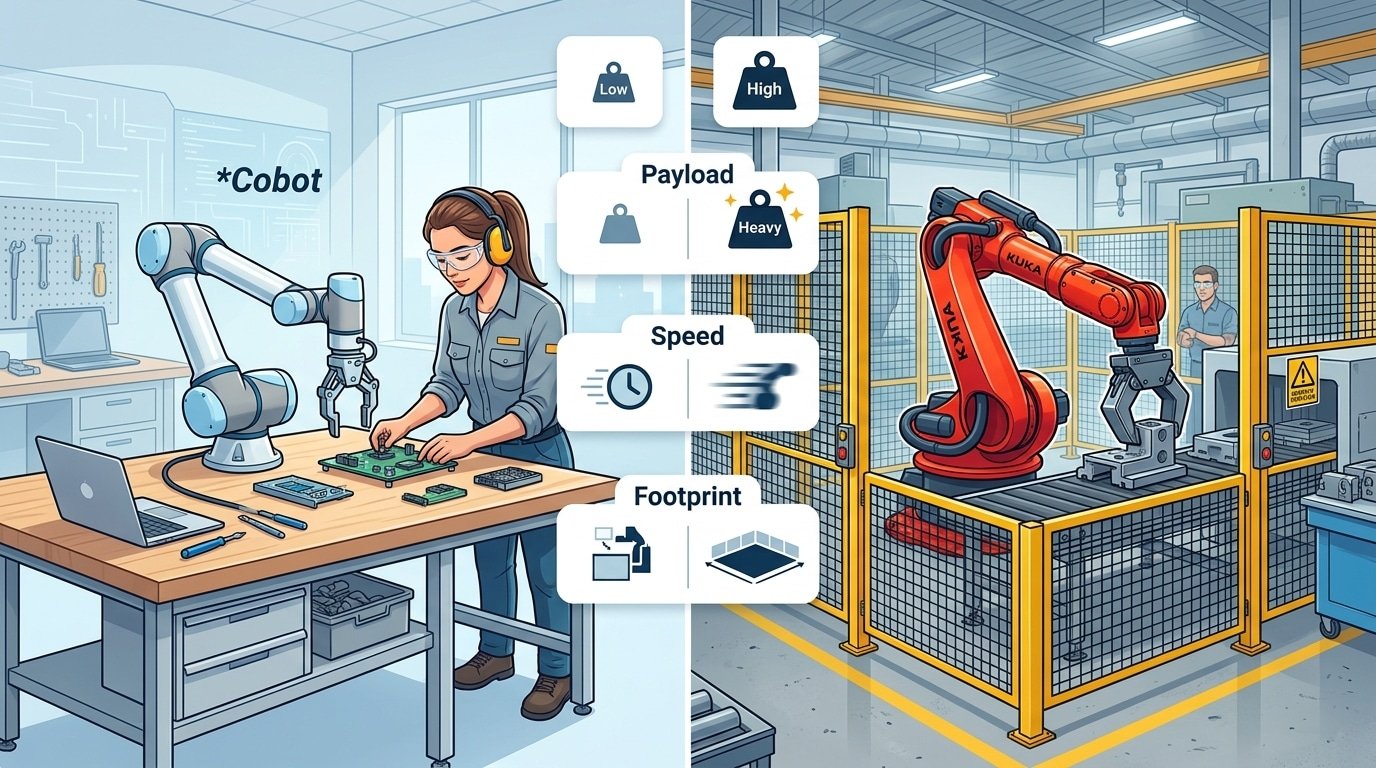
collaborative robot versus traditional industrial robot comparison showing size footprint and safety fencing differences
When to Choose a Cobot Over a Conventional Robot
Not every automation problem calls for a cobot. The collaborative robot definition implies shared workspace with humans — but if your process runs lights-out with no human involvement, a traditional six-axis industrial robot will outperform a cobot on speed, payload, and cycle time every single day. The real question is whether your specific production environment actually benefits from human-robot proximity.
Decision Criteria That Actually Matter
- Production volume and mix. Cobots shine in high-mix, low-volume environments — think fewer than 10,000 units per SKU annually. If you’re stamping out 500,000 identical parts a month, a conventional robot behind guarding is the obvious choice.
- Available floor space. A fenced industrial cell can consume 30–50 m² once you factor in safety perimeters. A cobot performing the same pick-and-place task might need only 5–8 m², which matters enormously in crowded facilities.
- Task variability. Frequent changeovers — different part geometries every shift, seasonal product lines — favor cobots because reprogramming through hand-guiding or tablet interfaces takes minutes, not days of integrator time.
- Workforce skill level. If your operators aren’t PLC programmers, a cobot’s graphical teach pendant lowers the barrier. Many SMEs deploy their first cobot without hiring a single robotics engineer.
Where Traditional Robots Still Win
Heavy payloads above 25 kg, TCP speeds exceeding 2 m/s, and hazardous environments (paint booths, foundries) remain firmly in conventional robot territory. According to the International Federation of Robotics World Robotics 2023 report, cobots still represent roughly 10% of total industrial robot installations globally — proof that traditional automation isn’t going anywhere.
Rule of thumb: if a human needs to touch, inspect, or adjust the workpiece mid-cycle, a cobot is almost certainly the right call. If the entire cell can be sealed off, go conventional and maximize throughput.

collaborative robot versus conventional industrial robot decision criteria comparison
Core Safety Features That Define a Collaborative Robot
Safety isn’t a bolt-on feature for cobots — it’s the entire reason the category exists. The ISO 10218-2 standard recognizes exactly four collaborative operation modes, and understanding them is essential to grasping the collaborative robot definition at an engineering level. Each mode uses a distinct combination of sensors, control logic, and mechanical design to keep humans safe.
Safety-Rated Monitored Stop
The robot halts all motion the instant a human enters its workspace, then resumes automatically once the zone clears. Dual-channel safety-rated sensors — typically laser scanners or light curtains — trigger the stop in under 50 milliseconds. This mode suits tasks where human presence is occasional, not continuous.
Hand Guiding
An operator physically grabs the robot’s end effector and moves it through a path. Force/torque sensors at the wrist detect directional intent while safety-rated enabling devices ensure the cobot only moves when the operator actively holds the control. Think of it as power steering for a robot arm — useful for teach-in programming and heavy-part positioning.
Speed and Separation Monitoring
Here the robot dynamically adjusts velocity based on the human’s proximity. When a worker is 1.5 meters away, the cobot runs at full production speed; at 0.5 meters, it slows to roughly 10% of maximum. If separation drops below a calculated minimum, the system triggers a protective stop. Real-time distance tracking relies on 3D vision or LiDAR arrays.
Power and Force Limiting
This is the mode most people picture when they think “cobot.” Compliant joints, backdrivable actuators, and rounded housings cap contact forces at thresholds defined by ISO/TS 15066 — for example, a maximum of 150 N transient force on the human chest. Torque sensors in every joint detect unexpected resistance and halt motion within milliseconds. Skip this mode for sharp tooling or heavy payloads; the force caps will throttle your cycle time.
Pro tip: Most deployments combine two or more modes. A cobot might use power and force limiting during normal operation but switch to a safety-rated monitored stop when a tool change introduces pinch points.
ISO 10218 and ISO/TS 15066 Safety Standards Explained
Two documents form the legal backbone of every collaborative robot definition used by manufacturers, integrators, and safety auditors worldwide. Without compliance, calling a robot “collaborative” is just marketing — not a certified claim.
ISO 10218: The Foundation
ISO 10218 (Parts 1 and 2) establishes general safety requirements for industrial robots and robot systems. Part 1 targets robot manufacturers; Part 2 addresses integrators who design the complete workcell. The standard defines four collaborative operation modes: safety-rated monitored stop, hand guiding, speed and separation monitoring, and power and force limiting. A robot must implement at least one of these modes to qualify as collaborative under the standard.
ISO/TS 15066: Where the Numbers Get Specific
ISO/TS 15066 fills the gap ISO 10218 left open — it quantifies exactly how much force and pressure a cobot can exert on a human body. The thresholds vary dramatically by body region:
| Body Region | Max Transient Force (N) | Max Quasi-Static Pressure (N/cm²) |
|---|---|---|
| Skull / Forehead | 130 | 30 |
| Chest | 140 | 12 |
| Hand / Fingers | 140 | 30 |
| Lower Legs | 210 | 16 |
These biomechanical limits were derived from pain-onset research — not injury thresholds. That distinction matters: the standard aims to prevent discomfort, not just fractures. Integrators who skip the body-region mapping during risk assessment often over-restrict the robot’s speed, killing cycle time unnecessarily.
Pro tip: Run your risk assessment against the specific body parts actually reachable in the workcell, not the most conservative values in the table. A cobot that only contacts an operator’s forearm can operate significantly faster than one near head height.
Compliance isn’t optional. CE marking in the EU and OSHA enforcement in the U.S. both reference these standards. If your deployment skips a documented risk assessment per ISO/TS 15066, you carry full liability in the event of an incident — regardless of what the cobot manufacturer claims.
Common Industrial Applications and Real-World Use Cases
The collaborative robot definition only becomes tangible when you see cobots solving real production problems. Across six dominant application categories — machine tending, pick-and-place, quality inspection, assembly, palletizing, and welding — cobots have moved well beyond pilot programs into full-scale deployment.
Machine Tending and Pick-and-Place
CNC machine tending is arguably the cobot’s killer app. A single UR10e can load and unload a lathe every 45 seconds, freeing an operator to manage three machines instead of one. In electronics manufacturing, companies like Foxconn deploy cobots for pick-and-place tasks on PCB assembly lines where component pitch drops below 0.4 mm — tight enough to demand force-torque sensor feedback rather than pure vision guidance.
Assembly, Palletizing, and Welding
BMW’s Spartanburg plant uses cobots for door assembly, applying adhesive beads while human workers position trim panels — a task too variable for fixed automation. In food and beverage, cobot palletizers from Robotiq handle case loads up to 8 kg at rates sufficient for mid-volume bakeries and breweries. According to the International Federation of Robotics, collaborative robots accounted for roughly 10% of all industrial robot installations in 2022, with assembly and material handling driving the largest share.
Quality Inspection and Healthcare
Cobots equipped with structured-light scanners perform inline dimensional inspection at automotive Tier 1 suppliers, catching defects that statistical sampling misses. Healthcare is a quieter growth area: cobots now assist in laboratory sample preparation and pharmacy dispensing, where payload requirements stay low but precision and traceability matter enormously.
Pro tip: Start your cobot deployment with machine tending or palletizing — these applications have the shortest payback periods (often under 12 months) and the most mature integration ecosystems.
Limitations and Challenges of Deploying Collaborative Robots
Cobots aren’t a universal fix. Understanding the collaborative robot definition means acknowledging what cobots can’t do just as clearly as what they can. Most models top out at 16 kg payload and 1.5 m/s TCP speed — a fraction of what a FANUC M-2000iA handles at 2,300 kg. If your process demands heavy lifting or high-cycle-time throughput, a cobot will bottleneck the line.
The “Zero Risk Assessment” Myth
One dangerous misconception persists: that cobots are inherently safe and need no formal risk assessment. Wrong. OSHA’s robotics safety guidelines still apply, and ISO/TS 15066 explicitly requires a task-specific risk assessment for every deployment. A cobot holding a deburring tool or a sharp-edged part can injure an operator regardless of built-in force limiting. Skip the assessment, and you inherit both legal liability and real physical danger.
Integration Pain in Legacy Environments
Dropping a cobot into a 20-year-old PLC-controlled production line is rarely plug-and-play. Legacy communication protocols like DeviceNet or older PROFIBUS versions often require gateway hardware and custom scripting. A 2023 survey by the Association for Advancing Automation found that 42% of manufacturers cited integration with existing systems as their top cobot deployment challenge — ahead of cost or workforce resistance.
Training and Maintenance Are Not Optional
Treat a cobot like an appliance and it will fail like one.
Operators need hands-on training in waypoint programming, payload configuration, and safety-zone tuning. Joints require periodic greasing, and force-torque sensors drift over time without recalibration. Budget at least 15–20% of the cobot’s purchase price annually for maintenance and upskilling — a cost many first-time buyers overlook entirely.
Frequently Asked Questions About Collaborative Robots
Are cobots safe to work next to without a cage?
Yes — when properly risk-assessed. The collaborative robot definition under ISO/TS 15066 requires built-in force and speed limiting so a cobot stops or slows before injuring a person. However, “no cage” doesn’t mean “no safeguards.” The end-of-arm tooling (a sharp deburring bit, for example) can still be hazardous, so a risk assessment must evaluate the entire cell, not just the robot arm.
How much does a collaborative robot cost?
Entry-level cobots from brands like Universal Robots or FANUC start around $25,000–$50,000 for the arm alone. Factor in grippers, vision systems, integration labor, and safety validation, and a fully deployed cell typically lands between $75,000 and $150,000. Most SMEs report payback within 12–18 months, according to data from the International Federation of Robotics.
Can a cobot replace a human worker entirely?
Rarely. Cobots excel at repetitive, ergonomically taxing subtasks — not full job roles. The human still handles judgment calls, quality exceptions, and process adjustments. Think of a cobot as a power tool, not a replacement employee.
What programming skills are needed?
Most modern cobots use hand-guided teach pendants or graphical drag-and-drop interfaces, so no coding background is required. A production technician can typically program a simple pick-and-place routine in under an hour. Advanced integrations (vision-guided assembly, force-controlled polishing) may require scripting in URScript or Python.
What is the typical payload range?
Standard cobots handle 3 kg to 16 kg. Heavy-duty models like the FANUC CRX-25iA push to 25 kg, and newer entries from vendors like KUKA reach 30 kg — though higher payloads usually mean reduced maximum speed to stay within the collaborative robot definition’s safety envelope.
Understanding Cobots as the Foundation of Human-Robot Collaboration
The collaborative robot definition boils down to a single principle: a robot designed — at the hardware, software, and standards-compliance level — to share a workspace with people safely and productively. That distinction isn’t cosmetic. It dictates everything from the force-limiting torque sensors in each joint to the risk assessment methodology you must complete before a cobot ever moves in production.
Here’s what matters most for decision-makers: cobots don’t replace workforce planning — they reshape it. According to MarketsandMarkets research, the global cobot market is projected to reach $6.8 billion by 2029, growing at a CAGR of roughly 34.3%. That trajectory signals a shift from early-adopter experimentation to mainstream deployment — and companies entering now face a narrowing window of competitive advantage.
Actionable First Steps for Organizations
- Conduct a task-level risk assessment first. Don’t start with a robot catalog. Map every manual task by cycle time, ergonomic strain score, and defect rate. The tasks scoring worst across all three are your pilot candidates.
- Run a 90-day pilot on one cell. Limit scope to a single workstation with clear KPIs — throughput delta, operator satisfaction, and unplanned stops. Resist the urge to scale before data validates the business case.
- Budget for integration, not just hardware. The cobot arm typically represents only 30–40% of total deployment cost. End-of-arm tooling, safety validation per ISO/TS 15066, and operator training consume the rest.
- Engage your operators early. The workers who will share the cell know the process better than any integrator. Their input during gripper selection and waypoint programming prevents costly rework.
Skip the “full factory automation” mindset. The collaborative robot definition exists precisely because partial automation — human judgment plus robotic consistency — often outperforms either alone.
Getting the definition right isn’t academic. It determines which safety standards apply, which integrators you need, and whether your ROI timeline is 14 months or 4 years. Start small, measure relentlessly, and scale only what the data supports.
See also
Cobot Risk Assessment Checklist — 47 Points Covering ISO 15066 and Beyond
How to Integrate a Cobot Into Your Production Line
Welding Cast Iron: Safe Methods & Pro Tips
Are Cobots Replacing Human Workers (Real Industry Data)
How to combine laser cleaning machine with industrial robots








