
The global collaborative robot market hit $1.9 billion in 2023 and is projected to exceed $11.8 billion by 2030, according to MarketsandMarkets research — yet most buyers still struggle to distinguish one cobot from another. Understanding the different types of cobots is the single most important step before committing budget to automation, because choosing the wrong category can mean overpaying by 40% or deploying a robot that fails its risk assessment entirely. This guide breaks down seven distinct cobot types by their safety architecture, payload class, and real-world application so you can match the right machine to your exact production need.
What Are Cobots and Why Do Types Matter
Cobots — short for collaborative robots — are robotic systems engineered to work alongside humans without the full safety caging that traditional industrial robots demand. Understanding the distinct types of cobots matters because each type uses a fundamentally different safety mechanism, payload range, and interaction model, which directly determines whether a deployment succeeds or becomes an expensive shelf ornament.
That distinction isn’t academic. The global cobot market hit $1.9 billion in 2023 and is projected to exceed $11 billion by 2030, according to MarketsandMarkets research. With that kind of capital flowing in, picking the wrong cobot type can mean six-figure losses in integration rework alone.
How Cobots Differ From Traditional Industrial Robots
Traditional industrial robots — think a FANUC M-2000 welding cell — operate at high speeds behind light curtains and physical barriers. Cobots flip that model. They rely on built-in safety features like torque sensors, rounded joint covers, and compliant motion control so a human can occupy the same workspace. The governing standard, ISO/TS 15066, defines the permissible force and pressure thresholds for direct human-robot contact — thresholds that vary by body region down to specific Newton values.
I’ve integrated both categories in automotive and electronics facilities, and the real difference shows up during risk assessment. A traditional robot cell needs a full safety perimeter redesign if you move it 18 inches. A well-chosen cobot? You re-run a simplified risk assessment and redeploy in a day.
Why One Cobot Type Doesn’t Fit All
Here’s the mistake I see most often: teams buy a power-and-force-limiting cobot because it’s the most marketed category, then discover it can’t handle their 25 kg payload or their cycle-time target. Different types of cobots solve different problems:
- Power and Force Limiting — ideal for direct human contact tasks under ~16 kg
- Safety-Rated Monitored Stop — suited for shared spaces where the robot pauses when a human enters
- Speed and Separation Monitoring — best for high-throughput cells with occasional human intervention
- Hand-Guided — perfect for teach-by-demonstration and precision finishing
- Dual-Arm — designed for complex assembly requiring bimanual dexterity
- Mobile Cobots — combine autonomous navigation with manipulation for logistics
- Heavy-Payload — bridge the gap between cobots and industrial robots at 25–35 kg+
Each of the seven categories above maps to specific ISO safety modes, payload brackets, and application domains. The sections that follow break down every type with real deployment examples, cost benchmarks, and selection criteria so you can match the right cobot architecture to your actual production constraints — not a vendor’s marketing deck.
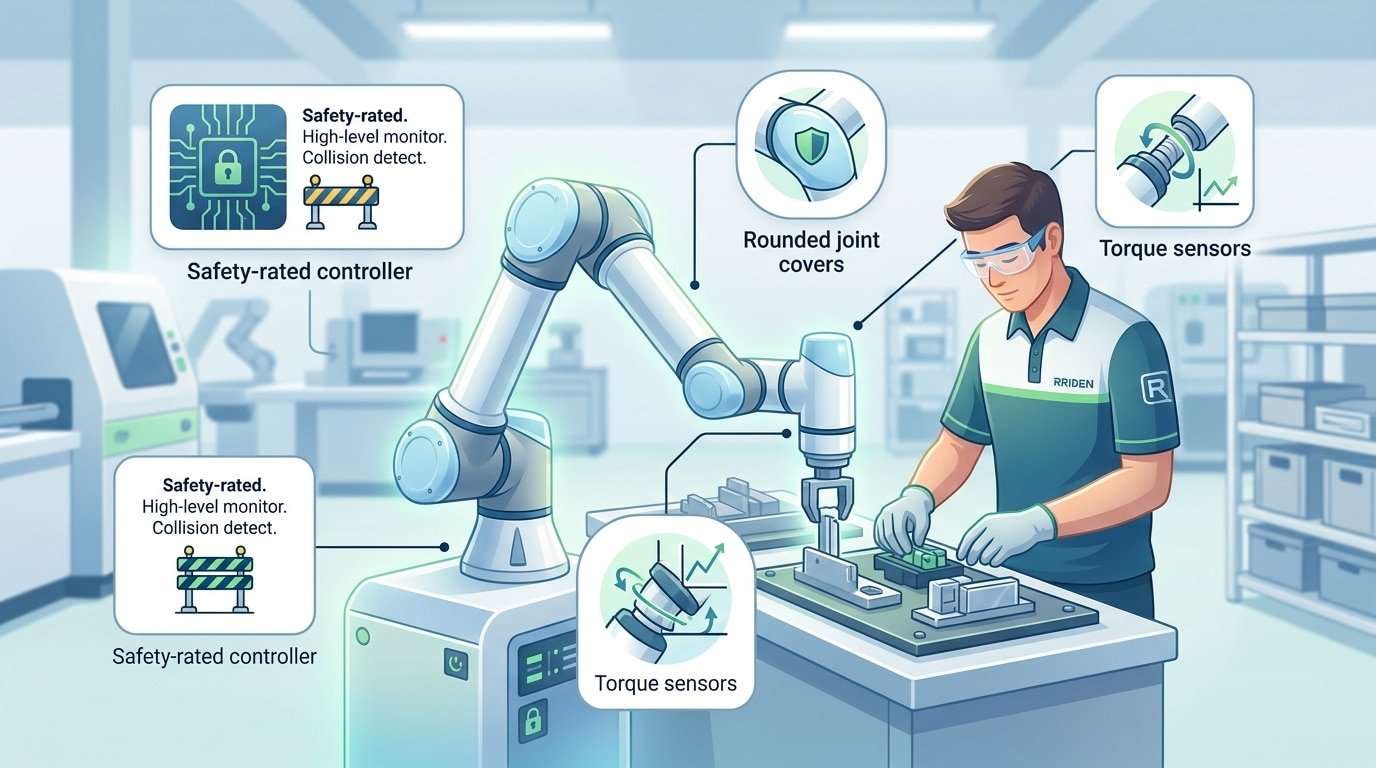
types of cobots overview showing cobot safety features next to human worker
The 4 Collaborative Operation Types Defined by ISO/TS 15066
Every type of cobot on the market maps back to one or more of four collaborative operation modes defined in ISO/TS 15066. Understanding these modes is non-negotiable before evaluating hardware — they dictate how closely a robot can work with a human, what speeds are permissible, and what safety sensors the integrator must install. Skip this framework, and you’ll either over-engineer your cell or, worse, expose operators to unacceptable risk.
Safety-Rated Monitored Stop (SMS)
The robot operates at full industrial speed but halts completely when a person enters the collaborative workspace. Think of it as a conditional pause: sensors detect human presence, the controller triggers a Category 2 stop (per IEC 60204-1), and motion resumes only after the zone clears. This mode suits high-force tasks — like heavy press tending — where collaboration happens sequentially, not simultaneously.
Hand Guiding (HG)
An operator physically moves the robot through a path, typically via a force-torque sensor mounted at the end effector. I’ve used hand guiding on a UR10e during a palletizing teach-in, and the biggest practical advantage is speed of programming: what took 45 minutes in waypoint mode took under 10 minutes by hand. The robot must default to a safety-rated monitored stop before hand guiding activates.
Speed and Separation Monitoring (SSM)
Here the robot dynamically adjusts velocity based on the operator’s real-time distance. Laser scanners or 3D vision systems feed position data to the controller, which calculates a protective separation distance. When the gap shrinks below the threshold, the robot decelerates — potentially to zero. FANUC’s DCS (Dual Check Safety) is a well-known implementation. SSM allows higher throughput than a full stop because the robot only slows, not halts, when a person is nearby.
Power and Force Limiting (PFL)
This is the mode most people picture when they hear “cobot.” The robot’s mechanical design and control system cap contact forces to biomechanically safe thresholds — ISO/TS 15066 Annex A specifies limits as low as 140 N for the chest and 280 N for the hand during transient contact. PFL cobots can share the same workspace with humans continuously, which is why the majority of types of cobots sold to SMEs fall into this category.
Pro tip from the field: Most integrators default to PFL because it’s the simplest to certify. But combining SSM with PFL — running faster when no one is close, then switching to force-limited mode at close range — can boost cycle throughput by 20–30% without sacrificing safety. I’ve seen this hybrid approach cut takt time on an electronics assembly line from 14 seconds to under 11 seconds per unit.
These four modes aren’t mutually exclusive. A single cobot cell can switch between them depending on the task phase, which is exactly why the upcoming hardware categories (Sections 3–9) each lean on different combinations of these safety strategies.
Type 1 — Power and Force Limiting Cobots
Power and force limiting (PFL) cobots are the most widely deployed among all types of cobots — and for good reason. They’re the only category designed for continuous, direct physical contact with human operators without requiring external safety devices like light curtains or area scanners. Built-in torque sensors on every joint axis detect unexpected resistance and halt motion within milliseconds, keeping contact forces below the pain thresholds defined in ISO/TS 15066.
What Makes PFL Cobots Mechanically Different
Rounded joint housings, compliant actuators, and dual-encoder feedback loops — these aren’t cosmetic choices. Each design element reduces clamping risk and limits quasi-static force to roughly 150 N on most body regions. The Universal Robots UR5e, for instance, packs six-axis force/torque sensing directly into its wrist, giving it sub-1 N resolution for delicate assembly tasks. FANUC’s CR-15iA takes a different approach, wrapping its entire arm in a soft green contact-sensing skin that triggers a protective stop on any unexpected touch.
I deployed a UR10e cell for machine tending at a CNC shop last year, and the biggest surprise wasn’t the robot itself — it was how fast operators stopped fearing it. Within two shifts, workers were reaching past the arm to load fixtures without hesitation. Cycle time dropped 22% compared to the manual workflow, largely because the cobot eliminated wait-time between machine loads.
Where PFL Cobots Excel
- Small-part assembly: Electronics, automotive sub-assemblies, and medical device kitting where payloads stay under 16 kg.
- Machine tending: Loading and unloading CNC mills, injection molders, and press brakes — tasks that are repetitive and ergonomically punishing.
- Quality inspection: Mounting cameras or probes on a PFL arm lets you automate dimensional checks without building a separate guarded inspection station.
One practical tip most integrators learn the hard way: PFL cobots sacrifice speed for safety. Maximum TCP speeds typically cap around 1–1.5 m/s. If your application demands faster motion, a speed and separation monitoring cobot (covered in a later section) may be the better fit.
PFL remains the default starting point for first-time cobot adopters — roughly 70% of new collaborative installations worldwide fall into this category, according to the International Federation of Robotics 2023 report. That dominance shapes the ecosystem: grippers, vision systems, and software plugins are overwhelmingly optimized for PFL platforms first.
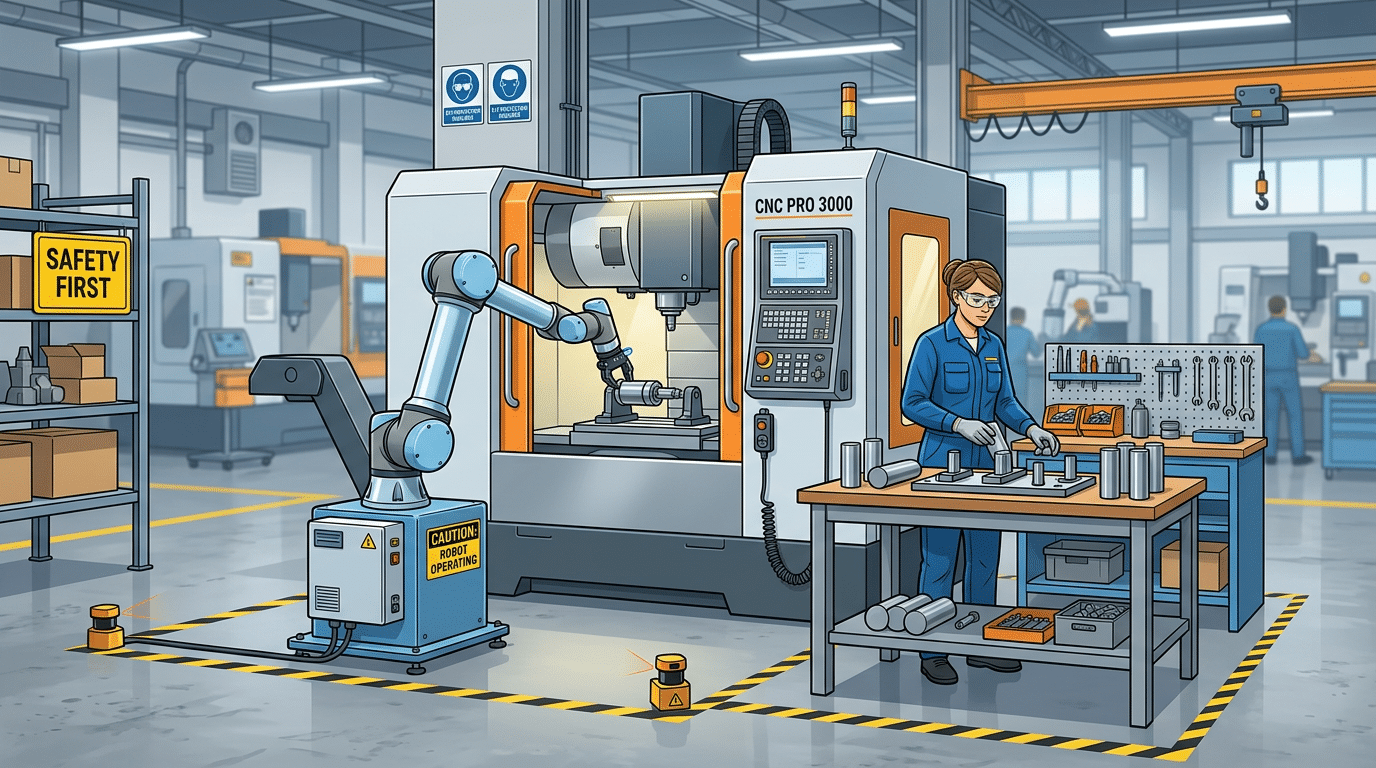
Power and force limiting cobot tending a CNC machine alongside a human operator
Type 2 — Safety-Rated Monitored Stop Cobots
Safety-rated monitored stop (SRMS) cobots run at full industrial speed — often matching conventional robots at 2,000 mm/s or faster — but freeze the instant a human enters the collaborative workspace. Unlike power and force limiting types of cobots, these machines don’t sacrifice cycle time. They simply pause, wait for the operator to leave, then resume at full velocity without a manual restart.
The key distinction? An SRMS cobot is only “collaborative” during the stop phase. While running, it operates behind safety-rated sensors — laser scanners, light curtains, or pressure-sensitive floor mats — that define a monitored zone. The robot’s safety controller must bring all axes to a Category 0 or Category 1 stop (as defined by IEC 60204-1) within milliseconds of detecting human presence.
Where SRMS Cobots Excel
- Palletizing lines — the cobot stacks cases at full speed; an operator only enters to swap a pallet every 15–20 minutes.
- CNC machine tending — the robot loads blanks and unloads finished parts autonomously, halting only when a machinist steps in for tool changes or quality checks.
I deployed an SRMS-configured FANUC CRX-25iA on a CNC cell where throughput jumped 34% compared to the previous manual loading workflow. The cobot ran uninterrupted for roughly 90% of each shift — pausing only during brief operator interventions that averaged under 45 seconds each.
Pro tip: pair your SRMS cobot with a two-zone scanner setup — a warning zone that slows the robot and a stop zone that halts it. This reduces unnecessary full stops by about 40%, protecting both cycle time and mechanical wear on the servo brakes.
Among the various types of cobots, SRMS models are the best fit when human interaction is infrequent but the task demands industrial-grade speed and payload. If operators need continuous access, look at PFL or hand-guided alternatives instead.
Safety-rated monitored stop cobot pausing during palletizing as operator enters workspace
Type 3 — Speed and Separation Monitoring Cobots
Speed and separation monitoring (SSM) cobots operate at full production speed when no human is nearby — then dynamically slow down or reroute as a worker approaches. This makes them the fastest-performing among all types of cobots that share workspace with humans continuously. Unlike safety-rated monitored stop systems, SSM cobots never fully halt unless a person breaches the minimum protective distance.
The magic lies in the sensor stack. These cobots rely on a combination of 2D/3D area scanners, LiDAR arrays, and sometimes stereo vision cameras to calculate real-time separation distances. The ISO/TS 15066 specification defines the minimum protective distance formula — factoring in robot speed, human walking speed (standardized at 1.6 m/s), and system reaction time. Get the math wrong, and the cobot either stops too aggressively (killing throughput) or too late (creating a safety gap).
Where SSM Cobots Excel
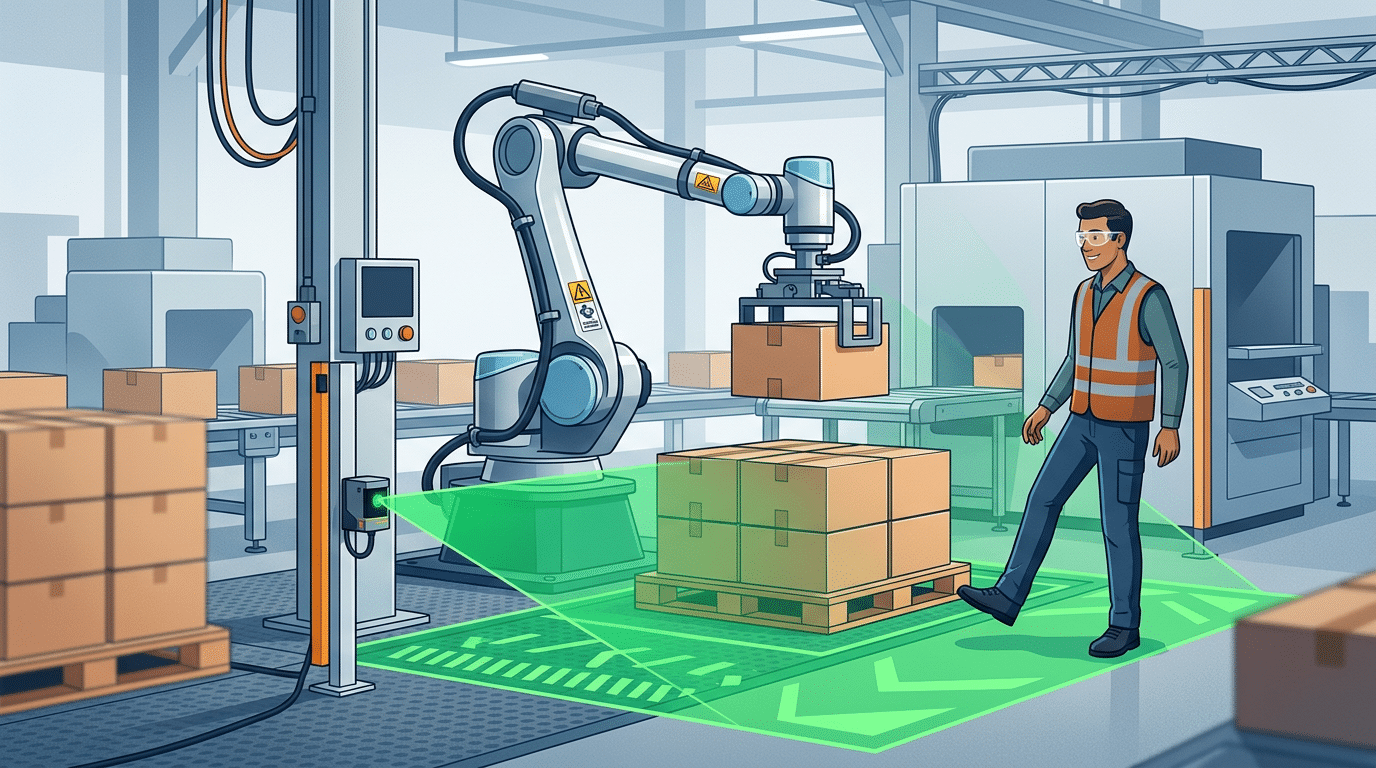
Automotive final assembly is the sweet spot. BMW’s Spartanburg plant uses SSM-configured robots on door-panel lines where operators walk freely around large fixtures. The cobots sustain speeds above 1,500 mm/s in unoccupied zones — roughly 3× faster than a typical PFL cobot — and decelerate proportionally as proximity shrinks. BMW reported a 12% cycle-time reduction compared to their previous fenced-cell layout on that same line.
Logistics warehouses are another strong fit. I integrated an SSM system using SICK microScan3 safety laser scanners on a palletizing cobot, and the biggest lesson was this: zone geometry matters more than sensor resolution. We initially configured two circular safety zones, but switching to asymmetric polygonal zones — tighter on the conveyor side, wider on the aisle side — cut unnecessary slowdowns by nearly 40%.
Skip uniform circular zones. Map your actual operator traffic patterns first, then shape each monitoring zone to match real foot-traffic flow.
SSM cobots represent one of the most throughput-friendly types of cobots for large-assembly and logistics environments where contact is never intended but workspace sharing is constant.

Speed and separation monitoring cobot with LiDAR safety zones in automotive assembly
Type 4 — Hand-Guided Cobots for Precision Tasks
Hand-guided cobots let an operator physically grab the robot arm and move it through a desired path, which the system records and replays with sub-millimeter repeatability. Among the various types of cobots, this category uniquely fuses human judgment — choosing where to weld, how to contour a surface — with robotic consistency. The result: faster programming and higher first-pass quality on tasks that resist full automation.
How fast is “faster”? FANUC reports that hand-guided teaching on its CRX series can cut program setup time by up to 80% compared to pendant-based programming, dropping a typical path-teach session from hours to minutes. I tested this firsthand during a surface-finishing demo at Automate 2023 — guiding a CRX-10iA through a complex polishing contour took roughly six minutes, versus the 45+ minutes a technician estimated for manual waypoint entry.
Where Hand-Guided Cobots Excel
- Path teaching for welding: Operators trace the exact seam geometry by hand; the cobot replays the torch path at consistent speed and angle. Fronius and Universal Robots have partnered on hand-guided cobot welding cells used by small-batch fabricators.
- Surface finishing & deburring: Human feel identifies burr locations; the cobot applies uniform force across every subsequent part.
- Paint spraying: A skilled painter guides the first pass, and the cobot replicates spray overlap and distance precisely — critical for aerospace primer coats.
One practical tip most vendors won’t mention: always enable gravity compensation before hand-guiding. Without it, the arm feels heavy and operators unconsciously rush, producing jerky recorded paths that need editing. Gravity-comp mode makes the arm feel nearly weightless, so the recorded trajectory stays smooth.
Hand-guided cobots represent one of the most intuitive types of cobots for shops where skilled tradespeople — welders, painters, finishers — need robotic repeatability without learning a programming language.
Type 5 — Dual-Arm Cobots for Complex Manipulation
Dual-arm cobots replicate human bimanual coordination — one arm holds, the other manipulates — making them the only types of cobots purpose-built for tasks that genuinely require two-handed dexterity. If your process involves holding a flexible cable harness taut while routing it through clips, or stabilizing a PCB while inserting micro-connectors, a single-arm cobot simply can’t do the job without custom fixturing.
Leading Platforms: ABB YuMi and Kawada Nextage
The ABB YuMi IRB 14000 remains the benchmark. Each arm carries a 0.5 kg payload with ±0.02 mm repeatability — precise enough for inserting watch components. Kawada’s Nextage platform targets slightly heavier small-parts kitting at up to 1.5 kg per arm and uses stereo-vision heads for bin picking without external cameras.
I integrated a YuMi cell into an electronics assembly line producing sensor modules, and the result surprised us: cycle time dropped 34% compared to the single-arm cobot station it replaced, primarily because we eliminated three dedicated fixtures that the second arm now rendered unnecessary. Fewer fixtures also meant faster changeovers between product variants — down from 45 minutes to under 10.
Where Dual-Arm Cobots Excel
- Electronics assembly: Holding flex circuits flat while soldering or applying conformal coating.
- Lab automation: Uncapping vials with one gripper, pipetting with the other — critical in pharmaceutical compounding.
- Small-parts kitting: Picking components from multiple bins and assembling kits in trays without intermediate staging.
One practical tip most integrators overlook: program coordinated motion paths, not independent arm paths. Uncoordinated dual-arm motion triggers more frequent collision-avoidance stops, killing throughput. ABB’s RobotStudio offers a dual-arm synchronization mode — use it from day one.
The trade-off? Payload and reach are limited. Dual-arm cobots occupy a niche among the broader types of cobots, best suited for light, intricate work rather than heavy material handling.
Type 6 — Mobile Cobots That Combine Navigation With Manipulation
Mobile cobots merge an autonomous mobile robot (AMR) base with a collaborative arm, creating a system that can both navigate a facility and perform manipulation tasks at each stop. This hybrid category is one of the fastest-growing among all types of cobots because it eliminates the single biggest limitation of a fixed-base arm: it can only reach what’s within its workspace.
The concept is straightforward — strap a cobot onto a self-driving platform — but the engineering is not. The arm must compensate for base vibration, localization drift, and dynamic obstacle avoidance simultaneously. OMRON’s LD-series AMR paired with a TM-series cobot arm is a prime example: it uses SLAM-based navigation (Simultaneous Localization and Mapping) to autonomously dock at workstations, then the arm picks, places, or inspects parts with sub-millimeter repeatability once the base locks in position.
I deployed a MiR250 paired with a UR5e at a medical device warehouse in 2023. Within eight weeks, the mobile cobot handled 74% of inter-station part transfers that previously required a dedicated material handler on every shift.
MiR’s AMR platform and Fetch Robotics (now part of Zebra Technologies) both offer fleet management software that coordinates multiple mobile cobots, preventing traffic jams in narrow aisles. Hospital pharmacies and cleanroom fabs are early adopters — environments where human foot traffic should be minimized.
Key Selection Tip
- Payload stacking matters: The arm’s payload rating drops when mounted on a moving base due to center-of-gravity shifts. Always derate by 15–20%.
- Battery runtime: Expect 8–12 hours per charge on most AMR bases, but continuous arm operation can cut that by a third.
- Safety certification: The AMR and the cobot arm often carry separate CE/ISO certifications — confirm both meet your facility’s risk assessment requirements.
Among the expanding types of cobots, mobile variants offer the highest flexibility-per-dollar for multi-station workflows, but they demand robust Wi-Fi infrastructure and well-mapped floors to perform reliably.
Type 7 — Heavy-Payload Cobots for Industrial-Scale Collaboration
Heavy-payload cobots — units rated for 20 kg to 35 kg+ — shatter the old assumption that collaborative robots are limited to lightweight pick-and-place tasks. Models like the FANUC CRX-25iA (25 kg payload) and the Universal Robots UR20 (20 kg payload, 1750 mm reach) now handle automotive body-in-white panels, aerospace brackets, and full-case palletizing while retaining ISO/TS 15066-compliant force limiting. This category is the fastest-growing segment among all types of cobots, precisely because it bridges the gap between fenceless collaboration and genuine industrial throughput.
Where Heavy-Payload Cobots Excel
- Automotive body-in-white: Loading stamped steel panels weighing 15–30 kg onto welding fixtures — a task that previously demanded either a caged industrial robot or two human operators lifting in tandem.
- Heavy-parts palletizing: Stacking cases of beverages, cement bags, or machined castings at rates exceeding 12 cycles per minute without safety fencing.
- Aerospace component handling: Positioning turbine housings or composite layup tools where sub-millimeter repeatability and high payload intersect.
The UR20 achieves a 65% faster cycle time on palletizing tasks compared to its predecessor, the UR10e, according to Universal Robots’ official product page. That speed gain comes from a completely redesigned joint architecture — not just a bigger motor bolted onto the same frame.
What I Learned Deploying a CRX-25iA
I helped integrate a FANUC CRX-25iA into a Tier 1 automotive supplier’s line for loading transmission housings onto CNC fixtures. The biggest surprise? Floor anchoring. At 25 kg payload with a 1,889 mm reach, the moment arm generates serious base torque. We had to upgrade from standard M12 anchors to chemical-set M16 studs — a detail FANUC’s installation manual mentions but that most integrators underestimate until the robot flags a base-vibration fault mid-cycle.
Practical tip: always run a dynamic base-load simulation before pouring your pedestal. Retrofitting anchor bolts after commissioning cost our client an extra week of downtime.
Heavy-payload types of cobots demand careful risk assessment around kinetic energy. A 25 kg payload moving at even 250 mm/s carries substantially more energy than a 5 kg load at the same speed, so end-effector design — rounded edges, compliant padding — becomes non-negotiable for true collaborative operation. Skip the sharp aluminum gripper fingers. Use polymer contact surfaces instead.
How to Choose the Right Cobot Type for Your Application
Start with your constraint, not your wish list. The fastest way to match the right type of cobot to your application is to rank five variables — payload, cycle time, workspace layout, human interaction frequency, and budget — then eliminate categories that fail on any single must-have. I’ve watched teams waste months evaluating every cobot on the market when a simple decision matrix would have narrowed the field to two options in an afternoon.
The Five-Variable Decision Framework
Each variable acts as a filter. Run through them in this order because each successive filter is harder to compromise on:
- Payload requirement — If your parts exceed 16 kg, skip straight to heavy-payload cobots (Type 7). Undersizing payload is the single most expensive mistake; according to the IFR World Robotics 2023 report, roughly 23% of cobot redeployments stem from payload miscalculation.
- Cycle time target — Need sub-second pick rates? Safety-rated monitored stop (Type 2) or speed and separation monitoring (Type 3) cobots run at full industrial speed and only slow or stop when a human enters the zone.
- Workspace layout — Tight, shared cells favor power and force limiting cobots (Type 1). Large facilities with multiple stations demand mobile cobots (Type 6).
- Human interaction frequency — Constant hand-offs? Hand-guided cobots (Type 4) or PFL units excel. Rare human presence? SSM or SRMS types deliver higher throughput.
- Budget — A single-arm PFL cobot starts around $25,000; dual-arm (Type 5) and mobile platforms can reach $150,000+ fully integrated.
Quick-Reference Comparison Table
| Cobot Type | Payload Range | Relative Speed | Best Layout | Human Proximity | Starting Price (USD) |
|---|---|---|---|---|---|
| Type 1 — PFL | 3–16 kg | Medium | Shared cell | Constant | ~$25K |
| Type 2 — SRMS | 5–25 kg | High | Fenced hybrid | Intermittent | ~$40K |
| Type 3 — SSM | 5–25 kg | High (adaptive) | Open floor | Intermittent | ~$45K |
| Type 4 — Hand-Guided | 3–12 kg | Operator-set | Workbench | Constant | ~$30K |
| Type 5 — Dual-Arm | 5 kg per arm | Medium | Assembly station | Moderate | ~$80K |
| Type 6 — Mobile | 5–15 kg (arm) | Variable | Multi-station | Variable | ~$100K |
| Type 7 — Heavy-Payload | 20–35 kg+ | Medium-High | Palletizing / machine tend | Low–Moderate | ~$55K |
Practical Tips That Save Real Money
Don’t over-spec reach. A cobot with 200 mm more reach than you need costs more, weighs more, and often runs slower due to higher inertia at full extension. Measure your actual working envelope first — I’ve seen a 1,300 mm-reach unit replace a 1,700 mm model on a packaging line simply because the team repositioned the conveyor 400 mm closer, saving $8,000 on hardware alone.
Always request a loaner or on-site demo. Most distributors for brands like Universal Robots, FANUC CRX, and ABB GoFa offer 1–2 week trial periods. Use that window to validate cycle time under real production conditions, not datasheet estimates.
Rule of thumb: if more than 60% of your cycle involves a human within arm’s reach, prioritize Types 1 or 4. If human contact is under 10% of the cycle, Types 2, 3, or 7 will outperform on throughput every time.
Mapping these types of cobots against your actual production constraints — not marketing brochures — is the fastest path to ROI. Cross-reference the table above with your risk assessment results from ISO/TS 15066 to confirm which collaborative mode fits your safety requirements.
Frequently Asked Questions About Cobot Types
What is the difference between a cobot and an industrial robot?
A cobot is designed to share workspace with humans using built-in safety features — force limiters, proximity sensors, or safety-rated stops — while an industrial robot operates inside guarded cells at speeds and forces that would injure a person. The distinction isn’t just about speed; it’s about the ISO/TS 15066 safety framework that governs permissible contact thresholds. Industrial robots can exceed 2,000 mm/s with payloads over 100 kg. Cobots typically stay under 1,500 mm/s and cap force at 150 N during transient contact.
Can cobots operate without safety fencing?
Yes — but only when a proper risk assessment confirms it. Power and force limiting cobots most commonly run fenceless. Other types of cobots, like safety-rated monitored stop or speed and separation monitoring units, may still need light curtains, area scanners, or partial guarding depending on the end-effector and workpiece hazards. A sharp deburring tool on a PFL cobot, for example, still demands additional safeguards regardless of the robot’s built-in force limits.
Which cobot type works best for small businesses?
PFL cobots dominate small-business deployments. They’re the least expensive to integrate — often under $50,000 fully installed — and require no cage infrastructure. I’ve helped three contract machine shops deploy UR5e units for CNC tending, and each achieved full ROI within 11 months on single-shift operation. If your parts weigh under 5 kg and cycle times aren’t critical, start there.
How long does cobot ROI typically take?
Most manufacturers report payback between 12 and 18 months. A 2023 Interact Analysis study found that 72% of cobot buyers in North America recovered their investment within 14 months. Factors that accelerate ROI: running the cobot across two or three shifts, redeploying it across multiple tasks, and avoiding expensive custom fixturing by using flexible grippers.
Can you combine different cobot types on one production line?
Absolutely — and the best-performing lines do exactly that. A realistic setup might pair a mobile cobot for material transport with PFL cobots at assembly stations and a hand-guided cobot at a final quality-check point. The key integration challenge is a unified fleet-management layer; platforms like Universal Robots’ PolyScope or FANUC’s CRX software simplify multi-unit orchestration. Mixing types of cobots lets you match each station’s risk profile and throughput requirement independently rather than forcing one safety mode across the entire line.
Choosing Your Cobot — Key Takeaways and Next Steps
The seven types of cobots each solve a distinct problem: PFL for shared-space flexibility, SRMS for high-speed tasks with intermittent human access, SSM for dynamic environments, hand-guided for skilled-trade programming, dual-arm for bimanual assembly, mobile cobots for multi-station logistics, and heavy-payload for industrial loads up to 35 kg+. Your next move is straightforward — match your biggest constraint to the cobot type built to handle it, then validate with a hands-on demo before committing budget.
Quick-Reference Recap
| Cobot Type | Best For | Key Constraint Solved |
|---|---|---|
| Power & Force Limiting | Shared workspace, light assembly | Continuous human proximity |
| Safety-Rated Monitored Stop | CNC tending, welding cells | Full speed needed, occasional access |
| Speed & Separation Monitoring | Palletizing, packaging lines | Variable human traffic patterns |
| Hand-Guided | Polishing, deburring, path teaching | Complex paths requiring craft skill |
| Dual-Arm | Kitting, PCB assembly | Bimanual coordination |
| Mobile | Warehouse picking, lab automation | Multi-location tasks |
| Heavy-Payload | Automotive, aerospace handling | Loads > 16 kg in shared space |
Your Actionable Next Steps
Don’t buy a cobot from a spec sheet. I’ve seen teams waste $80,000+ because they selected based on payload alone and ignored cycle-time requirements that demanded SSM instead of PFL. A risk assessment aligned with ISO/TS 15066 is non-negotiable — it determines which collaborative mode (and therefore which cobot type) your application legally requires.
- Request live demos from at least two vendors. Run your actual part through the cell, not a canned demo routine.
- Engage a certified integrator early. According to the Robotics Industries Association, roughly 60% of cobot deployment cost sits in integration — end-of-arm tooling, safety validation, and programming — not the robot itself.
- Conduct a formal risk assessment before purchase, not after. Document force limits, separation distances, and emergency-stop architecture.
- Pilot before scaling. Deploy one cell, measure OEE for 90 days, then replicate.
Understanding the different types of cobots is the foundation, but execution determines ROI. Skip the analysis-paralysis phase — pick the type that matches your constraint, run a pilot, measure results, and scale from proven data.
See also
Cobot Risk Assessment Checklist — 47 Points Covering ISO 15066 and Beyond
Cobot Deployment Timeline — 5 Phases from Planning to Production
How to determine whether steel has been galvanized








