You can judge the quality of a laser welding seam by checking several key factors. Look for a smooth and even surface without cracks, pores, or burn marks. Measure the seam’s depth and width to see if they match the required standards. Test the strength by checking if the weld holds under pressure. Industry specifications for laser welds in steel highlight both how the seam looks and its measured values. A careful, step-by-step inspection helps you get reliable results every time.
Key Takeaways
- Check if the seam looks smooth and even. Watch for cracks, holes, or burn marks to make sure it is good.
- Keep the seam the same in every product. A seam that looks the same stops weak spots and follows rules.
- Measure how deep and wide the seam is. The right size makes the weld strong and safe for many uses.
- Do strength tests like pulling, bending, and hitting. These tests show if the seam stays strong when used.
- Use special tools like machines with cameras. They find problems fast and help make better welds.
Laser Welding Seam Quality Indicators
Seam Appearance
You can judge a laser welding seam by how it looks. A good seam should be smooth and even. There should not be cracks or burn marks. You also should not see rough spots. Experts use different tools to check the seam:
- Photodiode-based systems watch the light from welding. These systems help you see plasma and keyhole changes.
- High-speed imaging uses cameras to catch quick changes. This helps you see how the melt pool moves and if spatter happens.
- Optical monitoring systems use sensors and cameras. They watch the weld pool and plasma emissions.
If a seam looks good, it is often strong. Studies show a narrow pool at the top and middle of the steel side helps. Deep penetration on the aluminum side also makes the weld stronger. You need to control the laser energy well to get this.
Tip: Always look at the seam with good lighting. Use a magnifier or camera to see small details.
Seam Consistency
Every laser welding seam should look and work the same. This is very important in mass production. Consistency means the seam does not change in width or depth. It should look the same all the way along. International welding standards give clear rules:
- Continuous welds can have gaps up to 1 mm.
- Good welds are possible with a gap up to 0.6 mm.
If you see big changes, like dips or bulges, there may be a problem. Consistent seams help you avoid weak spots. This makes sure every product meets quality standards.
Seam Depth and Width
The depth and width of a laser welding seam are important. They help make the weld strong and safe. You should measure these to fit your project needs. In car and airplane work, you often see these numbers:
- Handheld laser welders work with thicknesses from 0.5 mm to 8 mm.
- A 1500W laser welds materials between 0.5 mm and 4.0 mm thick.
- The thickest you can weld depends on the laser’s power.
Changes in depth and width can make the weld weaker. The table below shows how different things affect the seam:
| Aspect | Description |
|---|---|
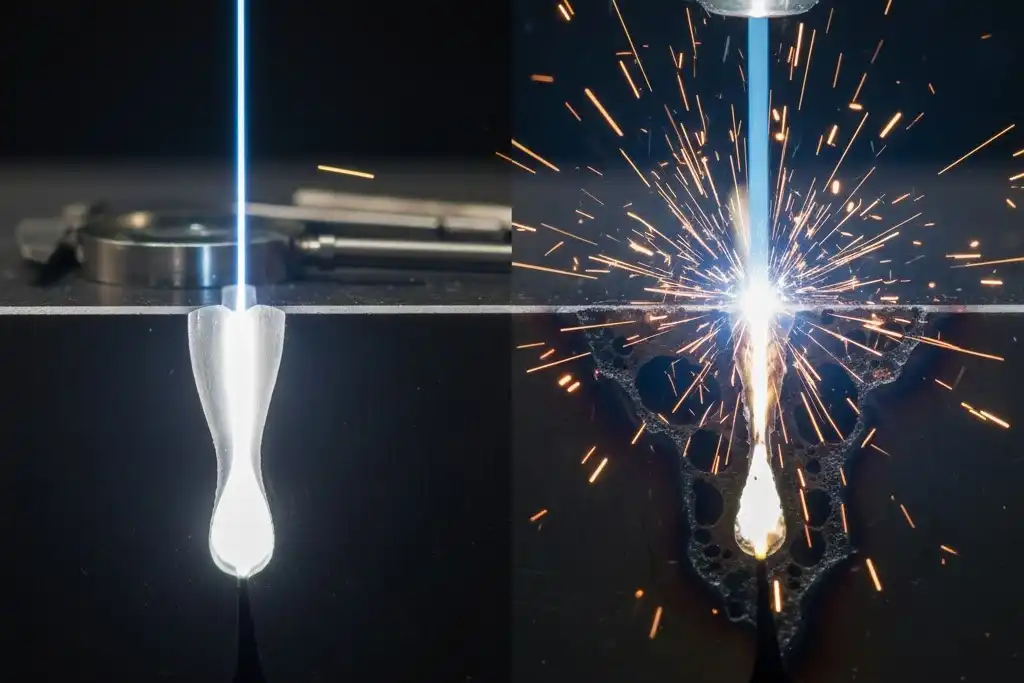
| Keyhole Effect | Deep welding makes a narrow hole. This lets the laser go deeper. |
| Depth-to-Width Ratio | Laser welding can reach a 10:1 ratio. This spreads stress better than old welding methods. |
| Metallurgical Changes | Laser welding makes a fine microstructure. This helps the weld’s mechanical properties. |
Note: Always use the right tools to measure seam depth and width. This helps you find problems early.
Defect-Free Surface
A defect-free surface is a sign of a good laser welding seam. You should look for common defects and know how often they happen. The table below lists the most common surface defects and where you might see them:
| Defect Type | Description | Frequency in Mass Production |
|---|---|---|
| Welding Porosity | Nitrogen gets in the molten pool and makes bubbles. | Common in lithium battery welding, especially positive electrodes. |
| Undercut | Materials do not join well, leaving gaps or grooves. | More likely in sealing pre-welding of cylindrical and square covers. |
| Weld Cracks | Large shrinkage forces cause cracks before the weld hardens. | Common in continuous laser welding. |
| Spatter | Metal drops fly out during welding and hurt surface quality. | Can happen in many applications. |
You should always check for these defects after welding. A clean, smooth surface means the seam is likely strong and reliable.
Alert: If you find any of these defects, you should change your welding process before making more parts.
Inspection and Testing Methods
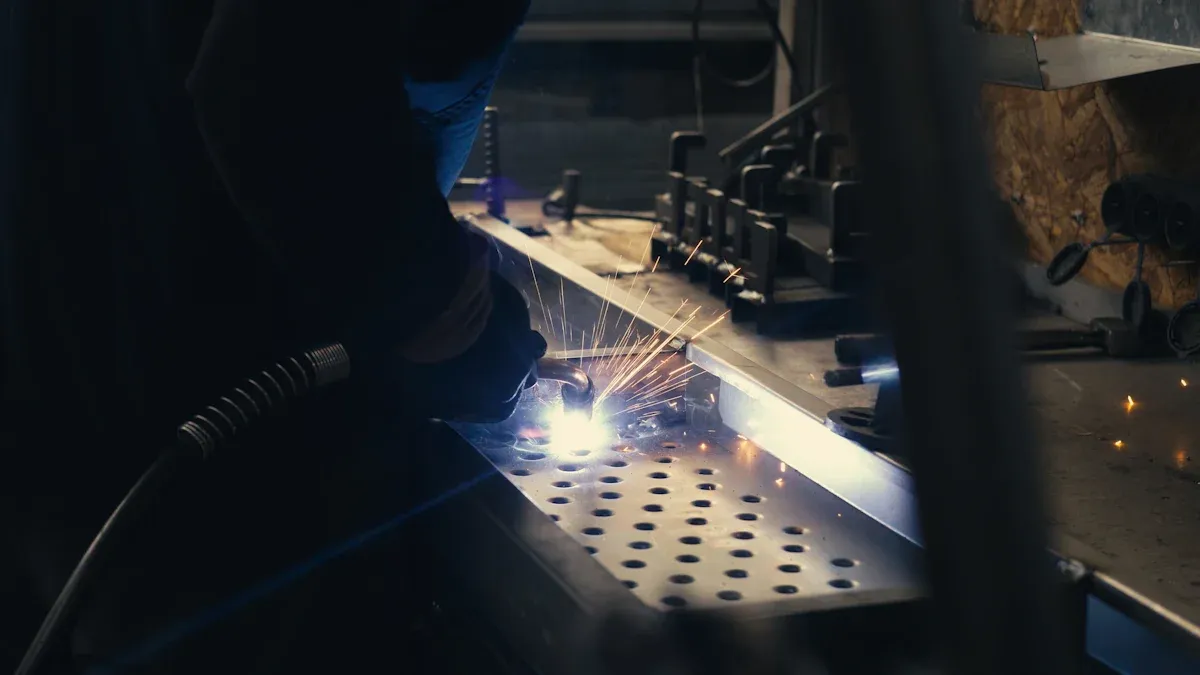
Visual Inspection
Start by looking at the laser welding seam with your eyes. Good lighting helps you see small details better. Use a magnifying glass or camera to find tiny cracks or pores. Check for uneven spots as you move along the seam. Look for changes in width or color. If you see burn marks or spatter, there may be a problem. Rough areas can also mean trouble. Try to check both sides of the weld if you can. Write down what you notice so you can compare with other seams.
Tip: Clean the seam before you look at it. Dirt or dust can hide problems.
Strength Testing (Tensile, Bend, Impact)
You need to know if the seam is strong enough. Strength testing helps you find out. Here are the main tests you can use:
- Tensile Testing: Clamp the welded joint and pull it apart slowly. Measure how much force it takes to break the seam. This shows how strong the seam is.
- Bend Testing: Put the seam in a machine that bends it. Watch for cracks or breaks as you bend the joint. This test shows if the seam is tough and flexible.
- Impact Testing: Hit the seam with a hammer or a swinging tool. Measure how much energy the seam takes before it breaks. This test checks if the seam can handle sudden hits.
Use these tests to compare different welds. Strong seams last longer and work better in real jobs. The table below shows how seam conditions affect how long they last:
| Weld Condition | Fatigue Strength | Observations |
|---|---|---|
| With Gap | Much lower | Results change a lot |
| Without Gap | Similar strength | Quality stays the same |
| Local Evaluation | Less change | Good for putting data together |
If you see a big drop in strength, look for gaps or uneven welding.
Non-Destructive Testing
You can check inside a laser welding seam without breaking it. Non-destructive testing helps you find hidden problems. One way is laser thermography. This uses a laser to heat the seam and an infrared camera to watch the heat move.
| Feature | Description |
|---|---|
| Method | Laser thermography uses infrared imaging and laser heating. |
| Flexibility | Works on many shapes and materials. |
| Inspection Process | Checks inside the seam for problems without touching it. |
| Heat Application | A laser heats the seam, and the camera watches the heat spread. |
| Real-time Monitoring | Shows heat flow live, so you can see if the seam is bonded well. |
| Phase Imaging | Makes pictures of heat flow under the surface, not affected by dirt or scratches. |
| Automation | Fits into automated lines for quick, repeatable checks. |
| Applications | Used for aluminum, steel, and copper parts up to about 1 mm thick. |
| Proven Use | Over 100 factories use this system worldwide for fast seam checks. |
Non-destructive testing helps you find problems early. This saves time and money because you do not have to cut or break parts.
Intelligent Seam Inspection
Smart systems can check laser welding seams quickly and well. These systems use sensors and cameras to find defects you might miss. Some systems watch the seam as you weld and change the path if needed. Others scan the seam after welding and find tiny cracks or gaps.
| System Type | Features | Applications |
|---|---|---|
| Zero Gap Welding Seam Tracking System | Finds gaps near 0mm, changes welding path as you work | Door rings, pipelines, pressure vessels |
| Online Tracking & Offline Finding Sensors | Fast, accurate tracking for many welding types | Sheet metal boxes, pipelines, kitchenware |
| Medium-Thick Plate Welding Seam Tracking | Fixes poor consistency, keeps weld bead in the right place | Machinery, steel structures, auto industry |
Many smart systems use optical coherence tomography (OCT) to check seams as you weld. These systems can find and sort defects without slowing down work. They use special models to compare seam features with known defect patterns.
- Automated systems check many weld points in just seconds.
- Companies like BMW say these systems find defects very well.
- Some tests show that accuracy can be over 99%.
Alert: Smart inspection systems help you find small defects before they get worse. You can trust these systems for quick, reliable checks.
Process Factors Affecting Seam Quality
Laser Control and Parameters
You need to set the laser controls carefully to get a strong, clean seam. Peak power and pulse width matter most. Peak power decides how deep the laser goes into the metal. Pulse width changes both the depth and the width of the weld. If you use high peak power with a short pulse, you get a narrow, deep weld. This can cause a high thermal cycle. A longer pulse makes the weld wider and lowers the thermal cycle, which can help the seam quality.
Follow these best practices to set your laser for the best results:
- Adjust frequency for your material. Higher frequency gives smoother cuts but may slow you down.
- Focus the laser well. Good focus means more energy goes into the weld.
- Pick the right gas and pressure. Use nitrogen for non-ferrous metals and oxygen for steel. Set the pressure to cut fast but avoid too much dross.
- Test your settings on scrap material.
- Remember, changing one setting can affect others.
- Check the manufacturer’s advice for your machine.
- Keep your laser cutter clean and well-maintained.
Tip: Always test your settings before starting a big job.
Material Preparation
Good material prep stops many welding problems before they start. You should always pick the right material, clean it well, and check for compatibility. Clean surfaces help the laser work better. Dirt, oil, or rust can block the laser and cause weak welds or pores. Use materials with few impurities to avoid cracks and porosity. The thickness of your material changes how much power you need.
Common mistakes in material prep include:
- Leaving oil, dirt, or oxides on the surface.
- Using the wrong shielding gas or setting the flow rate wrong.
- Not matching the laser power, speed, or focus to the material.
Alert: Even small bits of dirt can ruin a weld. Always clean before you weld.
Welding Speed and Alignment
You must control the welding speed and keep the laser aligned. If you move too fast, the weld may not join well. If you go too slow, you can overheat the metal and cause defects. Keep the laser beam right on the seam. Misalignment can waste material and make weak spots.
A simple checklist for this step:
- Set the right speed for your material and thickness.
- Watch the seam as you weld to keep the beam on track.
- Adjust your setup if you see uneven seams or burn marks.
Note: Practice helps you find the best speed and alignment for each job.
Advanced Tools for Seam Assessment
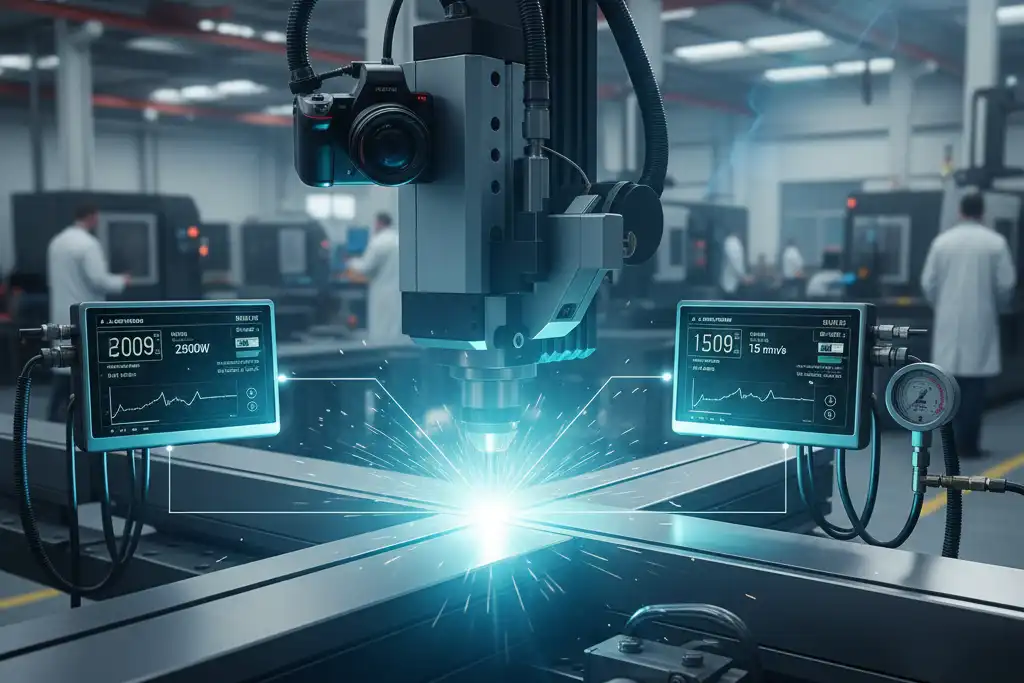
Automated Vision Systems
Automated vision systems help check laser welding seams fast. These systems use cameras and sensors to scan the weld. You get feedback right away about seam quality. They find small defects that people might not see. Automated vision systems work much faster than checking by hand.
Here is a table that shows how automated vision systems and traditional inspection methods compare:
| Feature | Automated Vision Systems | Traditional Inspection Methods |
|---|---|---|
| Accuracy | Up to 99.5% | N/A |
| Speed | 50% faster | N/A |
| Defect Detection Rate | 30% higher | N/A |
Automated systems can find 40-60% more defects. They help you catch problems early and keep products safe.
Tip: Use automated vision systems for big batches. You will save time and make better products.
Seam Tracking Technologies
Seam tracking technologies help keep the laser on the seam. These systems follow the seam, even if the material moves. This makes your welds straight and strong. Modern seam tracking systems have many good points:
- Laser seam tracking gives very accurate results. You get fewer defects and better welds.
- Automated tracking makes you work faster and need less manual help.
- Smart systems change settings for different shapes and seams.
- You waste less material and save money with good control.
- Remote operation keeps you safe from harm.
You can use seam tracking for many things, like car parts and pipelines.
Quality Control Software
Quality control software helps you track and study every weld. You can set alerts for defects and look at job data. The software helps you find problems before they get worse. You can use reports to show your team how to improve. Many programs work with automated vision and seam tracking systems. This gives you a full view of your welding quality.
Note: Use quality control software to keep good records. This helps you meet rules and pass checks.
You can judge laser welding seam quality by following clear steps. Start with visual checks, then use strength tests and smart inspection tools. Case studies show that different welding strategies change surface roughness. See the table below:
| Parameter Set | Surface Roughness (Ra) | Observations |
|---|---|---|
| #1 | 7.4 µm | Lowest roughness with linear stitched weld strategy. |
| #6 | 32.2 µm | Highest roughness from high energy and dynamic changes. |
| #2 | ≈ 10 µm | Moderate roughness with beam oscillation. |
For routine checks, use this checklist:
- Clean joint surfaces before welding.
- Remove grease and oil with acetone.
- Scrub off rust or coatings with a wire brush.
- Make sure the material is dry.
- Inspect optics and gas supply daily.
- Check chiller and filters weekly.
- Test safety functions monthly.
Keep learning and update your process as technology improves. This helps you make strong, reliable welds every time.
FAQ
What tools help you inspect laser welding seams?
You can use magnifiers, cameras, and automated vision systems. These tools help you spot cracks, pores, and uneven spots. For deeper checks, try non-destructive testing like laser thermography.
How do you fix common seam defects?
First, clean the material before welding. Adjust laser power and speed if you see cracks or pores. Use the right shielding gas. Test settings on scrap pieces to find the best results.
Why does seam consistency matter in production?
Consistent seams make products stronger and safer. You avoid weak spots and defects. Use seam tracking systems to keep welds even. Check each seam to make sure it matches your standards.
Can you judge seam strength without breaking the weld?
Yes. Use non-destructive tests like laser thermography or ultrasonic testing. These methods show hidden problems inside the seam. You keep the part whole and still check its quality.
What should you do before starting a welding job?
Clean all surfaces. Remove oil, dirt, and rust. Check your laser settings and focus. Test on scrap material. Make sure your equipment works well. Good preparation helps you get strong, clean seams.
What is the heat affected zone in laser welding
6 Downsides of Laser Welding for Manufacturers









