
Gas shielded welding is good for most daily jobs. It is reliable and can be used in many ways. When considering laser welding vs gas shielded welding, picking the right method is important. Your choice changes how good and fast your work is. In ship building, using the wrong welding can cause big leftover stresses. These stresses make things weaker and slow down your project. When you look at laser welding vs gas shielded welding, think about what your project needs and what results you want.
Key Takeaways
- Pick the best welding method for your project. Think about what material you have and how thick it is.
- Laser welding works well for quick and exact jobs on thin metals. Gas shielded welding is good for thicker stuff and normal work.
- Think about how much money you can spend. Laser welding costs more at first but can save money later because it works fast.
- Safety is very important for both ways of welding. Always follow the rules to keep safe from harm.
- Think about how good you want your welds to be. Laser welding makes cleaner and more exact welds. Gas shielded welding gives strong and steady joints.
Which Method Is Better?
Quick Answer for Common Uses
You may ask which welding is best for most jobs. People talk about laser welding vs gas shielded welding when they want strong and clean welds. Gas shielded welding works well for daily jobs. It gives steady results and fits many materials. You can use it for fixing things, building, and making metal parts. In car factories, workers use different welding types for special reasons:
- Resistance spot welding is quick and makes strong welds. This helps cars stay safe.
- Laser welding makes thin and tidy welds. There is less bending, so fancy cars look nice and stay tough.
- Arc welding can reach hard places. It is slower and not as exact.
- Friction stir welding is good for light metals like aluminum. It does not melt the metal, so the weld stays strong.
Laser welding is great when you need fast and exact work. It is best for thin metals or parts that must look perfect.
Key Factors to Consider
When you pick laser welding or gas shielded welding, think about what your project needs. The table below shows what matters most:
| Factor | Laser Welding | MIG Welding |
|---|---|---|
| Material Type | Good for thin materials | Better for thick materials |
| Thickness | Precise in thin sections | Strong for heavy assemblies |
| Precision Requirements | High precision, less distortion | Moderate precision |
| Budget Constraints | Higher initial cost | More affordable for big projects |
Tip: If you want quick and neat welds on thin metals, laser welding is best. For bigger jobs that need to save money, gas shielded welding works better and fits thick materials.
Always choose your welding method based on your project size, budget, and how you want it to look.
What Is Laser Welding?
How It Works
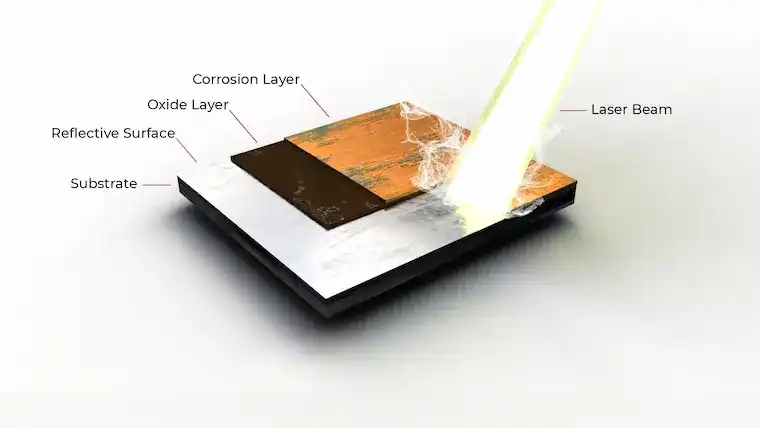
Laser welding uses a focused laser beam to join metal parts. You direct the beam at the spot where you want the weld. The laser creates intense heat in a small area. This melts the metal quickly and forms a strong bond. You can control the laser with high precision. The process works well for small parts and tight spaces. The unique optical properties of lasers let you reach areas that are hard to access with other welding methods.
You do not need to touch the metal with the welding tool. The laser does all the work from a distance. This means you get clean welds with less mess. You also see less distortion in the metal. The heat stays in a small zone, so the rest of the part stays cool. This helps you avoid warping or bending.
Tip: If you want neat welds and less leftover stress, laser welding gives you better results than many traditional methods.
Main Applications
You find laser welding in many industries. Car makers use it to build strong and light frames. Electronics companies use it for tiny parts, like sensors and batteries. Medical device makers choose laser welding for tools that need to be very clean and precise. Jewelry makers use it to join small pieces without leaving marks.
Here are some common uses for laser welding:
- Automotive manufacturing (body panels, gear parts)
- Electronics (microchips, circuit boards)
- Medical devices (surgical tools, implants)
- Aerospace (thin metal sheets, fuel lines)
- Jewelry (rings, chains, fine details)
Laser welding vs gas shielded welding comes up often when you need to pick the best method for thin materials or parts that must look perfect. You get fast, accurate, and clean welds with laser welding. You also save time on finishing work because the welds need less cleaning.
What Is Gas Shielded Welding?

How It Works
Gas shielded welding uses a special gas to protect the weld area. You create an electric arc between a wire or rod and the metal you want to join. The arc melts the metal and forms the weld. The shielding gas flows around the weld pool. This gas keeps harmful elements like nitrogen and hydrogen away. You get a cleaner weld and fewer problems like cracks or holes.
Here are the key parts of gas shielded welding:
- Shielding gases protect the molten weld pool from the air.
- Common gases include carbon dioxide, argon, helium, and oxygen.
- The choice of gas changes how stable the arc is, how much spatter you see, and how deep the weld goes.
Note: The right shielding gas helps you avoid porosity and makes your welds stronger.
Types (MIG, TIG)
You will find two main types of gas shielded welding: MIG and TIG.
- MIG Welding (Metal Inert Gas): You use a wire that feeds automatically. The wire melts and joins the metal. Argon or a mix of argon and carbon dioxide works well for MIG. This type is fast and easy to learn.
- TIG Welding (Tungsten Inert Gas): You use a tungsten electrode that does not melt. You add filler metal by hand. Argon is the most common gas for TIG. TIG gives you very clean and precise welds.
Each type fits different jobs. MIG works best for thick materials and big projects. TIG is great for thin metals and jobs that need neat welds.
Main Applications
You see gas shielded welding in many places. Car factories use it to build frames and body panels. Construction workers use it for steel beams and pipes. Artists use it to make metal sculptures. You can fix broken tools or build new machines with this method.
Here are some common uses:
- Automotive repair and manufacturing
- Building and construction
- Metal art and sculpture
- Shipbuilding and heavy equipment
When you compare laser welding vs gas shielded welding, you notice gas shielded welding fits many everyday jobs. You get strong welds and can work with thick or thin metals. The right gas and method help you finish your project with good results.
Laser welding vs gas shielded welding: Comparison
Speed and Efficiency
You want to finish your welding jobs quickly and with less effort. Laser welding gives you much higher speeds than gas shielded welding. You can reach speeds up to 1000 mm per second with laser welding. Most jobs run between 800 and 1000 mm per second. This means you finish projects faster and move on to the next task sooner. Gas shielded welding works at a slower pace, so you spend more time on each weld.
- Laser welding speeds: up to 1000 mm/s
- Typical laser welding range: 800–1000 mm/s
- Gas shielded welding: slower, takes more time per weld
Typical travel speeds depend strongly on material, thickness, laser power and mode. For example, 304/316 stainless, 0.5–1.0 mm, 1–2 kW CW typically reaches high speeds (≈10–20 m/min) while the same sheet in pulsed mode runs markedly slower; 1–3 mm steel at 2–4 kW CW commonly shows mid-range speeds (≈5–15 m/min). These ranges are industry-typical and sensitive to fit‑up, beam quality and shielding gas — based on IPG Photonics application notes and TRUMPF welding reports.
If you need to weld many parts or work on a production line, laser welding saves you time and boosts your efficiency.
Precision and Heat Input
Precision matters when you work with thin metals or need clean welds. Laser welding gives you high precision and keeps the heat in a small area. This reduces the risk of warping or bending your parts. Gas shielded welding uses more heat, which can cause more distortion and less accurate welds.
Here is a table to help you see the differences:
| Feature | Laser Welding | Gas Shielded Welding |
|---|---|---|
| Precision | High for thin materials | Lower, more distortion |
| Speed | 3–10 times faster than arc welding | Slower |
| Heat Input | Minimal, less distortion | Higher, more distortion |
| Joint Integrity | Maintains joint strength | May weaken joint |
| Thin Metal Application | Ideal | Less effective |
You get better results with laser welding when you need neat, strong welds on thin materials.
Weld Quality
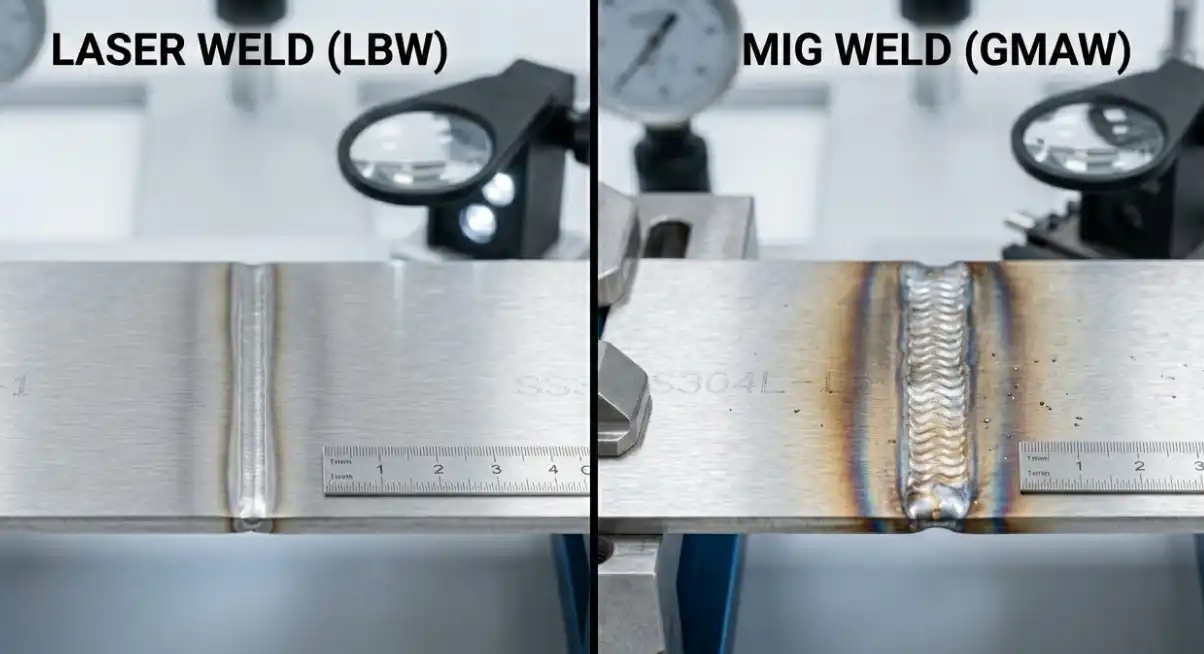
Weld quality affects how strong and clean your finished product looks. Laser welding creates smooth, narrow welds with little spatter. You see fewer defects and less leftover stress in your parts. Gas shielded welding gives you strong welds, but you may notice more spatter and rougher surfaces. You might need extra cleaning or finishing work.
For projects that need a perfect look or must meet strict standards, laser welding gives you higher weld quality.
Representative shop-floor comparisons
Case A — Automotive body panel (thin lap)
Parameters (typical)
| Item | Value |
|---|---|
| Material | Galvanized HSLA steel |
| Thickness | 1.2 mm |
| Joint | Single lap, 5–10 mm overlap |
| Laser source | Fiber laser, 4 kW optical |
| Beam dia. (at focus) | 0.4 mm |
| Travel speed | 5 m/min (~83 mm/s) |
| Mode | Continuous / CW or high-rep pulsed (vendor dependent) |
| Filler | None (autogenous) |
| Shielding gas | Argon, ~18 L/min (coaxial) |
| Acceptance | Visual + tensile: 97% first-pass |
| Rework rate | <1% (surface porosity grind/fill) |
SOP fragment (pilot):
- Pre-check: verify part fit-up, cleaning, and clamp to eliminate gaps >0.5 mm; confirm grounding and fume extraction on.
- Set laser: 4 kW optical, focus at surface -0 to +1 mm per vendor guidance; beam Ø 0.4 mm.
- Program travel: 5 m/min; gas Ar 18 L/min; enable interlocks and enclosure.
- Trial weld: run on sample coupon; inspect visually and perform 3 tensile or peel tests.
- QA: if porosity detected, reduce speed 10–20% or add fine filler wire; log parameters to process recipe.

Case B — Structural component (thick multi-pass)
Parameters (typical)
| Item | Value |
|---|---|
| Material | Carbon / structural steel |
| Thickness | 12 mm |
| Joint | V-groove butt, 60° included angle |
| Laser source | Fiber laser, 4 kW (root/fill) |
| Hybrid filler | ER70S-6, 1.2 mm |
| Wire feed | 12 m/min (fill passes) |
| Travel speed | 0.9–1.4 m/min (pass dependent) |
| Shielding gas | Ar/CO2 mix, 15–20 L/min |
| Acceptance | VT+UT: ~92–95% after parameter optimization |
| Rework rate | 3–8% initial; reduce with tuning |
SOP fragment (pilot):
- Preparation: cut and fit V‑groove to spec, clamp and tack to maintain root gap 0.5–1.5 mm. Verify preheat if required by spec.
- Setup: configure hybrid head (laser coaxial + MIG torch), set laser 3.5–4.0 kW for root, wire feed 8 m/min for root then 12–13 m/min for fill.
- Pass schedule: root (laser-assisted) at 0.9 m/min, 2–3 fill passes at 1.2–1.4 m/min, cap at 1.2 m/min; control interpass temp <200°C.
- QA: after welding, perform VT on all seams; sample UT on production frequency (e.g., 1 in 10 parts); adjust wire feed or travel speed if lack-of-fusion or porosity observed.
- Safety: ensure enclosure interlocks, fume extraction, and operator PPE; record interlock events in log.
Note: These are pilot-level recipes meant for reproducibility. Validate and lock parameters into a formal WPS/WPQR during site trials; adjust for grade, coating, and fit-up. Always follow laser safety and machine supplier guidance.
Material Compatibility
You need to know which method works best for your materials. Laser welding works well on thin metals and parts that need tight fits. It struggles with thick materials because it cannot always reach deep enough. You must also set up your parts with care and use skilled operators. Gas shielded welding handles a wider range of thicknesses and is more forgiving if your parts do not fit perfectly.
| Welding Technique | Limitations |
|---|---|
| Laser Welding | Limited penetration for thick materials, needs precise fit-up, skilled operator |
| Gas Shielded Welding | Handles more thicknesses, less sensitive to fit-up |
If you work with thin metals or need high accuracy, laser welding is your best choice. For thicker parts or less exact jobs, gas shielded welding gives you more flexibility.
Cost and Safety
Cost and safety play a big role in your decision. Laser welding systems cost more to buy and set up. You need trained workers to run the machines. Over time, you save money on labor and finishing because the process is faster and cleaner. Gas shielded welding costs less to start and is easier to learn. You spend more time on each weld and may need extra work to clean up the welds.
Safety is important in both methods. Laser welding uses powerful beams, so you must wear special eye protection and follow strict safety rules. Gas shielded welding creates fumes and sparks, so you need good ventilation and protective gear.
Think about your budget, training needs, and safety rules before you choose your welding method.
Compliance & safety checklist (summary)
- Laser class: design enclosed Class 1 operation where possible; treat open/process lasers as Class 4 with interlocks and LSO oversight (see ANSI Z136.1 and IEC/EN 60825‑1).
- PPE: wavelength‑rated eye protection (OD per MPE), FR clothing, gloves; respirators (P100/PAPR) when fume monitoring indicates risk.
- Ventilation: source capture LEV, HEPA (H14) + activated‑carbon stages, no unfiltered recirculation; monitor particulates and gases (OSHA OTM guidance).
- Programmatic: written SOPs, LSO, interlock/LOTO, training, and exposure records per OSHA 29 CFR 1910.1053.
When you compare laser welding vs gas shielded welding, you see clear differences in speed, precision, weld quality, material compatibility, cost, and safety. Laser welding is faster, more precise, and better for thin materials. Gas shielded welding gives you more flexibility and lower starting costs. Choose the method that fits your project needs and resources.
References
For standards and authoritative guidance referenced above, see: AWS D17.1 — Specification for Fusion Welding for Aerospace Applications (American Welding Society) at the AWS standards page; ANSI/ANSI Z136.1 — Safe Use of Lasers (Laser Institute of America overview); ISO standards (ISO 13919‑1/‑2, ISO 4063) via the ISO Catalogue; OSHA welding and laser guidance (OSHA welding safety; OSHA laser hazards); and manufacturer application libraries — TRUMPF laser welding resources, IPG Photonics technical resources, and Laserax application notes for practical implementation examples.
(See in-text anchors for direct links to each publisher landing page.)
Pros and Cons
Laser Welding

Laser welding has many good points if you want speed and accuracy. You can finish your work fast because lasers are much quicker than old methods. The laser does not touch the metal, so the parts do not wear out as fast. You save money on repairs since you do not need to buy many extra parts. The welds are clean and smooth, so you do not spend much time fixing them.
Laser welding helps you make neat welds every time. You can join different metals and make strong, tidy joints. This way works well for jobs that need very high quality, like in cars, electronics, and medical tools.
Pros:
- Fast welding makes you get more done.
- Clean welds mean you do not need much extra work.
- High accuracy helps you meet tough rules.
- You spend less on repairs over time.
- Machines can do more work with less help.
Cons:
- The machines cost a lot at first.
- Some metals, like aluminum and copper, are harder to weld.
- You need special lessons to use laser welding machines.
Laser welding is best for big jobs, thin metals, and when you need perfect welds. If you do not have much money or work with hard metals, it may not be the best choice.
Gas Shielded Welding
Gas shielded welding gives you steady results for fixing and keeping things working. You can weld thick pieces and many kinds of joints. The gas keeps your weld safe from dirt, so you get strong and clean joints. You also see less mess and fewer fumes, so your work area is safer and cleaner.
| Benefit | Description |
|---|---|
| Consistent, high-quality welds | Shielding gas keeps welds free from defects and spatter. |
| Versatility | Works with many joint types and positions. |
| Good penetration | Welds thick materials with control over the weld pool. |
| Minimal slag | Less cleaning needed after welding. |
| Reduced fumes | Cleaner air and safer working conditions. |
Cons:
- You need skill to get the best welds.
- The process is harder to move because you need a wire feeder and gas.
- Wind can make welding more difficult.
- You must keep metals clean or the welds will not be strong.
- It is hard to get perfect welds because dirt can get in.
Gas shielded welding is good for fixing things, building, and working with thick metals. You may have trouble in small spaces or when you need very exact welds.
Choosing the Right Method
Project Needs
You should always start by looking at what your project needs. The type of material, its thickness, and the level of precision you want will help you decide which welding method to use.
Laser welding is generally better suited to thin and mid‑thin sections where minimal heat input and low distortion matter. Typical practical bands are ~0.5–3 mm for stainless, ~0.5–2.5 mm for carbon steel, and ~0.5–2 mm for aluminum; thicker plates usually require high‑power lasers, multi‑pass preparation or hybrid laser+arc approaches. For heavy sections and poor fit‑up, MIG/MAG remains more tolerant and economical.
Tip: Think about the shape and size of your parts before you choose a welding method. High precision matters most for projects with complex designs.
Budget and Results
Your budget will play a big role in your choice. You need to balance the cost of the equipment with the results you want.
- Traditional welding machines cost between $1,000 and $10,000. These machines fit most small shops and repair jobs.
- Laser welding machines cost much more. The price can range from $4,000 to over $500,000. You also need to plan for yearly operating costs, which can be between $50,000 and $120,000 per machine.
- Laser welding costs more at first, but you get faster work and better results. This can save you money if you do a lot of welding.
- If you need to keep costs low and only need moderate quality, shielded metal arc welding (SMAW) can help you save 15-20% on material costs.
Note: If you want the best results and can spend more, laser welding is a smart choice. For smaller budgets, traditional welding methods work well.
There are big differences between laser welding and gas shielded welding. Laser welding is good for jobs that need to be done quickly. It works well with machines that do the work by themselves. You get very exact welds with laser welding. Gas shielded welding is better for jobs you do by hand. It lets you control the weld and is good for careful work. The table below shows how each method is different:
| Feature | Laser Welding | Gas Shielded Welding |
|---|---|---|
| Speed and Automation | High-volume, automated | Slower, manual |
| Precision | Intricate welds | Delicate work |
| Hybrid Techniques | Available | Limited |
Tip: Think about what your project needs. Check your budget and how much skill you have. Choose the welding method that fits your goals.
FAQ
What materials can you weld with a laser welder?
You can weld stainless steel, mild steel, aluminum, titanium, and some alloys. Laser welding works best on thin metals. You need to check if your material matches the laser type.
Is gas shielded welding safe for beginners?
Gas shielded welding is safe if you follow safety rules. You must wear gloves, a welding helmet, and use good ventilation. You should learn basic skills before starting.
How do you choose between MIG and TIG welding?
You should use MIG welding for fast jobs and thick metals. TIG welding gives you cleaner welds and works well for thin metals. Your choice depends on your project needs.
Does laser welding need special training?
Laser welding needs special training. You must learn to set up the machine and control the laser. You also need to follow strict safety steps to protect your eyes and skin.








