You often hear welders talk about the Heat-Affected Zone (HAZ) when they discuss weld quality. The Heat-Affected Zone (HAZ) is the area of metal next to the weld or cut that changes because of the heat from the process. You need to pay close attention to this zone because it can become the weakest part of a weld.
- This area can develop problems like hydrogen cracking or brittleness, which may cause the weld to fail.
- Microstructural changes can lower toughness, making the metal more likely to break.
- When you control heat input and use the right treatments, you help keep the HAZ strong and reliable.
Key Takeaways
- The Heat-Affected Zone (HAZ) is the area next to the weld that changes due to heat, affecting weld strength.
- Problems like cracking and brittleness can occur in the HAZ, making it the weakest part of a weld.
- Controlling heat input and using proper treatments can keep the HAZ strong and reliable.
- Different welding methods affect the HAZ size; laser welding creates a smaller HAZ than oxyfuel welding.
- Post-weld treatments like heat treatment can improve the mechanical properties of the HAZ.
Heat-Affected Zone (HAZ) Basics
HAZ Definition in Welding
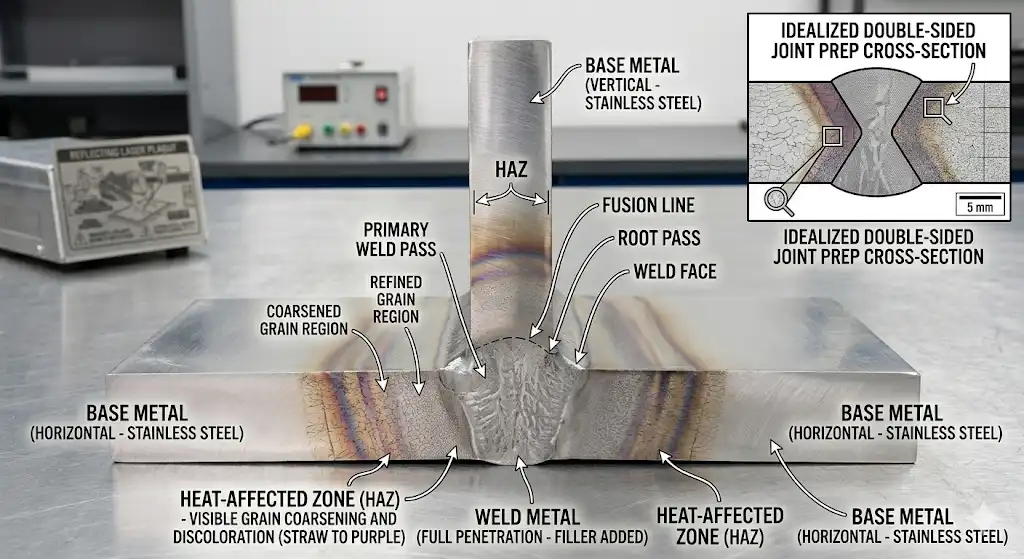
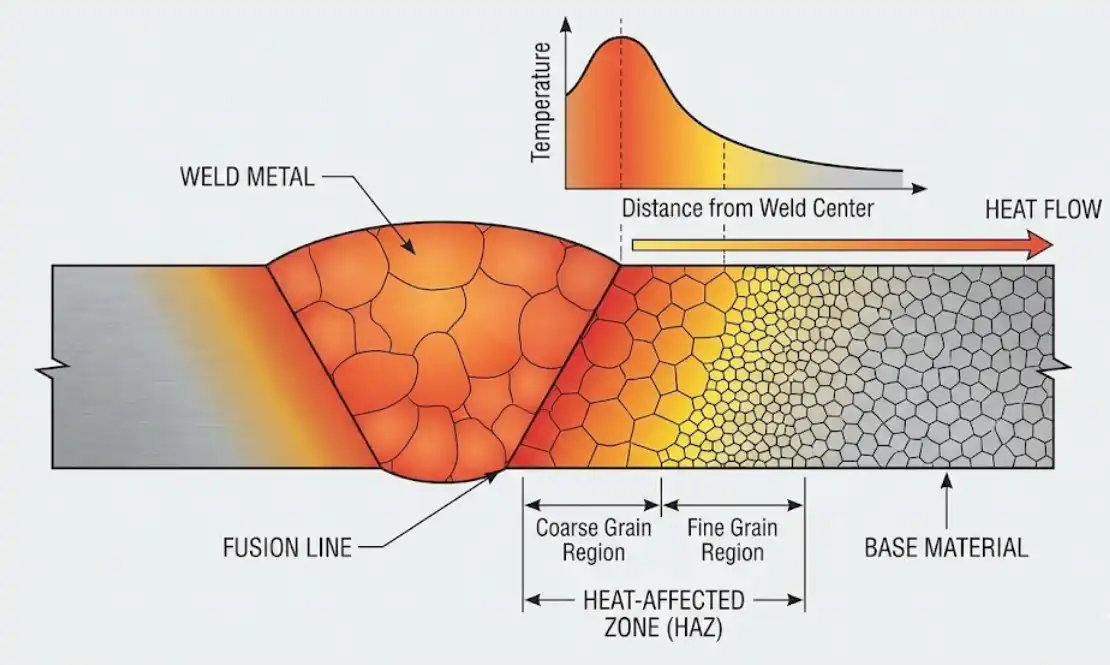
You can find the Heat-Affected Zone (HAZ) in the area between the weld or cut and the untouched base metal. This zone does not melt, but it gets hot enough to change its structure. When you weld or cut metal, the heat spreads out from the main area. The metal in the HAZ experiences changes at the microscopic level. The grains in the metal can grow larger or change shape. Sometimes, the metal becomes harder or softer. These changes happen because the metal heats up quickly and then cools down fast. You may see a band or a different color next to the weld. This shows where the HAZ is located.
Why HAZ Matters
You need to understand the Heat-Affected Zone (HAZ) because it affects how strong and safe your welds are. The HAZ is often the most vulnerable part of a welded joint. Problems in this area can lead to failures, even if the weld itself looks perfect. Here are some reasons why the HAZ is important for welders and engineers:
- The HAZ goes through microstructural changes because of the heat.
- Rapid heating can make the grains in the metal grow larger.
- Fast cooling can create hard and brittle areas, like martensite.
- The hardness in the HAZ can change from one spot to another, which affects how much weight the joint can hold.
- Issues like grain growth, hardness changes, and leftover stresses can happen in the HAZ.
- If you do not control the HAZ, you may see:
- Lower toughness or flexibility
- More risk of cracking
- Higher chance of rust or corrosion
- Welds that fail early when under stress
You may also notice other problems if you do not manage the HAZ well:
- The metal can warp or crack because of too much heat.
- High temperatures can make the metal brittle and weak.
- If you use too little heat, the metals may not join well, leading to weak spots.
- Too much heat can make the metal too hard, which increases the risk of cracks.
- Poor heat control can lower the strength, toughness, and flexibility of the welded joint.
Many weld failures start in the HAZ, not in the weld itself. When you pay attention to the HAZ, you help make sure your welds stay strong and last longer.
HAZ Formation and Influencing Factors
Welding and Cutting Processes

Different welding and cutting methods change the Heat-Affected Zone (HAZ) in their own ways. Some methods use more heat or focus heat in a small spot. This can make the HAZ wider or smaller. The table below shows how each method affects the HAZ:
| Factor | Effect on HAZ |
|---|---|
| Cut speed | Faster speeds make the HAZ smaller. |
| Amperage (plasma cutting) | More amperage makes the HAZ smaller. |
| Type of metal | Higher heat and longer cuts make a wider HAZ. |
| Oxyfuel welding | More heat makes the HAZ bigger. |
| Laser welding | Focused heat makes a small HAZ. |
| Arc welding | HAZ size is between oxyfuel and laser. |
You can use this table to see how each process changes the HAZ. For example, laser welding gives a small HAZ because it uses focused heat. Oxyfuel welding makes a bigger HAZ because it spreads heat out.
Factors Affecting HAZ Size
Many things can change how big the HAZ gets during welding. You should watch these things:
- Welding settings like heat, current, voltage, and speed
- What the metal is made of, like how much carbon is in steel
- How the metal handles heat, like how fast it heats up or cools down
You can control some of these by changing your welding settings or picking the right metal.
Material-specific HAZ points
- Carbon steel — Feature: coarse-grained CGHAZ and possible martensite formation; Risk: hard, brittle zones and hydrogen‑induced cracking; Control: preheat and PWHT or reduced heat input to slow cooling and temper martensite (see CWB Group HAZ overview).
- Stainless steel — Feature: sensitization (chromium carbide precipitation) in HAZ; Risk: intergranular corrosion and reduced corrosion resistance; Control: minimize heat input and use low‑carbon or stabilized grades and rapid post‑weld cooling (TWI guidance).
- Aluminum alloys — Feature: precipitate dissolution and softening in HAZ; Risk: loss of strength and fatigue life; Control: use low heat‑input processes (GTAW/laser) and appropriate post‑weld heat treatment where applicable (Inspectioneering overview).
Visible HAZ Characteristics
You can often see the HAZ by looking for color changes or bands near the weld. The metal grains in this area get bigger from the heat. Sometimes, you see a soft spot in the HAZ if the metal cools slowly. This soft spot can look bigger if it takes longer to cool. These changes help you find the HAZ and check your weld.
HAZ Effects on Material Properties
Mechanical Strength Changes
The Heat-Affected Zone (HAZ) can change how strong the metal is after welding. The metal here often gets weaker or more brittle. This happens because heat changes the grains inside the metal. The HAZ is where welds often fail. The table below shows what happens in the HAZ from experiments:
| Aspect | Description |
|---|---|
| HAZ Role | The HAZ is a common region for weld failures, directly linked to microstructure changes. |
| Microstructure Control | Controlling the microstructure in the HAZ is essential for ensuring weld quality and preventing failures. |
| Experimental Validation | The study compared actual welds under different conditions with predictions from a microstructural model, showing good agreement. |
| Mechanical Properties | The research indicates that the predicted microstructure correlates with hardness and other mechanical properties of the HAZ. |
Many weld failures originate in or near the HAZ because microstructural changes and residual stresses concentrate damage there; incidence varies by material and process, so cite specific studies for quantitative rates.
Corrosion Resistance Impact
The HAZ can also change how well the metal fights rust. Welding heat changes the inside of metals like stainless steel. This can make the HAZ rust or corrode more easily. Here are some common effects:
- The HAZ changes the inside of stainless steel, which can hurt its ability to fight rust.
- Chromium carbides form in the HAZ, using up chromium near the grains.
- This makes it harder for the metal to form a protective layer, so it can rust between the grains.
- Picking the right filler and treating the weld after can help stop rust.
A study found less chromium in the HAZ and new oxides along the grains. This started rust between the grains and caused breaks.
You might also see stress corrosion cracking in the HAZ, especially in stainless steel. This happens when water or air has oxygen. Pitting can start in the ferrite part of the hot HAZ. If you look closely, you may see spots with less chromium around some particles, which makes pitting worse.
Structural Integrity Issues
The HAZ can also make welded joints less safe. Here are some problems you might see:
- The fine-grain HAZ is the softest part of the HAZ.
- If the weld is weaker or the HAZ is soft, the joint can stretch less before breaking.
- A soft HAZ makes the weld less strong, so it can break more easily.
The HAZ is not the same everywhere. It has coarse grain and fine grain areas. These spots can start cracks because they are brittle and stressed. Defects in the HAZ are places where cracks can begin. If you do not find these defects, cracks can grow and break the structure sooner. When both stress and rust are present, cracks can spread faster, especially if the structure moves or shakes.
Managing the Heat-Affected Zone
Controlling Heat Input
You can keep the Heat-Affected Zone (HAZ) smaller by using less heat. This helps stop problems from happening in the HAZ. There are many ways to control how much heat you use:
- Pick welding methods that use less heat, like TIG or laser welding.
- Change settings such as amperage, voltage, and speed to lower the heat.
- Preheat the base metal so it heats up evenly and does not get stressed.
- Use heat treatment after welding to take away stress and make the metal better.
- Choose filler materials that are like the base metal for a good weld.
- Control how fast the metal cools to stop it from getting too hard or cracking.
- Use narrow groove welds so you do not need as much heat.
Optimizing Welding Techniques
You can also make the HAZ better by picking the right welding ways and settings. The table below shows what happens when you change welding settings:
| Parameter | Effect on HAZ |
|---|---|
| Welding Current | More current makes a deeper weld and a bigger HAZ. Less current may not join metals well. |
| Welding Voltage | More voltage makes the arc longer and the bead wider, which can cause problems. |
| Travel Speed | Going faster uses less heat and keeps the HAZ small, but may not melt the metal enough. Going slower uses more heat. |
| Cooling Rate | Cooling fast makes small grains for better strength. Cooling slow makes big grains that are weaker. |
Some new welding methods, like laser welding, make a small and exact HAZ. Friction stir welding makes almost no HAZ because it does not melt the metal. Older ways like TIG and MIG usually make a bigger HAZ.
Post-Weld Treatments
After you finish welding, you can use special treatments to help the HAZ. Preheating before welding slows cooling and stops the metal from getting brittle. Heat treatments after welding, like stress-relieving or annealing, change the metal and take away stress. The table below shows some common heat treatments and what they do:
| Post-Weld Heat Treatment | Temperature | Duration | Improvement in Mechanical Properties |
|---|---|---|---|
| Natural Aging | N/A | N/A | Makes the metal much better |
| Artificial Aging (HT1) | 190 °C | 24 h | Makes the metal the best |
| Artificial Aging (HT2) | 423 °C | 12 h | Makes the metal a bit better |
Normalizing and annealing make the grains smaller and help the metal be stronger and harder. These treatments help the metal get back its good properties and make the weld safer and stronger.
You now know what the Heat-Affected Zone (HAZ) is and why it matters in welding.
- This zone forms between the weld and base metal, where heat changes the metal’s structure and strength.
- If you do not manage it, you risk weak joints, corrosion, or even burn through.
- You can use methods like choosing the right cutting process, controlling heat, and using post-weld treatments to keep your welds strong.
Stay aware of HAZ effects to make sure your welded parts last and perform well.
References and Standards
- AWS structural requirements for carbon and low‑alloy steels are defined in the American Welding Society’s 2025 D1.1/D1.1M Structural Welding Code—Steel, which sets expectations for preheat, heat input control, and PWHT that influence HAZ properties.
- Welding procedure qualification boundaries for heat input and cooling rates are specified in ISO 15614‑1:2017 — Specification and qualification of welding procedures for metallic materials, Part 1 (ISO), covering arc and gas welding of steels and arc welding of nickel and nickel alloys.
- For stainless‑steel HAZ sensitization and intergranular corrosion evidence, see Welding Journal’s 2012 study on HAZ IGC in AISI 304, which documents increased IGC susceptibility in the HAZ under certain welding heat inputs and thermal cycles.
FAQ
What does the Heat-Affected Zone (HAZ) look like?
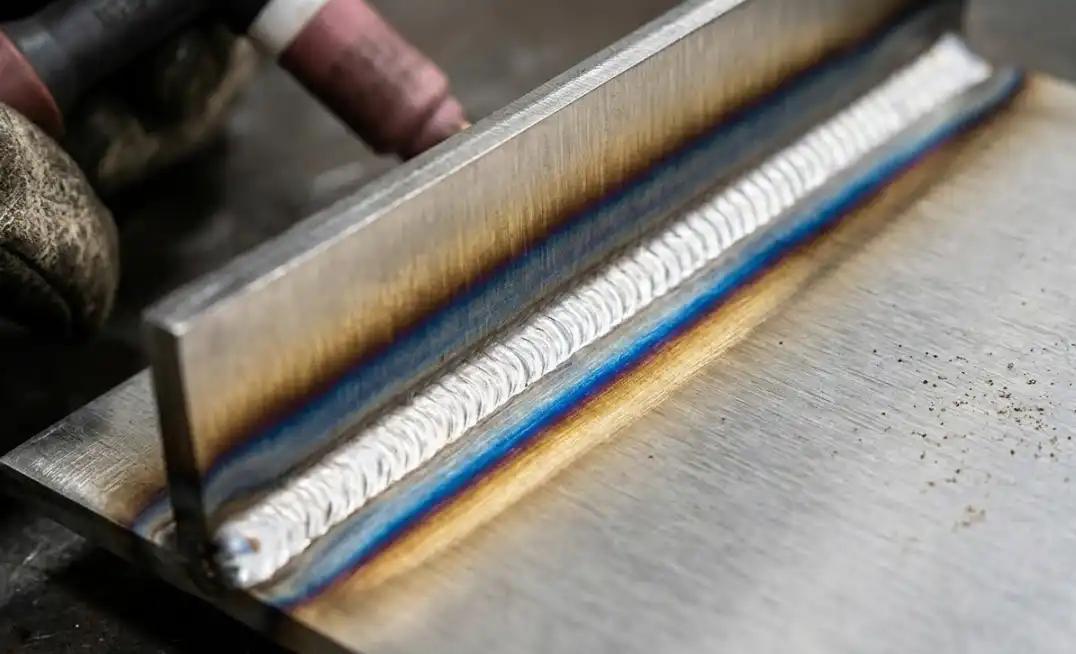
You can spot the HAZ as a band or color change next to the weld. The metal may look darker or lighter. Sometimes, you see a blue, brown, or straw-colored line.
What problems can happen in the HAZ?
You may see cracks, rust, or weak spots in the HAZ. These problems can make the weld fail early. Always check the HAZ for signs of damage.
What metals show the biggest HAZ changes?
Steel and aluminum show big changes in the HAZ. Stainless steel can lose its rust resistance. Each metal reacts differently to heat.
What can you do to control the HAZ?
- Use less heat.
- Pick the right welding method.
- Try post-weld treatments.
These steps help keep the HAZ small and strong.
What tools help you check the HAZ?
You can use a magnifying glass, hardness tester, or microscope. These tools help you see changes in the HAZ and find weak spots.








