

Sheet metal under 18 gauge (1.2 mm) loses structural rigidity fast — and according to the American Welding Society, thermal distortion is the single most common defect reported in thin-gauge fabrication, affecting roughly 60% of novice welds on material below 1.5 mm. If you’ve ever pulled a finished panel off the table only to find it buckled like a potato chip, the problem isn’t your skill — it’s uncontrolled heat input. Learning how to weld thin sheet metal without warping comes down to managing three variables: heat concentration, clamping strategy, and weld sequencing. The seven techniques below — drawn from production-floor practices in automotive and HVAC fabrication — give you a repeatable system to keep thin panels flat from first tack to final bead.
Why Thin Sheet Metal Warps During Welding
Steel expands roughly 0.6–0.7% per 100°C of temperature rise. That sounds trivial — until you concentrate a 3,000°C arc on a 1 mm sheet. The weld zone balloons outward while the surrounding metal stays cool and rigid, creating massive internal stress. Once the molten pool solidifies and contracts, something has to give. The result is distortion: buckling, bowing, or angular twisting that can render a finished part useless.
Three types of distortion dominate thin gauge work. Longitudinal shrinkage pulls the joint together along the weld line. Transverse shrinkage draws the plates toward each other across the joint. And angular distortion — the most common headache on sheet metal under 3 mm — tilts the workpiece like a hinge because the top surface absorbs far more heat than the bottom. Understanding these mechanisms is the first step in learning how to weld thin sheet metal without warping.
The thinner the material, the lower its stiffness — and stiffness is what resists distortion. A 1 mm sheet has only about 1/8th the bending resistance of a 2 mm sheet, making heat management exponentially more critical.
Why does this matter practically? Because every technique covered later — skip welding, chill bars, pulse settings — targets one of these three distortion modes. You can’t pick the right fix without diagnosing the right problem. The thermal distortion principles behind welding apply universally, but thin sheet metal amplifies them dramatically. Knowing why warping happens makes the how-to strategies ahead far more intuitive — and far more effective.
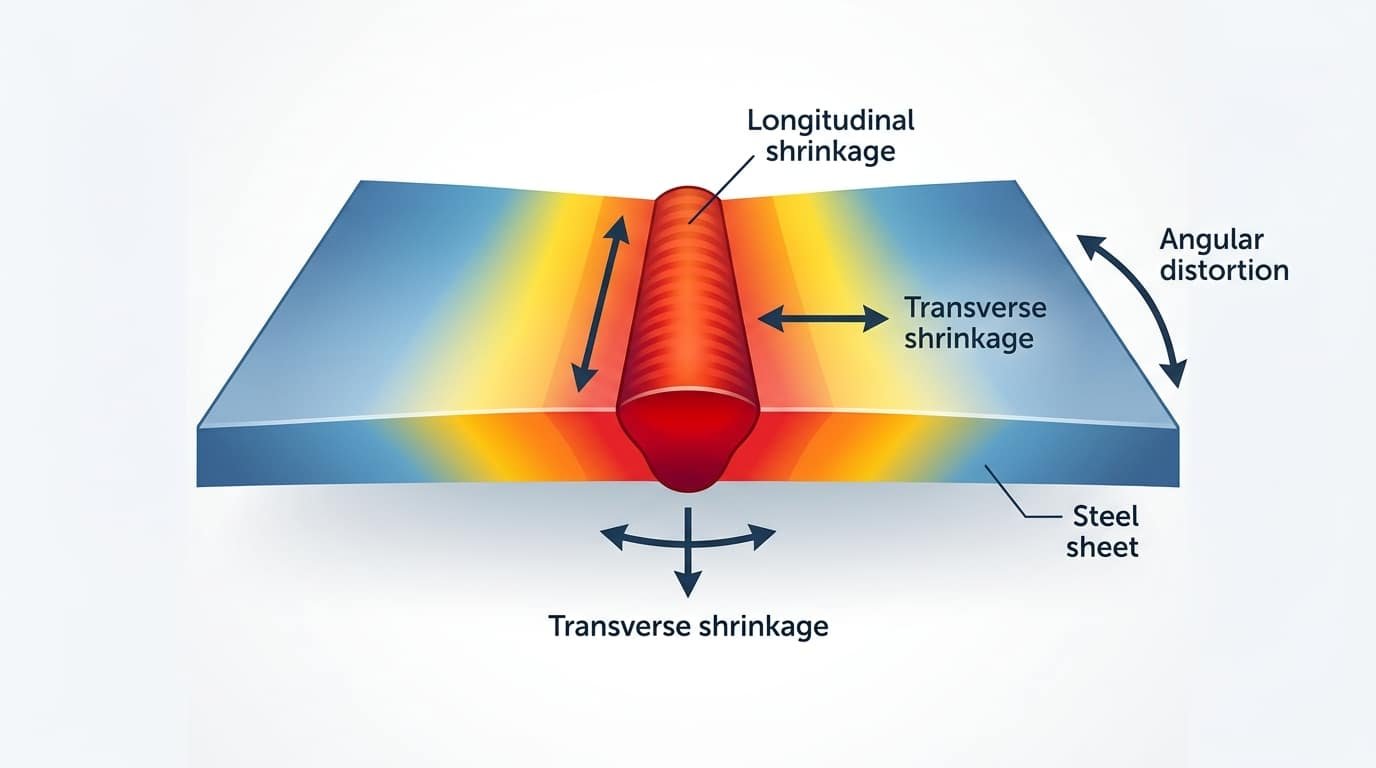
Diagram showing how localized heat causes warping when welding thin sheet metal — longitudinal, transverse, and angular distortion
Choosing the Right Welding Process for Thin Gauge Metal
Your process selection determines roughly 60% of the outcome when figuring out how to weld thin sheet metal without warping. The wrong torch on 22-gauge steel isn’t a minor inconvenience — it’s a guaranteed repair job. Here’s how the three main contenders stack up.
TIG (GTAW) — The Precision Choice
TIG welding delivers the lowest, most controllable heat input of any arc process. A skilled welder can pulse the amperage down to 5A, making it possible to fuse material as thin as 0.5 mm without burn-through. The tradeoff? Speed. TIG runs roughly 3–5 times slower than MIG on equivalent joints, which actually helps — slower travel with lower amps means a smaller heat-affected zone (HAZ). For visible cosmetic work on auto body panels or stainless enclosures, TIG is the default.
MIG (GMAW) — Fast but Risky
Short-circuit MIG transfer can work on thin gauge metal, especially with a 0.023″ or 0.030″ wire and 75/25 argon-CO₂ shielding gas. The problem is minimum heat input: most MIG machines bottom out around 30–40A, which is already aggressive on 24-gauge. Synergic MIG machines with pulsed settings narrow the gap considerably, but they cost $2,000–$5,000 more than a basic unit.
Resistance Spot Welding — Distortion’s Worst Enemy
If your joint design allows lap joints, skip the arc entirely. Spot welding concentrates current through a tiny contact area for milliseconds, producing almost zero residual distortion. The resistance welding process is how automotive OEMs join most body-in-white panels — a modern car body contains 4,000–5,000 spot welds precisely because the method keeps panels flat.
Practical rule: Use TIG for butt joints and visible seams, spot welding for lap joints, and pulsed MIG only when production speed justifies the added distortion risk.
Choosing the right process is the first real decision in learning how to weld thin sheet metal without warping — but process alone won’t save you. The techniques covered next make the difference between a flat panel and a potato chip.

TIG MIG and spot welding processes compared on thin sheet metal to prevent warping
7 Proven Techniques to Weld Thin Sheet Metal Without Warping
Knowing how to weld thin sheet metal without warping comes down to managing where heat goes and how fast it accumulates. These seven techniques work together — stack them for the best results.
- Skip welding (stitch welding) — Place short welds at staggered intervals instead of running one continuous bead. This distributes heat across the panel rather than concentrating it in a single zone.
- Back-step welding pattern — Weld each segment in the direction opposite to your overall travel. The technique can reduce longitudinal distortion by up to 30% compared to a straight continuous pass, according to TWI’s distortion guidelines.
- Heat sinks and chill bars — Clamp copper or aluminum backing bars directly behind the weld joint. They pull thermal energy away from the sheet almost instantly.
- Proper clamping and fixturing — Rigid fixtures resist the shrinkage forces that cause buckling. More clamps beat fewer clamps every time.
- Tack weld sequencing — Alternate tacks from the center outward or from opposing ends toward the middle. Never tack left-to-right in a straight line.
- Reduce heat input per pass — Drop amperage, increase travel speed, or shorten your arc length. Even a 10-amp reduction on 20-gauge steel makes a visible difference.
- Cooling intervals between welds — Let the panel return to near-ambient temperature before the next pass. A non-contact infrared thermometer is the cheapest insurance you can buy — aim for below 65 °C before resuming.
Each technique gets a deeper breakdown in the sections that follow. The real trick? Combine at least three of these simultaneously — skip welding alone won’t save a poorly fixtured panel.
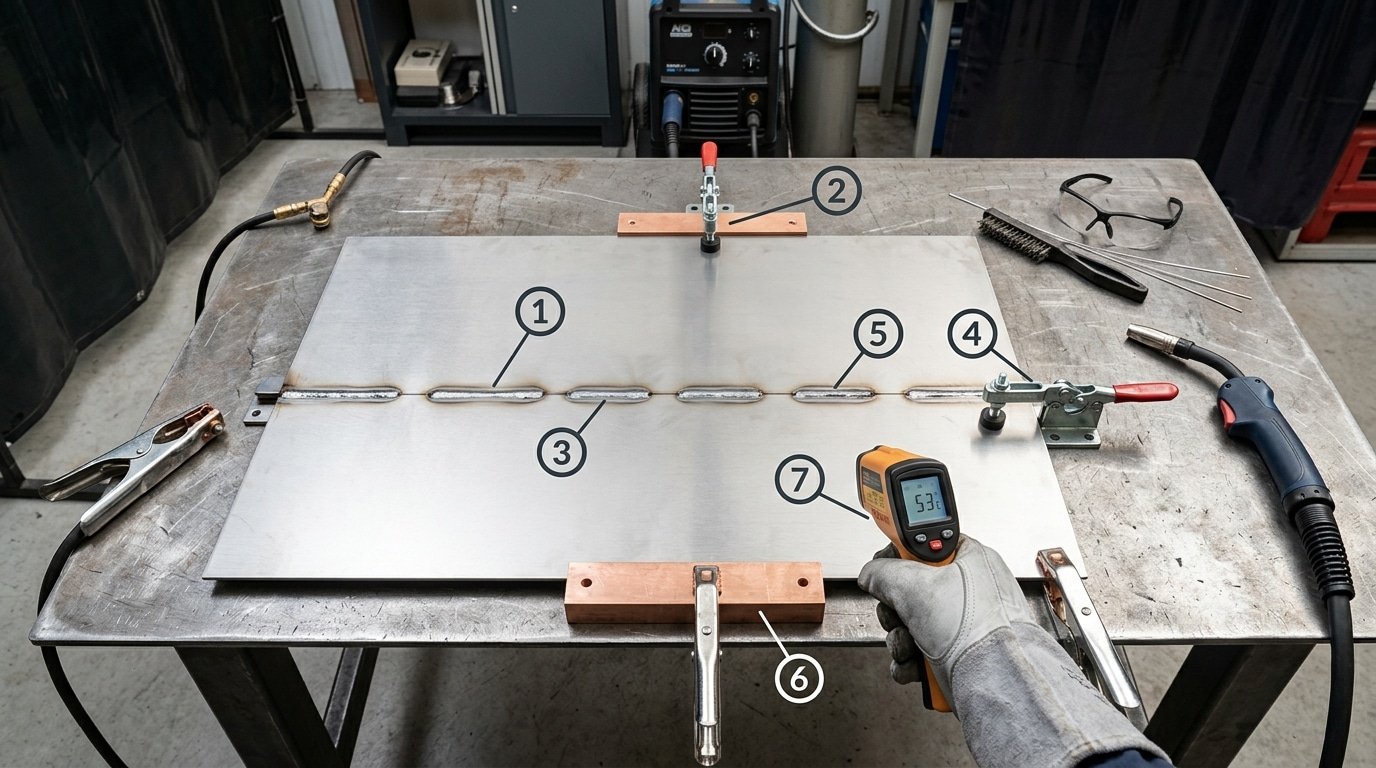
seven techniques to weld thin sheet metal without warping shown on a fixtured panel
Skip Welding and Back-Step Patterns Explained
Sequencing your welds is one of the most underrated strategies when learning how to weld thin sheet metal without warping. Instead of running a continuous bead from one end to the other, you break the seam into short segments and deposit them in a deliberate, non-sequential order. This spreads thermal input across the entire workpiece so no single zone accumulates enough heat to buckle.
Skip Welding (Intermittent Welding)
With skip welding, you divide a long seam into segments — typically 25–50 mm (1–2 in.) long — separated by unwelded gaps of equal or greater length. You weld segment 1, skip to segment 4, jump back to segment 2, then forward to segment 5, and so on. According to the American Welding Society’s distortion guidelines, this technique can reduce angular distortion by up to 50% compared to a single continuous pass on thin gauge panels.
Pro tip: On panels longer than 300 mm, number your segments with a soapstone marker before striking an arc. Skipping “by feel” almost always leads to uneven spacing and missed sections.
Back-Step Technique
The back-step method works differently. You still weld short segments (typically 50–75 mm), but each segment is welded in the direction opposite to your overall travel. So if you’re progressing left to right along a seam, each individual bead runs right to left. The result: each new deposit pulls slightly against the previous one, creating a self-balancing stress pattern rather than cumulative shrinkage in one direction.
Recommended Patterns by Application
- Long straight seams (e.g., ductwork): Combine skip welding with back-stepping — weld every other segment first, then fill the gaps, each segment back-stepped.
- Panel-to-frame joints: Start at the center of the panel and alternate outward toward both edges. This “center-out” sequence prevents the edges from pulling inward.
- Circular or curved seams: Use a “clock” pattern — weld at 12 o’clock, then 6, then 3, then 9 — to balance contraction forces symmetrically.
One common mistake: welding all segments on one half of a panel before touching the other half. Even with skip welding, that asymmetric heat input will bow the sheet. Always balance your deposits across the full workpiece.
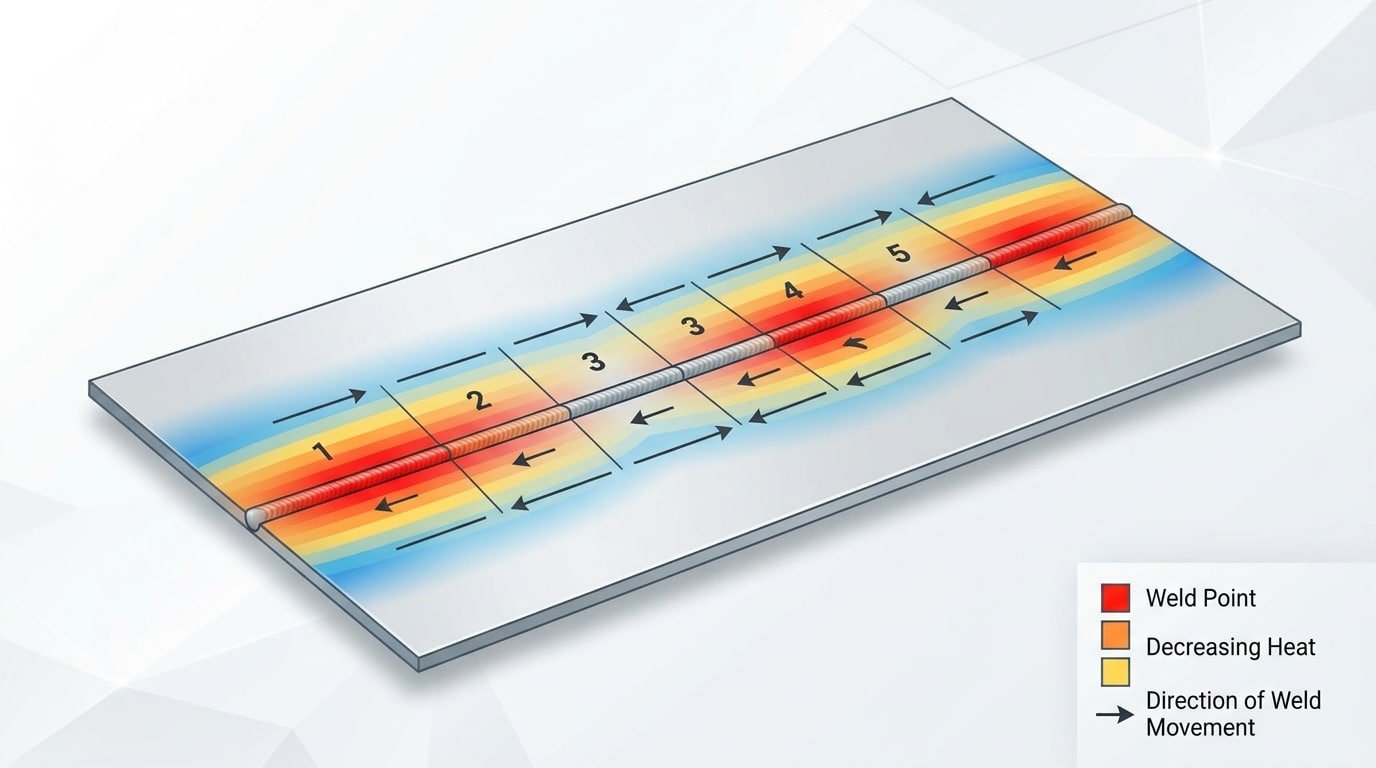
Skip welding and back-step pattern diagram for welding thin sheet metal without warping
Using Heat Sinks, Clamps, and Fixtures to Control Distortion
Copper backing bars are the single most effective passive tool for pulling heat out of the weld zone. Copper’s thermal conductivity — roughly 401 W/m·K — is nearly 17 times higher than mild steel’s. Place a copper flat bar directly behind your joint, and it acts as a heat sink that absorbs energy before it can spread laterally and buckle the panel.
Don’t have copper bar stock on hand? Aluminum chill blocks work well too, though they conduct about half as efficiently. Even a wet rag draped a few inches from the weld line can reduce peak temperatures by 15–20% in the surrounding metal. The key is proximity: position your heat sink within 10–15 mm of the joint without interfering with torch access.
Clamping Without Creating New Problems
Over-clamping is a real pitfall. Locking a panel rigidly at every edge traps residual stress inside the part — it looks flat when fixtured, then springs into a potato chip the moment you release it. A better approach: use intermittent clamps spaced every 100–150 mm along the seam, alternating sides. This restrains gross movement while allowing micro-expansion that relieves stress naturally.
- Toggle clamps — fast to engage, consistent pressure, ideal for repetitive production work.
- Locking C-clamps with copper jaw pads — doubles as a heat sink and a restraint.
- Tack-welded tabs — temporary tabs welded to scrap areas hold alignment, then get ground off after welding.
Understanding how to weld thin sheet metal without warping means recognizing that mechanical restraint and thermal management work as a team. Fixtures alone won’t save a bad heat input strategy, but combined with proper technique, they make consistent, flat results repeatable — even on 22-gauge panels.
Recommended Amperage and Settings by Sheet Metal Gauge
Dialing in the lowest effective heat input is the single most impactful variable when figuring out how to weld thin sheet metal without warping. Every extra amp you add beyond what’s needed for fusion translates directly into unnecessary thermal expansion — and distortion. The table below gives you concrete starting points for mild steel across TIG (GTAW) and MIG (GMAW) processes.
| Gauge | Thickness (in) | TIG Amperage | MIG Amperage | MIG Wire Feed (ipm) | Gas Flow (CFH) |
|---|---|---|---|---|---|
| 22 ga | 0.030″ | 20–40 A | 30–45 A | 100–150 | 15–20 |
| 20 ga | 0.036″ | 30–50 A | 35–55 A | 120–180 | 15–20 |
| 18 ga | 0.048″ | 40–70 A | 45–70 A | 150–220 | 20–25 |
| 16 ga | 0.060″ | 50–90 A | 55–90 A | 180–280 | 20–25 |
Use 0.023″ or 0.030″ ER70S-6 wire for MIG on anything 20 gauge or thinner — jumping to 0.035″ wire forces the machine to push more current just to melt the filler, which dumps excess heat into the base metal. For TIG, a 1/16″ 2% lanthanated tungsten electrode with a sharp taper gives the tightest arc cone and best heat concentration on gauges this thin.
Here’s a detail most guides skip: reduce your gas flow below 25 CFH. Cranking shielding gas to 30–40 CFH — a common beginner mistake — creates turbulence that pulls in atmospheric contamination and actually widens the heat-affected zone. According to Lincoln Electric’s shielding gas guidelines, a laminar flow between 15 and 25 CFH provides optimal coverage for most short-circuit MIG applications. A 75/25 argon-CO₂ mix remains the standard for thin mild steel MIG work, while pure argon is required for TIG.
Pro tip: On 22-gauge material, pulse MIG at 1–3 Hz with a peak-to-background ratio of roughly 2:1 can cut total heat input by up to 30% compared to constant-voltage short-circuit transfer — making it far easier to weld thin sheet metal without warping.
How to Fix Sheet Metal That Has Already Warped
Even when you know how to weld thin sheet metal without warping, distortion still happens. The real skill is knowing which correction method matches the damage — and when to cut your losses.
Mechanical Straightening with Hammer and Dolly
For mild warps in accessible panels, a body hammer paired with a low-crown dolly works best. Place the dolly behind the high spot, then tap lightly — never strike hard enough to stretch the metal further. Work from the edges of the distortion inward. On 20-gauge steel, experienced panel beaters can reduce a 3mm bow to under 0.5mm in roughly 10–15 minutes of careful work.
Controlled Heat Shrinking
An oxy-acetylene torch with a #1 or #2 tip lets you heat a tight spot (about 20mm diameter) to dull red — around 650°C — then quench it immediately with a wet rag. The rapid contraction pulls the surrounding metal inward, counteracting the warp. This technique, sometimes called heat shrinking, demands precision; overshoot the temperature and you’ll create new distortion worse than the original.
Stud Welder and Slide Hammer
For auto body and enclosed panels where you can’t reach behind the surface, weld a temporary stud to the low point, attach a slide hammer, and pull the dent out. Grind the stud flush afterward. This is standard practice in collision repair shops.
If the panel has been overheated to the point of grain growth — visible as a rough, orange-peel texture — no amount of hammering will restore its original strength. Re-cut the piece.
A practical rule: if the warp exceeds roughly 5% of the panel’s shortest dimension, or if you’ve already attempted two correction passes without meaningful improvement, re-cutting thin sheet metal is almost always faster and cheaper than chasing perfection on a compromised part.
Frequently Asked Questions About Welding Thin Sheet Metal
What is the thinnest metal you can MIG weld?
Most skilled operators can MIG weld down to 24-gauge (0.024 in / 0.6 mm) steel using short-circuit transfer and a low-amperage machine. Below that, you’re fighting burn-through no matter how fast you move. For anything thinner than 24-gauge, switch to TIG — it gives you the pedal control needed to weld thin sheet metal without warping or melting holes.
Does pulse welding actually reduce warping?
Yes, and measurably so. Pulse MIG and pulse TIG cycle between a high peak current (which creates fusion) and a low background current (which lets the puddle cool). Lincoln Electric’s technical resources note that pulsed MIG can reduce overall heat input by 20–30% compared to conventional spray transfer, directly cutting distortion on thin panels.
Should you weld thin metal to thick metal differently?
Absolutely. Aim the arc 70–80% toward the thicker piece. The thick section acts as a heat sink, so it needs more energy to reach fusion temperature while the thin side needs protection from excess heat. A slight torch angle of 10–15° off perpendicular, biased toward the heavy plate, balances penetration without blowing through the sheet.
What shielding gas works best for thin steel and aluminum?
For mild steel sheet, a 75% argon / 25% CO₂ mix (C25) keeps the arc soft and spatter low. Pure argon is the only real option for aluminum. On stainless steel thinner than 18-gauge, try a tri-mix — 90% He / 7.5% Ar / 2.5% CO₂ — to flatten the bead profile and minimize heat-affected zone width. Gas choice is a quiet but critical variable when learning how to weld thin sheet metal without warping.
Putting It All Together — Your Anti-Warping Checklist
Mastering how to weld thin sheet metal without warping isn’t about one silver-bullet trick — it’s the combination of process selection, heat management, and fixturing that keeps distortion under control. Print this checklist and tape it near your welding station.
- Choose the lowest-heat process your joint allows. TIG pulsed or MIG short-circuit for steel; TIG AC pulsed for aluminum.
- Clamp aggressively. Space fixtures every 50–75 mm along the joint and back the seam with copper bars.
- Set amperage at the minimum that still gives full fusion. A 10% reduction in current can cut distortion by roughly 20%, per the TWI distortion guidelines.
- Use skip-weld or back-step sequences. Never run a continuous bead from end to end.
- Allow interpass cooling. Keep the workpiece below 65 °C (150 °F) before starting the next segment.
- Tack in a balanced pattern — center first, then alternate sides outward.
- Practice on scrap of identical gauge and alloy. Dial in your settings there, not on the final part.
That last point deserves emphasis. Scrap practice exposes fit-up gaps, shielding-gas issues, and travel-speed habits before they ruin a finished workpiece. Spend ten minutes on offcuts; save an hour of rework.
Quick rule of thumb: if you can hold your bare hand 25 mm from the weld zone within five seconds of lifting the torch, your heat input is in the right ballpark for sheet metal under 1.5 mm.
Warping is never completely random. Every buckle traces back to excess heat, inadequate restraint, or poor sequencing. Control those three variables and thin-gauge welding stops being a gamble.
See also
How to Weld 304 Stainless Steel Thin Sheet: Step-by-Step Guide
What are the design specifications for welded lap joints?
What Is the Heat-Affected Zone HAZ in Welding



