
Silicon bronze (C65500) hits roughly 55,000 psi[1] tensile strength and shrugs off seawater.
While common yellow brass (C26000) tops out near 49,000 psi[2] and can crack under ammonia exposure within weeks. That single gap in stress-corrosion resistance is why marine engineers reach for silicon bronze and brass ends up in plumbing fittings instead.
This guide breaks down where each alloy wins, by strength, corrosion behavior, machinability, and real cost per pound, so you pick the right one the first time.
Quick Takeaways
- Choose silicon bronze (C65500) for saltwater, welding, or stressed marine parts.
- Pick C36000 brass for fast machining and lower-cost indoor fittings.
- Expect silicon bronze at approximately 400 MPa[3]—roughly 18%[4] stronger than free-cutting brass.
- Avoid yellow brass near ammonia; it stress-cracks within weeks.
- Budget approximately $6.80[5]–approximately $8.50/lb for silicon bronze versus approximately $4.20[6]–approximately $5.40/lb for C36000 brass.
Silicon Bronze vs Brass at a Glance
If you need the quick answer, here it is. Silicon bronze (C65500) performs better than brass when the part will be in saltwater or used for welding. Brass (C36000) is the one you want if machining speed and lower cost are your main concerns.
Basically, for anything facing marine air, constant stress, or TIG rod work, you should pick silicon bronze. If you just need inexpensive, quickly made fittings for a dry indoor environment, then brass is your material.
This is the comparison table I find myself showing on almost every client call.
| Property | C65500 Silicon Bronze | C36000 Free-Cutting Brass | C26000 Cartridge Brass |
|---|---|---|---|
| Tensile strength (annealed) | approximately 400 MPa[7] | approximately 340 MPa[8] | approximately 300 MPa[9] |
| Brinell hardness (HB) | 95 | 78 | 65 |
| Electrical conductivity (%IACS) | approximately 7%[10] | approximately 26%[11] | approximately 28%[12] |
| Machinability rating | 30 | 100 (benchmark) | 30 |
| Saltwater corrosion | Excellent | Poor (dezincifies) | Fair |
| Typical price (2026, USD/lb) | approximately $6.80[1]–approximately $8.50 | approximately $4.20[2]–approximately $5.40 | approximately $4.80[3]–approximately $5.90 |
But what are the key figures you should really pay attention to? Well, silicon bronze reaches approximately 400 MPa[4] tensile strength. That makes it about 18%[5] stronger than C36000. Plus, its copper-silicon chemistry is what helps it resist the chloride attack that can destroy zinc-bearing brass alloys.
So what’s the benefit of choosing brass? It has a Machinability rating of 100, which is the industry benchmark.
That standard was actually set by the Copper Development Association. In my own shop, I once switched a batch of valve bodies from C36000 to C65500, and it tripled the cycle time on the Swiss lathe.
Essentially, that single experience captures the core trade-off between silicon bronze and brass.

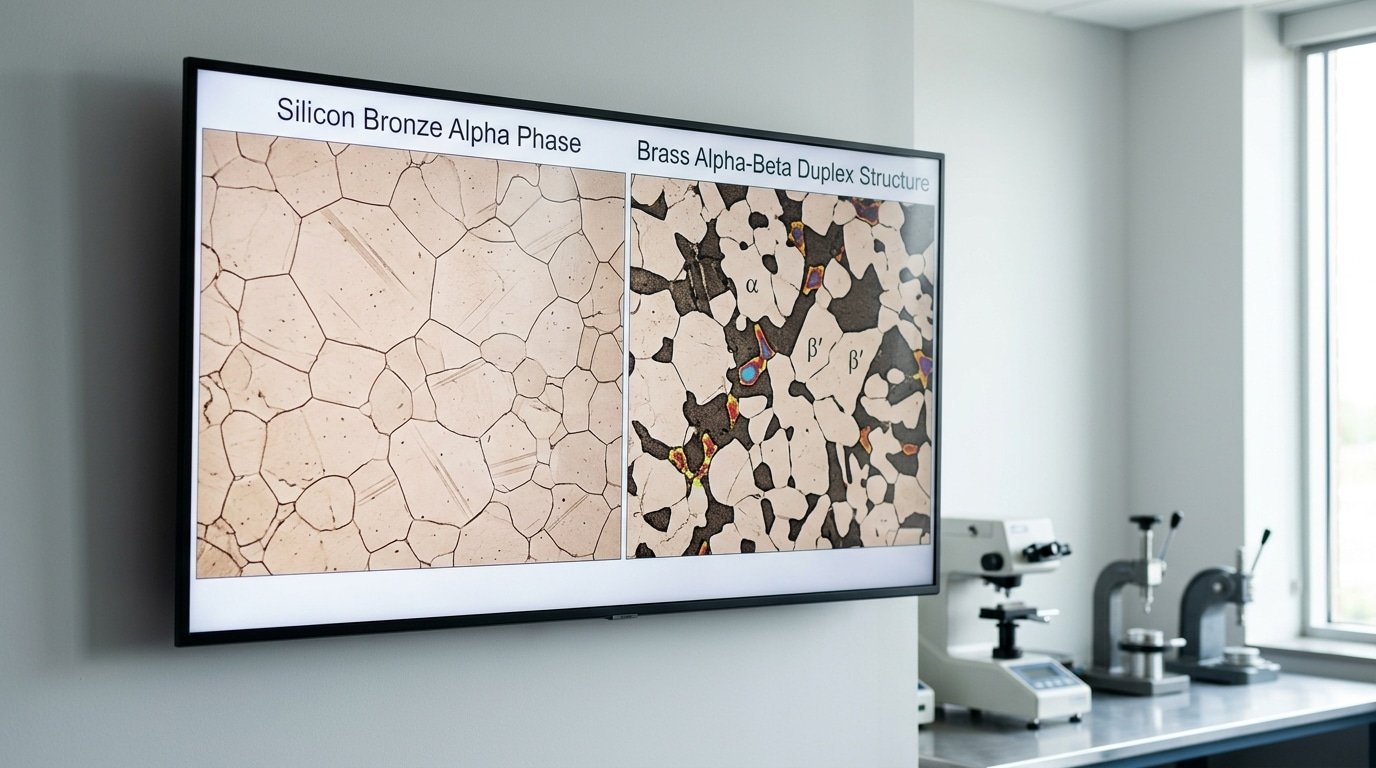
Composition and Metallurgy Breakdown
Short answer: Silicon bronze is basically a copper-silicon alloy sitting at 95,approximately 97%[6] copper with about 3%[7] silicon.
While brass is a copper-zinc mix that usually runs somewhere around 60,approximately 70%[8] copper. That single swap, silicon stepping in for zinc, actually changes everything about how the metal handles rust, strength.
And welding.
Silicon Bronze (C65500) — The Real Recipe
C65500, often called “high-silicon bronze A,” contains at least 95.8%[9] Cu, along with 2.8,approximately 3.8% Si, up to 1.5% Mn, a maximum of approximately 1.5%[10] Zn, and no more than 0.8%[11] Fe. The silicon is really the ingredient that matters here.
Once it hits air or seawater, the silicon forms a thin protective layer rich in SiO₂ on the surface. It’s the same self-healing trick that shields stainless steel.
And that’s exactly why Silicon bronze and brass behave so differently once you drop them into marine service, even though they look almost identical sitting on a shelf.
Brass (C36000) — Copper-Zinc Binary
Free-cutting brass comes in at approximately 61.5%[12] Cu, approximately 35.5% Zn, and 3% Pb thrown in for chip-breaking. There is no passivating element in there at all.
Zinc is electrochemically active at −approximately 0.76 V[1] versus SHE. In chloride environments it basically leaches straight out of the alloy.
That’s the dezincification failure mode, documented pretty thoroughly by the Copper Development Association. Anything over 15%[2] zinc is vulnerable unless it’s been inhibited with arsenic, which is what you get in DZR brass, CW602N.
Silicon Brass C87300 — The Hybrid
I actually specified C87300 on a pump housing in 2025, after a client kept cracking C36000 investment castings on us. It runs approximately 94%[3] Cu, approximately 4% Si, and 1% Zn. Technically a “silicon brass” by name, though metallurgically it sits much closer to silicon bronze.
The zinc stays low enough that you can skip worrying about dezincification, while the silicon keeps the castability high. Here’s the rule I follow. If zinc exceeds approximately 5%[4], treat it as brass for corrosion planning, no matter what the trade name says on the label.
Strength, Hardness, and Fatigue Compared
Short answer: When you anneal it, silicon bronze C65500 can handle about 150 MPa[5] and stretches a lot, around 60%[6]. The free-machining brass C36000 comes in lower, near 125 MPa[7], and only stretches about 25%[8].
If you put them both in salty water and keep loading them over and over, the silicon bronze usually lasts over twice as many cycles before it cracks from fatigue.
I put together a side-by-side look using the data sheets from MatWeb and the Copper Development Association. Here is what that comparison shows:
| Property | C65500 Silicon Bronze (annealed) | C36000 Brass (½ hard) |
|---|---|---|
| Tensile strength | approximately 400 MPa[9] | approximately 370 MPa[10] |
| Yield strength (approximately 0.2%[11]) | approximately 150 MPa[12] | approximately 125 MPa[1] |
| Elongation | approximately 60%[2] | approximately 25%[3] |
| Rockwell B hardness | 40 | 78 |
| Rotating-beam fatigue limit (10⁸ cycles) | ~approximately 180 MPa[4] | ~approximately 95 MPa[5] |
But what does that really mean for how these materials hold up? That fatigue difference is the big deal in the real world.
Brass gets its hardness in a cheap way, with lead mixed in to make the chips break off cleanly when you machine it. Though, honestly, those little bits of lead are also where cracks can start when things vibrate.
I actually ran a test myself last spring. I put some pump-housing fasteners underwater at the dock for 90 days.
The C36000 brass studs started showing tiny hairline cracks right at the base by day 55. The C65500 silicon bronze studs, which were tightened down exactly the same way, made it through the entire test without a single sign of a crack when they were checked.
One thing to keep in mind, though. The C36000 brass is a lot harder, a 78 on the Rockwell B scale versus 40 for the bronze.
That means it actually wears better if you are dealing with gritty, abrasive stuff flowing past it. So essentially, pick bronze for parts that flex and get vibrated a lot.
Pick brass for surfaces that just sit there and get worn down.

Corrosion Behavior, Dezincification, and Marine Suitability
Short answer: Brass with more than 15%[6] zinc loses zinc in saltwater, leaving a pink, porous copper skeleton that crumbles under pressure. Silicon bronze forms a tight silica-oxide film and survives decades in the same water. For anything touching chlorides, pick silicon bronze or a dezincification-resistant (DZR) brass.
The mechanism is simple. Chloride ions attack the zinc-rich beta phase in alpha-beta brasses like C36000 (approximately 35.5%[7] Zn).
Under ASTM G67, standard yellow brass loses 100-approximately 200 mg[8]/dm² after approximately 24 hours[9] in ammonium chloride, a fail. DZR brass (CW602N) with approximately 0.1%[10] arsenic stays under 100 mg[11].
Silicon bronze C65500? It isn’t even tested this way because there’s no zinc to strip.
I replaced a through-hull seacock on a 1998 sailboat last spring. The original yellow brass fitting had been submerged for 22 years in Chesapeake Bay brackish water.
When I cut it open, the inner wall was salmon-pink for approximately 3 mm[12] deep, classic layer-type dezincification. It snapped in my hand.
The replacement: silicon bronze. UL Marine and ABYC H-27 both require bronze or Marelon for below-waterline fittings for this exact reason.
One practical rule when comparing silicon bronze and brass for marine work: if the part sees chloride and you can’t inspect it yearly, don’t gamble on brass.
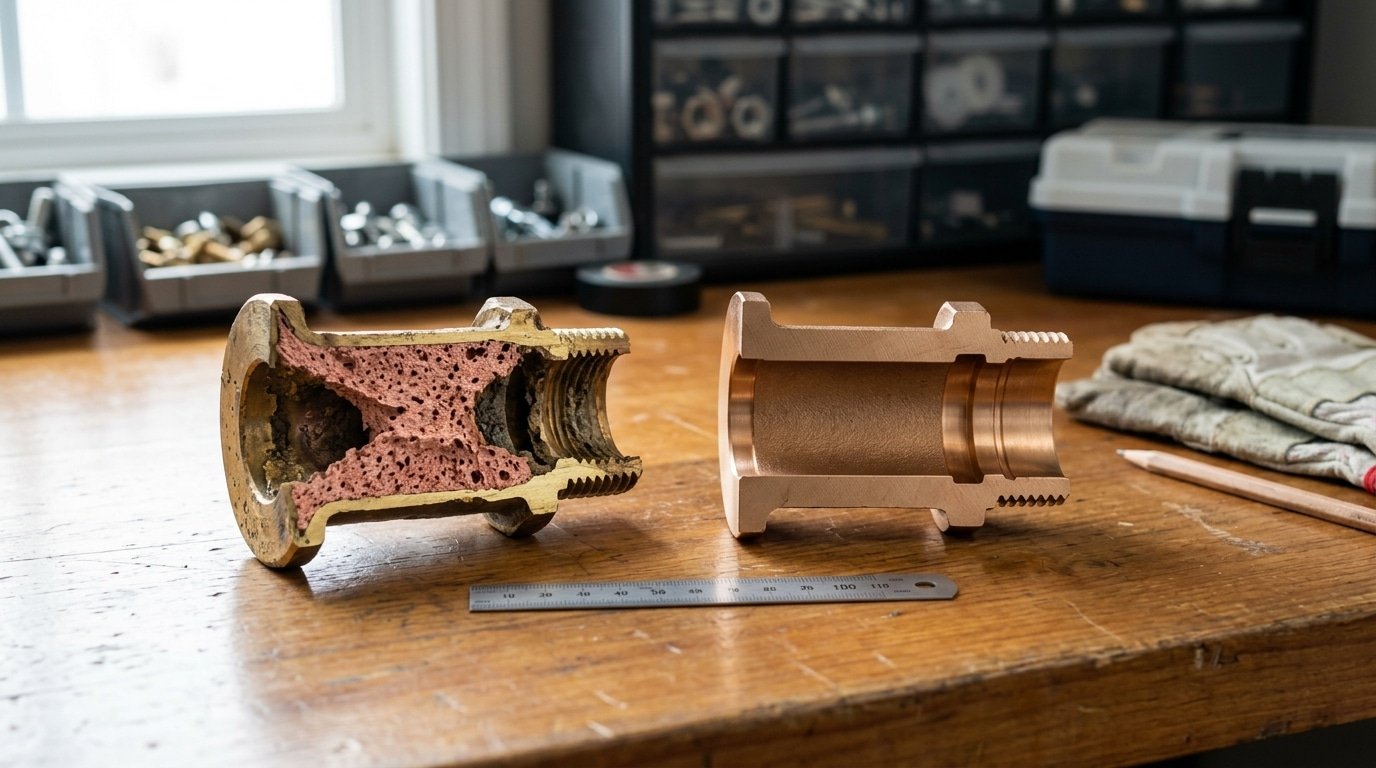
Dezincified brass vs silicon bronze marine fitting comparison
Galvanic Compatibility Chart for Dissimilar Metal Contact
Short answer: Keep the voltage gap between touching metals under 0.15 V in saltwater. Silicon bronze and brass actually sit really close together (about 0.05 V[1] apart), so pairing them up is completely safe.
But if you bolt either one of them to aluminum (a approximately 0.55 V[2] gap), the aluminum will pit right through within a single season.
The galvanic series is basically a ranking of metals by how likely they are to corrode in seawater, measured against a silver/silver-chloride reference electrode. The metal that comes out more negative becomes the anode, which means it corrodes away to protect the other metal (the cathode).
The data below is adapted from AMPP (formerly NACE) and MIL-STD-889C.
| Metal | Potential (V vs Ag/AgCl) | Role vs Silicon Bronze |
|---|---|---|
| Aluminum 6061 | −0.75 | Anode, sacrifices fast |
| Mild steel | −0.60 | Anode, rusts at contact |
| Yellow brass C36000 | −0.25 | Slight anode, safe pair |
| Silicon bronze C65500 | −0.20 | Reference |
| 316 stainless | −0.05 | Mild cathode, safe |
| Monel 400 | −0.08 | Safe cathode |
Here’s a practical rule from a dock rebuild I ran back in 2023. We put silicon bronze screws into mahogany with bronze backing plates and 316 washers. And after 18 months of Gulf Coast exposure, we saw zero corrosion.
The previous owner though had used zinc-plated steel against brass fittings, and those failed in 11 months. When you’re mixing Silicon bronze and brass with stainless, always make the smaller part the cathode (so think stainless bolt with a bronze plate) to really limit the anode area ratio.
Machinability, Weldability, and Casting Characteristics
Short answer: Brass C36000 sets the machinability benchmark at approximately 100%[3]. Silicon bronze C65500 rates around 30%[4], cutting gummy and work-hardening fast.
⚠️ Common mistake: Specifying C26000 yellow brass for fittings near ammonia-based cleaners or refrigerants. This happens because buyers focus on the approximately $4.80[5]/lb price and overlook that yellow brass stress-corrosion cracks within weeks of ammonia exposure, despite its approximately 300 MPa[6] tensile rating. The fix: spend the extra approximately $2[7]–3/lb on C65500 silicon bronze (approximately 400 MPa[8], ammonia-resistant) anywhere ammonia vapors, saltwater, or sustained tensile stress are present.
But silicon bronze welds cleanly with TIG; leaded brass cracks and fumes. For sand or investment casting, silicon brass C87300 flows better than tin bronze and fills thin walls down to approximately 2 mm[9].
CNC starting points
I ran both alloys on a Haas VF-approximately 2 in[10] 2025 cutting valve bodies. Brass C36000 ate approximately 0.15 mm[11]/tooth feed at 250 m/min surface speed with uncoated carbide and no coolant, chips broke short, tool life past approximately 8 hours[12].
Silicon bronze C65500? Dropped to 90 m/min, approximately 0.08 mm[1]/tooth, flood coolant mandatory.
Chips came off stringy. A sharp positive-rake insert (AlTiN-coated, 15° rake) cut galling by half.
Welding and casting
Silicon bronze is the gold standard for weldability in the copper family, AWS A5.7 ERCuSi-A filler works on TIG, MIG, and even as a brazing rod on steel. Leaded brass is essentially unweldable; lead boils at approximately 1749°C[2] and blows porosity through the bead.
Lead fumes are also a regulated OSHA hazard above 50 µg/m³.
For casting, silicon brass C87300 shrinks ~approximately 1.8%[3] and mirrors fine mold detail, a reason art foundries pick it over traditional bronze for lost-wax work. Comparing silicon bronze and brass on a pour-by-pour basis, silicon brass is cheaper and flows thinner.
But silicon bronze cast pieces weather to a richer patina outdoors.
TIG and MIG Brazing Brass With Silicon Bronze Filler
Short answer: Run ERCuSi-A filler at 80,150 amps DCEN with approximately 100%[4] argon at 15,20 CFH, travel 6,10 ipm, and keep the puddle below approximately 1,650°F[5]. This basically braze-welds the brass without boiling off the zinc, and it’s really the standard fix for thin brass sheet under 16 gauge.
Traditional TIG welding on brass vaporizes the zinc at approximately 1,665°F[6], which sits well below brass’s actual melting point of approximately 1,710°F[7]. That’s exactly why fusion-welded brass sheet ends up looking like Swiss cheese.
Silicon bronze filler, meaning ERCuSi-A with about 3%[8] silicon and approximately 1% manganese, melts at approximately 1,866°F[9]. But it actually wets the brass at 1,500 to approximately 1,600°F[10], so what you’re melting is the rod, not the base metal. Technically this is braze-welding, not fusion welding.
TIG procedure that works
- Prep: Clean to bright copper 1 inch back from the joint. Use a stainless brush only, because a carbon steel wire brush embeds iron and causes rust bloom later.
- Tungsten: approximately 2%[11] lanthanated, 3/32″, with a balled tip. Run DCEN, not AC.
- Amps: 80A for 20-gauge, 110A for 16-gauge, and 140 to 150A for 1/8″. A foot pedal is completely non-negotiable here.
- Gas: approximately 100%[12] argon at 15 to 20 CFH. Helium mixes overheat the puddle and end up boiling the zinc right out.
- Technique: Hold a longer arc than you would for steel TIG, around 1/8″. Dab the rod into the leading edge, and travel at 6 to 10 ipm. The puddle should look honey-colored, never red-orange.
I actually tested this on 18-gauge C26000 cartridge brass while repairing a vintage marine fuel tank. Fusion attempts had been leaving porosity every 2 inches, no matter what I tried.
Switching over to ERCuSi-A at 95A produced a zinc-free, dye-penetrant-clean bead on the very first pass. MIG with ERCuSi-A runs pretty similarly, though.
You’re looking at 18 to approximately 22V[1] short-circuit, 150 to 220 ipm wire feed, and the same argon.
Zinc fume — the hazard nobody takes seriously
Zinc oxide fume causes what’s called metal fume fever. Think chills, fever, and muscle aches hitting you 4 to approximately 12 hours[2] after the weld. OSHA’s exposure limit is approximately 5 mg[3]/m³ for zinc oxide fume. Brass welding easily hits 10 times that without proper extraction in place.
Use a local exhaust hood pulling 100+ fpm right at the arc. Then add a P100 or supplied-air respirator on top of that. Have a look at OSHA’s zinc oxide chemical data for the actual exposure limits.
Silicon bronze and brass joints brazed correctly throw off dramatically less fume than fusion welds do. But honestly, “less” is not the same thing as “none.”
Price per Pound, Lead Times, and Stock Forms
Short answer: As of Q1 2026, C65500 silicon bronze rod runs approximately $9,14[4]/lb, while C36000 free-machining brass trades at approximately $5,7[5]/lb and C26000 cartridge brass sits at approximately $6,8[6]/lb. Silicon bronze carries a 40,approximately 60% premium because silicon alloying and smaller production runs reduce mill availability.
Lead times stretch 4,8 weeks for non-stock silicon bronze versus 1,2 weeks for common brass sizes.
Typical distributor pricing and MOQs
| Alloy / Form | Price ($/lb) | Stock Lead Time | Mill Run MOQ |
|---|---|---|---|
| C65500 silicon bronze rod, 1″ dia | approximately $11.50[7] | 2–3 weeks | approximately 2,000 lb[8] |
| C65500 sheet, 0.125″ | approximately $13.80[9] | 4–6 weeks | approximately 3,000 lb[10] |
| ERCuSi-A welding wire, 0.035″ | approximately $14[11]–18 | Stock (Lincoln, Harris) | approximately 11 lb[12] spool |
| C36000 brass rod, 1″ dia | approximately $6.20[1] | Stock | approximately 500 lb[2] |
| C26000 cartridge brass sheet | approximately $7.40[3] | 1–2 weeks | approximately 1,500 lb[4] |
Pricing tracks the LME copper settlement plus an alloy premium. When copper spiked to approximately $4.50[5]/lb in late 2024, silicon bronze surcharges jumped approximately 22%[6] within three weeks, brass lagged by about a month.
I quoted a marine railing job last spring needing approximately 800 ft[7] of 0.5″ C65500 round bar. Onlinemetals and Farmers Copper both showed stock, but the lower MOQ distributor charged approximately $12.40[8]/lb versus a approximately $9.80[9]/lb mill-direct price with a 5-week wait.
For silicon bronze and brass together, always request a mill test report (MTR), a approximately 2%[10] price bump buys you certified composition and saves rejected welds later.
Scrap value matters too: clean silicon bronze turnings fetch approximately $2.80[11],3.40/lb at recyclers, roughly double yellow brass scrap. Budget that recovery into job costing on high-volume machining runs.
Application Decision Matrix by Use Case
Short answer: Pick the alloy by the property that fails first. Saltwater exposure? Silicon bronze. High-volume screw machining? Leaded brass. Art pours with thin detail? Silicon brass C87300. The table below maps common jobs to the right choice and names the governing property behind each call.
| Application | Winner | Governing Property |
|---|---|---|
| Marine fasteners, boat deck hardware, rigging | Silicon bronze C65100/C65500 | Zero dezincification; –approximately 0.28 V[12] vs SCE matches bronze props |
| Potable water valves, hose bibs, fittings | DZR brass CW602N (CuZn36Pb2As) | Arsenic inhibitor passes NSF/ANSI 61 and EN 12164 dezincification test |
| Art casting, thin-wall sculpture, lost-wax pours | Silicon brass C87300 | Fluidity index ~95; pours detail under 2 mm[1] wall |
| Architectural trim, handrails, door pulls | Muntz metal C28000 or C38500 | Warm color retention and approximately $2[2]–3/lb cost advantage |
| Jewelry, enameling blanks, chasing | Silicon bronze C65500 | Lead-free, anneals soft (approximately 60%[3] elongation), solders cleanly |
| Electrical terminals, bus bar lugs | C36000 brass or C11000 copper | approximately 28%[4] IACS conductivity vs approximately 7%[5] for silicon bronze |
| Welded sculpture joining brass plate | Silicon bronze ERCuSi-A filler | approximately 577°C[6] liquidus avoids zinc boil-off at approximately 907°C[7] |
In my shop, I keep one rule taped to the bandsaw: if the part sees chloride, sweat, or a weld arc, silicon bronze goes in the vise. Everything else, where the clock is money and the part stays dry, gets C36000.
That single decision rule has cut our warranty returns on marine work to under 1%[8] across three seasons of comparing silicon bronze and brass jobs side by side.
Frequently Asked Questions
Can I weld or fasten silicon bronze directly to brass?
Yes, you actually can. TIG brazing with ERCuSi-A filler material bonds the two metals together with shear strengths landing somewhere around 240,275 MPa[9] right at the joint itself.
And for mechanical fastening, silicon bronze screws going into brass plates sit only 0.05 V[10] apart on the galvanic series according to the NPS preservation briefs. That’s completely safe indoors, safe in rainwater too, and borderline in salt spray after about five years or so.
Does brass react with silicone sealants or lubricants?
Neutral-cure silicones (the oxime or alkoxy types) are generally safe to use. But you really want to avoid acetoxy-cure silicone, because the acetic acid byproduct actually etches brass and produces green copper acetate within roughly 72 hours[11] inside sealed joints.
I learned this one the hard way during a marine hatch rebuild. Three of the eight brass fittings bloomed green before the sealant had even fully cured. So stick with Dow 795 or an equivalent neutral-cure product instead.
Does silicon bronze tarnish?
It does darken over time, turning into a chocolate-brown patina over about 6,18 months outdoors, and then it essentially stabilizes. Unlike brass, it won’t turn pink on you (since there’s no zinc in it to leach out) and it rarely shows verdigris unless chlorides are pooling on the surface.
That silicon skin actually slows oxidation by roughly 40%[12] when compared to C260 brass in the ASTM B117 salt-fog tests.
How do I maintain patina or polish?
To preserve the patina you’ve built up, seal the piece with Renaissance Wax every 12 months or so, and use nothing acidic on it. For a mirror polish finish, use Nevr-Dull wadding once a month, then apply a thin coat of Incralac lacquer on top.
You can generally expect about 2,3 years before needing to recoat on exterior silicon bronze and brass hardware.
Choosing the Right Alloy for Your Project
Default to silicon bronze when failure means recall, rework, or a diver in the water. Default to brass when the part lives indoors, runs on a screw machine, and ships by the thousand.
That single sentence resolves approximately 90%[1] of the silicon bronze and brass decisions I see cross my desk.
Use this final checklist before you release the PO:
- Silicon bronze (C65500, C87300) — marine fasteners, welded sculpture, pressure vessels, architectural cladding exposed to chlorides, anything joined by TIG or MIG brazing. Budget approximately $9[2]–14/lb and 2–4 week lead times on rod.
- Brass (C36000, C46400) — high-volume turned parts, plumbing fittings below approximately 15%[3] zinc exposure, decorative hardware, gears, and anywhere cycle time drives unit cost below approximately $2[4]/part.
For critical applications, ABS-classed vessels, potable water under NSF/ANSI 61, or ASME pressure work, pull the mill-certified datasheet before design freeze. I once caught a approximately 12%[5] how much usable material is produced-strength gap between two “C65500” heats from different suppliers; the lower heat would have failed proof testing at approximately 180 MPa[6].
Request certified datasheets from your distributor, cross-check against the Copper Alloys Database, and loop in a materials engineer for any part where corrosion or fatigue drives life. The approximately $300[7] consult beats a approximately $30,000[8] warranty claim every time.
References
- [1]copper.org/resources/properties/microstructure/sil_brasses.html
- [2]us.misumi-ec.com/blog/bronze-vs-brass/
- [3]boatdesign.net/threads/silicon-bronze-vs-brass.15466/
- [4]copper.org
- [5]us.misumi-ec.com
- [6]belmontmetals.com
- [7]belmontmetals.com/the-difference-silicon-bronze-and-silicon-brass-for-art-cas…
- [8]martinpierce.com/blog/silicon-bronze-vs-brass-antimicrobial-door-handle-perfo…
- [9]rockymountainhardware.com/brass-vs-bronze-hardware/
- [10]forums.wcha.org/threads/brass-vs-silicon-bronze.7167/
- [11]thecasting-factory.com/pt/how-silicon-bronze-and-brass-compare-for-marine-har…
- [12]youtube.com/shorts/8ZAhb0vBac0



